1.本发明涉及钢铁冶金技术领域,尤其涉及一种大规格高强度矿山机械钻头用钢及生产工艺。
背景技术:
2.随着我国生态文明建设的不断推进,以高强度矿山钻采设备为代表的钻头用钢代表着钻采领域工业发展水平。钻头是破碎岩石的主要工具,井眼是由钻头破碎岩石而形成的。一个井眼形成的好坏,所用时间的长短,除与所钻地层岩石的特性和钻头本身的性能有关外,更与钻头钢材质量有关。钻头钢材质量对提高钻进速度、降低钻井综合成本起着重要作用。
技术实现要素:
3.本发明的目的在于提供一种大规格高强度矿山机械钻头用钢及生产工艺,开发了具有高强度、低温冲击韧性和高钢质纯净度的矿山机械钻头用钢9310,满足高端产品要求。本发明采用50t电炉 lf vd 3.16t模铸锭冶炼工艺和轧制工艺生产高强度矿山机械钻头用钢9310,产材规格为φ240mm,满足gb/t4162标准b级探伤要求,实现了电炉模铸流程批量生产高强度矿山机械钻头用钢的突破。
4.为了达到上述目的,本发明采用以下技术方案实现:
5.一种大规格高强度矿山机械钻头用钢,钢中化学成分按重量百分比计为:c 0.08%~0.12%、si 0.17%~0.27%、mn 0.50%~0.60%、cr 1.05%~1.25%、ni 3.10%~3.30%、mo 0.09%~0.14%、alt 0.015%~0.035%、cu≤0.05%、p≤0.020%、s≤0.015%、o含量≤25ppm、n含量≤100ppm、h含量≤2.5ppm,其余为铁和不可避免的杂质。
6.所述钻头用钢调质态屈服强度rp
0.2
≥980mpa,抗拉强度rm≥1100mpa,断面收缩率≥40%,断面伸长率≥9%,冲击性能ku2≥45j。
7.一种大规格高强度矿山机械钻头用钢的生产工艺,包括如下步骤:
8.1)50t电炉冶炼:氧气氧化,激烈沸腾、自动流渣,出钢温度1660~1665℃,出钢时候c为0.03~0.05%,p≤0.010%;
9.2)lf炉:采用20000~25000a大电流升温化渣,当渣面波动、钢水及电弧不裸露时,补加活性石灰,每吨钢加入4.5~5kg,5min后第一次取样分析化学成分,按照化学成分目标值补加合金,并增碳,合金和碳粉应加到氩气流上,以促进合金和碳粉快速熔化和均匀化。当钢水温度达到1615~1620℃时加入扩散脱氧剂1~3kg/t,进行扩散脱氧,闭炉门10min,当钢水温度达到1685~1690℃时第二次取样分析化学成分,以确认各化学元素成分含量距目标值要求的偏离值,二次样取走后,补加扩散脱氧剂继续调渣,补加合金;补加活性石灰、萤石、电石渣,同时继续保持白渣熔炼20~30min;lf后渣样成分见表1所示。二元碱度保证8以上。
10.表1本发明lf炉后渣样成分(wt%)
[0011][0012]
3)vd精炼:入vd前温度1660~1670℃,在真空泵启动前氩气压力控制0.1~0.3mpa,以渣面微动钢水不裸露,当真空度达到≤100pa开始计时,保持时间15~20min,视钢水成分补加合金,同时将氩气压力调整至0.3~0.5mpa,静吹氩时间25~30min,静吹氩结束后,加入φ10mm硅钙包芯线100米/炉。
[0013]
4)模铸:当钢液浇注至帽口上20~30mm后,开始逐渐减流进行缓慢浇注,当浇注到帽口浇注高度的二分之一后,关闭滑板停止浇注5~10s后,多次急剧开流冲注,每次间隔时间为3~5s,直至达到浇注高度和充填时间为止;
[0014]
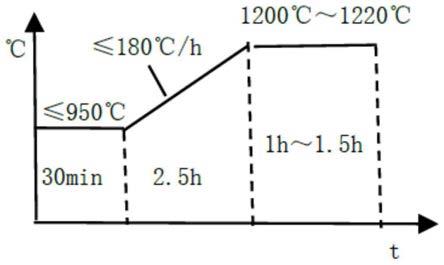
5)加热工艺:下均热坑时锭温400℃~600℃,根据9310钢种特性,设计均热炉预热段要求≤950℃,保温30~40min,加热段升温速度≤180/h,升温2.5~2.8h,升温到1200℃~1220℃,均温1h~1.5h;
[0015]
6)轧制工艺:
[0016]
bd开坯工艺:采用1150mm bd初轧机开坯,轧制11道次,压下量:第1道次80
±
1mm,第2道次80
±
1mm,第3道次95
±
1mm,第4道次85
±
1mm,第5道次72
±
1mm,第6道次82
±
1mm,第7道次69
±
1mm,第8道次75
±
1mm,第9道次32
±
1mm,第10道次20
±
1mm,第11道次32
±
1mm;经过3架850mm轧机出成品;
[0017]
7)保温工艺:下保温坑温度≥650℃,保温≥48h,出坑温度≤150℃。
[0018]
上述步骤1)中,电炉冶炼废钢占20wt%~30wt%,铁水占70wt%~80wt%。
[0019]
上述步骤1)中,出钢1/4~1/3时加入渣料、预脱氧剂、铁合金。
[0020]
上述步骤4)采用浇注2锭盘,每盘6支3.16t
±
0.1t钢锭;单盘模铸浇注时间:锭身5min~6min,帽口5min~6min;帽口保温剂焦粉在注至帽口2/3~5/6高度时加入。
[0021]
与现有技术相比,本发明的有益效果是:
[0022]
1)本发明采用50t电炉 lf vd 3.16t模铸锭冶炼工艺和轧制工艺生产高强度矿山机械钻头用钢9310,生产规格为φ240mm,满足gb/t4162标准b级探伤要求,保证了钢质纯净度,提高生产率。
[0023]
2)合理的成分设计和生产工艺保证表面硬度、力学性能。
[0024]
3)成品钢材低倍组织、非金属夹杂物、表面硬度、力学性能均满足高端产品要求。
附图说明
[0025]
图1是本发明的加热工艺曲线图。
具体实施方式
[0026]
下面结合实施例对本发明的具体实施方式作进一步说明。
[0027]
实施例:
[0028]
实施例1-4化学成分见表2;实施例1-4产品低倍组织见表4;实施例1-4产品非金属夹杂物见表5;实施例1-4产品力学性能见表6。
[0029]
表2各实施例钢的化学成分(wt%)
[0030]
元素csimncrpsnimoaltcu例10.090.200.551.100.0100.0113.200.140.0160.04例20.100.250.561.200.0080.0103.180.130.0300.03例30.110.180.521.220.0090.0103.250.120.0200.02例40.120.230.581.180.0070.0123.150.100.0280.04
[0031]
其中:o含量≤25ppm、n含量≤100ppm、h含量≤2.5ppm。
[0032]
本实施例大规格高强度矿山机械钻头用钢的生产工艺,工艺路线:50t电炉冶炼
→
炉外精炼(lf vd)
→
模铸3.16t钢锭
→
加热
→
轧制
→
保温
→
精整
→
超声波探伤
→
检验
→
包装缴库
→
发货,具体包括如下步骤:
[0033]
1)50t电炉冶炼:电炉冶炼废钢占20wt%~30wt%,铁水占70wt%~80wt%;氧气氧化,激烈沸腾、自动流渣,出钢温度1660~1665℃,出钢时候c为0.03wt%~0.05wt%,p≤0.010wt%,出钢1/4~1/3时加入渣料、预脱氧剂、铁合金。
[0034]
2)lf炉:采用20000~25000a大电流升温化渣,当渣面波动、钢水及电弧不裸露时,补加活性石灰,5min后第一次取样分析化学成分,按照化学成分目标值补加合金,并增碳,合金和碳粉应加到氩气流上,以促进合金和碳粉快速熔化和均匀化。当钢水温度达到1615~1620℃时加入扩散脱氧剂,进行扩散脱氧,闭炉门10min,当钢水温度达到1685~1690℃时第二次取样分析化学成分,以确认各化学元素成分含量距目标值要求的偏离值,二次样取走后,补加扩散脱氧剂继续调渣,补加合金,同时继续保持白渣熔炼20~30min;lf后渣样成分见表1,二元碱度保证8以上。
[0035]
3)vd精炼:入vd前温度1660℃,在真空泵启动前氩气压力控制0.1~0.3mpa,以渣面微动钢水不裸露,当真空度达到100pa时开始计时,保持时间15min,视钢水成分补加合金,同时将氩气压力调整至0.3~0.5mpa,静吹氩时间25min,静吹氩结束后,加入φ10mm硅钙包芯线100米/炉。
[0036]
4)模铸:浇注2锭盘,每盘6支3.16t钢锭,当钢液浇注至帽口上20~30mm后,开始逐渐减流进行缓慢浇注,当浇注到帽口浇注高度的二分之一后,关闭滑板停止浇注5~10s后,多次急剧开流冲注,每次间隔时间为3~5s,直至达到浇注高度和充填时间为止,帽口保温剂焦粉在注至帽口2/3高度时加入,单盘模铸浇注严格控制时间:锭身5min~6min,帽口5min~6min。
[0037]
5)加热工艺:下均热坑时锭温400℃~600℃,根据9310钢种特性,设计均热炉预热段要求≤950℃,保温30min,加热段升温速度≤180/h,升温2.5h,升温到1200℃~1220℃,均温1h~1.5h。
[0038]
6)产材规格φ240mm轧制工艺:
[0039]
bd开坯工艺:采用1150mm bd初轧机开坯,轧制11道次,压下量:第1道次80mm,第2道次80mm,第3道次95mm,第4道次85mm,第5道次72mm,第6道次82mm,第7道次69mm,第8道次75mm,第9道次32mm,第10道次20mm,第11道次32mm,经过3架850mm轧机出成品;850轧机压下制度见表3。
[0040]
表3本发明850轧机压下制度
[0041][0042]
7)保温工艺:下保温坑温度650℃,保温48h,出坑温度150℃。
[0043]
表4实施例φ240mm规格产品低倍组织
[0044][0045]
表5实施例φ240mm规格产品非金属夹杂物
[0046][0047]
表6实施例φ240mm规格产品力学性能
[0048][0049][0050]
本专利申请与现有技术相比:1)在保证钢质纯净度具有优越性,提高了生产效率。2)其它方法生产的钢材成分偏析较大,钢材各向异性较突出。3)其它方法生产的成品钢材低倍组织、非金属夹杂物、表面硬度、力学性能均较差。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。