1.本发明属于轮毂加工技术领域,尤其是涉及对轮毂上轮毂孔的周向毛刺进行打磨去除用的夹具。
背景技术:
2.在轮毂加工过程中,常常需要用固定在机器人六轴上的刀具对轮毂周边的多个轮毂孔进行去毛刺,是自动生产线上一道不可缺少的生产工序。去毛刺刀具工作时,其运动轨迹是针对轮毂孔设计的。去毛刺刀具工作之前,需要把轮毂固定在夹具上,且夹具的精度越高,去毛刺的效果越好。
3.目前,市场上能找到的长行程三爪夹具的夹爪单边行程只有65mm,重复精度
±
0.1mm。难以适应当前生产中铝合金轮毂自动去毛刺生产线的使用要求。同时目前的长行程夹具的同步性不好,经常发生各夹爪之间不同步的现象,并且去毛刺时由于会产生铝屑,该铝屑的飞溅容易造成夹具卡顿现象。
技术实现要素:
4.本发明的目的是提供一种能够提高作业效率和定位精度的三爪夹具。故设计了此三爪夹具,三爪夹具的夹爪单边行程能达到150mm。重复精度
±
0.05mm。能满足13英寸轮毂与22英寸轮毂去毛刺的使用需求。
5.本发明完整的技术方案为:
6.一种长行程高精度三爪夹具,所述夹具适用于对轮毂上轮毂孔的周向毛刺进行打磨去除用;
7.所述长行程高精度三爪夹具包括中心定位盘,所述中心定位盘设有三组夹爪机构,每组夹爪机构的结构相同且之间的夹角均为120
°
;
8.每组夹爪机构的结构为:包括直线导轨、气缸、导条、夹紧块、气缸座、气缸缸体、同步齿型带轮、同步齿型带夹块、同步齿型带、压带轮组件、气缸下固定板、滑板、动力轴、护罩;
9.所述气缸座连接中心定位盘,气缸座上设有气缸,所述双活塞滑台气缸的活塞杆固定并带有进气口、排气孔,所述气缸的气缸体能够在气缸的活塞杆上左右移动;
10.气缸座上固定有两个直线导轨,每个直线导轨上有一个直线导轨滑块,两个直线导轨滑块与前端的连接板连接;
11.连接板、导条、夹紧块、气缸缸体、气缸上固定板之间分别用螺栓连接;气缸缸体的移动带动夹紧块的移动,实现轮毂的夹紧与放松;
12.所述中心定位盘上设有压带轮组件,每个气缸缸体上均固定有同步齿型带轮轴,所述同步齿型带轮轴上设有同步齿型带轮,所述同步齿型带轮能在同步齿型带轮轴上自由旋转;一条同步齿型带同时通过压带轮组件和同步齿型带轮;
13.气缸缸体上同时设有同步齿型带夹块和同步齿型带压板,同步齿型带夹块、同步
齿型带压板分别用螺栓压紧同步齿型带;形成了同步齿形带的同步机构;
14.还包括与气缸缸体用螺栓连接的气缸下固定板、滑板和动力轴,所述动力轴通过同步齿型带夹块上的中心孔与其连接,所述护罩固定在气缸座上;所述气缸缸体的移动带动滑板、同步齿型带夹块的移动;所述滑板的移动将打磨过程中产生的铝屑沿着气缸座上的孔排出。
15.所述中心定位盘和相互之间夹角均为120
°
的三个气缸座形成基本的框架结构。
16.所述气缸为双活塞滑台气缸。
17.三个气缸的三个进气接头用气管连接,汇合为第一路气管,三个气缸的排气接头用气管连接,汇合为第二路气管。通过两路气管的进气、排气实现气缸缸体的移动。
18.三组夹爪机构共用一条同步齿形带;一条同步齿形带、三个同步齿型带轮、三个压带轮组件、三个动力轴、三个同步齿型带夹块、三个同步齿型带压板组成了三爪夹具同步机构。
19.三个同步齿型带夹块的移动带动同步齿形带的移动,保证气缸缸体的同步。
20.所述长行程高精度夹具开闭行程为150mm。
21.本发明相对于现有技术的优点在于:本长行程高精度三爪夹具适用于在六轴机器人带动刀具给铝合金轮毂的自动打磨去毛刺的自动生产线上使用,本发明公开的三爪夹具设计合理,定位精度高,夹具开闭行程能做到150mm。不需要任何调整就可实现对13英寸到22英寸轮毂的定位、夹紧。固定在直线导轨滑块上夹块带动同步齿形带,通过同步齿形带与同步齿形带轮的啮合传动来实现三个夹紧块的同步运动,保证夹具的重复精度。中心定位盘、气缸座、护罩组成一个相对封闭的空间供同步齿形带与带轮的传动并通过固定在气缸缸体上的滑板将去毛刺时的铝屑排除气缸座。避免去毛刺时因铝屑而产生的卡顿现象。
附图说明
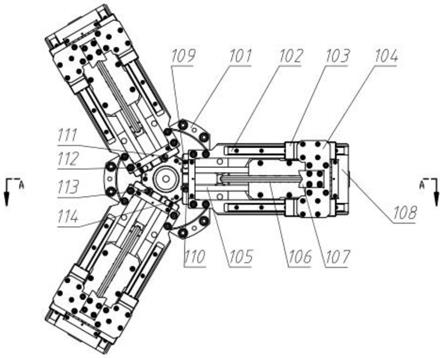
22.图1为本发明长行程高精度三爪夹具的主视图。
23.图2为图1中的a-a剖视图。
24.图3为本发明长行程高精度三爪夹具去掉护罩的后视图。
25.图4为本发明长行程高精度三爪夹具的另一主视图。
26.图5位图4中的b-b剖视图。
27.图中:101-中心定位盘、102-直线导轨、103-直线导轨滑块、104-连接板、105-气缸、106-导条、107-夹紧块、108-气缸座、109-第一气动快插接头、110-第二气动快插接头、111-第三气动快插接头、112-第四气动快插接头、113-第五气动快插接头、114-第六气动快插接头、115-气缸缸体、116-气缸上固定板、117-同步齿型带轮轴、118-同步齿型带轮、119-同步齿型带夹块、120-同步齿型带压板、121-同步齿型带、122-压带轮组件、123-气缸下固定板、124-滑板、125-动力轴、126-护罩。
具体实施方式
28.下面结合附图和具体实施方式对本发明做进一步说明。
29.图1为本发明长行程高精度三爪夹具的主视图,图2为图1中的a-a剖视图,如图1-2所示:本发明长行程高精度三爪夹具包括中心定位盘,所述中心定位盘上设有三组夹爪机
构,每组夹爪机构的结构相同且之间的夹角均为120
°
;因此对其中一组夹爪机构的结构进行说明即可,不妨碍对本发明的技术方案理解。
30.中心定位盘101与三个气缸座108用螺栓连接一起,三个气缸座108之间的夹角为120度。形成三爪夹具的基础框架。气缸105是双活塞的滑台气缸,该气缸的特点是活塞杆固定并带有进气口、排气孔。气缸体115可以在气缸105的活塞杆上左右移动。第一气动快插接头109、第二动快插接头110、第三气动快插接头111、第四气动快插接头112、第五气动快插接头113、第六气动快插接头114分别与气缸105连接。第一气动快插接头109、第四气动快插接头112、第六气动快插接头114用气管连接,汇合为第一路气管。第二动快插接头110、第三气动快插接头111、第五气动快插接头113用气管连接,汇合为第二路气管。通过第一路气管、第二路气管的进气、排气实现气缸缸体115的移动。每个气缸座108上固定两个直线导轨102,每个直线导轨102上有一个直线导轨滑块103,连接板104与两个直线导轨滑块103连接。连接板104、导条106、夹紧块107、气缸缸体115、气缸上固定板116之间分别用螺栓连接。气缸缸体115的移动带动夹紧块107的移动,实现轮毂的夹紧与放松。
31.图3为本发明长行程高精度三爪夹具去掉护罩的后视图。如图3所示:本发明长行程高精度三爪夹具中,同步齿型带轮轴117固定在气缸座108上,同步齿型带轮轴117上有同步齿型带轮118,同步齿型带轮118能在同步齿型带轮轴117自由旋转。一条同步齿型带121同时通过压带轮组件122和同步齿型带轮118,压带轮组件122共有三个,位于中心定位盘上且之间的夹角均为120
°
,压带轮组件与相邻的夹爪机构夹角为60
°
。三处的同步齿型带夹块119、同步齿型带压板120分别用螺栓压紧齿型带121。形成了三爪夹具同步齿形带同步机构。
32.图4为本发明长行程高精度三爪夹具的主视图,图5为b-b剖视图。如图4-5所示:本发明长行程高精度三爪夹具中,气缸下固定板123、滑板124、动力轴125与气缸缸体115用螺栓连接,动力轴125通过同步齿型带夹块119上的中心孔与其连接,护罩126固定在气缸座108上。中心定位盘101、气缸座108、护罩126组成一个相对封闭的空间供同步齿形带121与同步齿型带轮118的传动。气缸缸体115的移动带动滑板124、同步齿型带夹块119的移动。滑板124的移动将打磨过程中产生的铝屑沿着气缸座108上的孔排出。三个同步齿型带夹块119的移动带动同步齿形带121的移动,保证气缸缸体115的同步。
33.此三爪夹具具有价格低廉、整体结构紧凑、夹紧力大、稳定性强等优点,是铝合金轮毂的自动打磨、去毛刺生产线上一种不可缺少的部件。
34.以上所述,仅是本发明的较佳实施例,并非对本发明作任何限制,凡是根据本发明技术实质对以上实施例所作的任何简单修改、变更以及等效结构变化,均仍属于本发明技术方案的保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。