1.本发明涉及超精密加工技术领域,尤其是一种投线仪所用锥镜零件的智能化弹道式自动加工中心。
背景技术:
2.现有的超精密加工锥镜零件工艺中,由于其定位精度要求高,需要人工反进行复装调再加工,才能得出最终产品,超精密加工是制造业的难点,加工费力,全自动化加工,使用设备,替代原有人工更是难上加难,随着科技及工业4.0的不断推进,人力成本也随之增高而设备价格随之降低,现在对使用智能化设备替代人工的要求也越来越大。
技术实现要素:
3.本发明要解决的技术问题是:为了克服现有技术中之不足,本发明提供一种结构紧凑、自动化程度高、能够提高产能的锥镜零件的智能化弹道式自动加工中心。
4.本发明解决其技术问题所采用的技术方案是:一种锥镜零件的智能化弹道式自动加工中心,具有机台组件,所述的机台组件两端分别对称设置有托盘上料系统,托盘上料系统的送料端两侧的机台组件上分别安装有刀架系统,对应刀架系统的刀具位置处设有超精密主轴,机台组件中间设有机器人搬运系统。
5.所述托盘上料系统:包括贴合机台组件的支撑架,支撑架上设有可升降的层叠式结构的料库,放置锥镜零件的托盘可依次层叠放置于料库内,料库一侧设有作直线伸缩运动抓取托盘的托盘抓手,料库的另一侧设有可将托盘传送至机器人搬运系统处的气动滑台。
6.所述气动滑台的滑动块一侧设有托盘定位气缸,气动滑台的另一侧设有托盘限位板,所述托盘限位板为长条形板状,其两端分别固定在气动滑台两侧的端面上;所述的料库下方的支撑架上安装有顶升气缸,顶升气缸的活塞杆与料库底部连接而将料库顶升,使得料库内的托盘依次上升至托盘抓手前的位置。
7.所述刀架系统:安装于机台组件上,用于加工时为刀具的进给提供动力,包括x轴、y轴及刀架,x轴安装在机台组件上面,y轴安装在x轴上的滑动块上,刀架安装在y轴的滑动块上。
8.所述超精密主轴:设置在刀架系统的一侧,用于装夹所述锥镜零件。
9.所述机器人搬运系统:用于在托盘与超精密主轴之间进行锥镜零件搬运,包括机器人及带有吸盘的抓手,抓手安装于机器人的法兰盘上。
10.为便于锥镜零件的有序放置,所述的托盘的内表面呈蜂窝状。
11.具体说,所述的料库一侧设有与支撑架固接的工装托板,工装托板上安装有推动托盘抓手动作的气缸以及直线导轨,所述气缸的活塞杆与托盘抓手连接,所述托盘抓手在气缸推动下可沿直线导轨作直线伸缩运动。
12.进一步地,所述的气动滑台一端与支撑架固接,机台组件上设有支撑于气动滑台
另一端的撑板。
13.本发明的有益效果是:本发明将超精密生产和自动化相结合,可以代替人工,实现锥镜零件的不间断生产,有利于提高工作效率,同时将离散的机床集成为加工中心形式,节约了整体的设备成本。
附图说明
14.下面结合附图和实施例对本发明进一步说明。
15.图1是本发明的整体结构示意图。
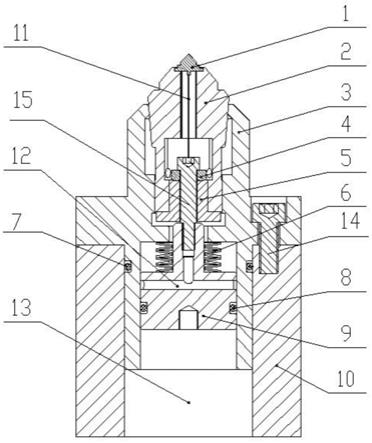
16.图2是本发明所述托盘上料系统的结构示意图。
17.图3是本发明所述刀架系统的结构示意图。
18.图4是本发明所述机器人搬运系统的结构示意图。
19.图中:1、托盘上料系统,2、刀架系统,3、超精密主轴,4、机器人搬运系统,5、机台组件,6、工装拖板,7、直线导轨,8、气缸,9、托盘抓手,10、料库,11、托盘,12、托盘定位气缸,13、托盘限位板,14、气动滑台,15、锥镜零件,16、撑板,17、支撑架,18、顶升气缸,19、x轴,20、y轴,21、刀架,22、机器人,23、抓手。
具体实施方式
20.现在结合附图对本发明作进一步详细的说明。这些附图均为简化的示意图,仅以示意方式说明本发明的基本结构,因此其仅显示与本发明有关的构成。
21.如图1~图4所示的一种锥镜零件的智能化弹道式自动加工中心,具有机台组件5,所述的机台组件5两端分别对称设置一组托盘上料系统1,托盘上料系统1的送料端两侧的机台组件5上分别安装有刀架系统2,对应刀架系统2的刀具位置处设有超精密主轴3,机台组件5中间设有机器人搬运系统4。
22.所述托盘上料系统1:包括贴合机台组件5的支撑架17,支撑架17上设有可升降的层叠式结构的料库10,放置锥镜零件15的托盘11可依次层叠放置于料库10内,所述的托盘11的内表面呈蜂窝状,可以有序放置六十个以上的锥镜零件15。
23.位于料库10外侧设有作直线伸缩运动抓取托盘11的托盘抓手9,所述的料库10一侧设有与支撑架17固接的工装托板6,工装托板6上安装有气缸8以及直线导轨7,所述气缸8的活塞杆连接托盘抓手9,所述托盘抓手9在气缸8推动下可沿直线导轨7作直线伸缩运动以抓取托盘11。所述直线导轨7、气缸8与托盘抓手9共同构成了一套可以抓取并伸缩的小型抓手,推动托盘11在料库10内外移动。
24.位于料库10的内侧设有可将托盘11传送至机器人搬运系统4处的气动滑台14,所述的气动滑台14一端与支撑架17固接,机台组件5上设有支撑于气动滑台14另一端的撑板16。
25.所述气动滑台14的滑动块一侧设有托盘定位气缸12,气动滑台14的另一侧设有托盘限位板13,所述托盘限位板13为长条形板状,其两端分别固定在气动滑台14两侧的端面上;所述的料库10下方的支撑架17上安装有顶升气缸18,顶升气缸18的活塞杆与料库10底部连接而将料库10顶升,使得料库10内的托盘11依次上升至托盘抓手9前的位置。
26.所述刀架系统2:共有四个,呈矩阵安装于机台组件5上,用于加工时为刀具的进给
提供动力,包括x轴19、y轴20及刀架21,x轴19安装在机台组件5上面,y轴20安装在x轴19上的滑动块上,刀架21安装在y轴20的滑动块上。
27.所述超精密主轴3:共有四个,对应设置在所述刀架系统2的一侧,用于装夹所述锥镜零件16。
28.所述机器人搬运系统4:用于在托盘11与超精密主轴3之间进行锥镜零件15搬运,包括机器人22及带有吸盘的抓手23,抓手23安装于机器人22的法兰盘上。
29.工作流程为:首先人工将需加工的锥镜零件15放在托盘11里面,托盘11呈蜂窝状,可以放置60个以上的锥镜零件15,托盘上料系统1中的托盘抓手9在气缸8的作用下,先抓住一个装满锥镜零件15的托盘11,向前推送至定位工位(远离机器人搬运系统4的地方),设置在气动滑台14的滑动块一侧的托盘定位气缸12推动托盘11至托盘限位板13,气动滑台14带着定位好的托盘11以及托盘定位气缸12、托盘限位板13至待料位(即机器人搬运系统4附近),托盘限位板13为长条形的板状结构,沿其长度方向上设有滑槽,气动滑台14的滑动块的另一侧设有导向块,导向块的结构形状与滑槽相配合,托盘定位气缸12和托盘限位板13共同作用,将托盘11进行精准定位。
30.然后,机器人搬运系统4的机器人22及抓手23负责将托盘11上的锥镜零件15抓起,放置在一个超精密主轴3上面,同时将这个超精密主轴3上面已经加工好的锥镜零件15取下来,放在托盘11的空位上,再取另一个锥镜零件15,放置在另一个超精密主轴3上面,同时从另一个超精密主轴3上取出加工好的锥镜零件15,放置在托盘11的空位上,如此反复循环,将四个超精密主轴3都依次取放,当一个托盘11的所有锥镜零件15都加工完毕之后,另一个托盘上料系统1再输送一个托盘11过来,保证来料的不间断,实现加工连续性;同时装满加工完毕的托盘11经由气动滑台14输送回料库10处,料库10在顶升气缸18的作用下向上运动,将下方的另一个托盘11顶升至托盘抓手9前面,再重复传送至待料位进行加工。如此循环而完成所有锥镜零件15的超精密加工。
31.以上述依据本发明的理想实施例为启示,通过上述的说明内容,相关工作人员完全可以在不偏离本项发明技术思想的范围内,进行多样的变更以及修改。本项发明的技术性范围并不局限于说明书上的内容,必须要根据权利要求范围来确定其技术性范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。