1.本发明涉及数控加工技术领域,尤其是一种适用于高精度工件加工的气动定位夹紧装置。
背景技术:
2.随着人类社会的不断进步,对产品加工的精密度要求也越来越高,很多加工的零件不仅微小而且精度要求非常高,因此采用数控设备进行加工。
3.要完成超精密零件的智能化加工,对零件的定位并夹紧就显得非常重要,只有准确的定位夹紧才能保证加工精度的完美无缺。现有的气动夹具采用的都是以真空方式进行定位,但真空方式在高速旋转的情况下,会造成一定的位移,失去原有的装夹精度,并且由于真空方式的夹紧力不够大,会导致加工时的作用力影响工件位置的情况,影响加工效果。
4.针对现有夹紧机构存在的对零件装夹精度依然不高的问题,有必要提供一种用于高精密度零件加工的夹紧定位装置,满足产品加工要求。
技术实现要素:
5.本发明要解决的技术问题是:为了克服现有技术中之不足,本发明提供一种适用于高精度工件加工的气动定位夹紧装置,以更好地提高工件的夹紧定位精度,保证高精度加工的可靠性及稳定性。
6.本发明解决其技术问题所采用的技术方案是:一种适用于高精度工件加工的气动定位夹紧装置,包括具有内腔的基座,所述的基座端面固定有夹套座,所述夹套座具有夹持部和柱套部,所述夹持部内配合安装有可伸缩移动的夹套,所述柱套部伸入基座内与内腔密封配合,夹套下端具有外圆精度为微米级的圆柱套,夹持部内底部具有内孔精度为微米级的圆柱孔,夹套的圆柱套与夹套座的圆柱孔实现微米级配合;
7.所述的夹套上部具有可张开或闭合、用于夹持工件的弹性槽,所述柱套部内孔内滑动设有活塞杆,活塞杆的杆体与夹套下部固接,活塞杆上端面与柱套部内端面之间设有套装在杆体上的碟簧,基座底部的内腔连通高压气体而驱动活塞杆上移。
8.进一步地,为方便连接拆卸,所述的夹套内部下端螺纹连接有卡套,卡套上端面设有垫圈,垫圈上设有穿过卡套内孔与活塞杆杆体轴向连接的连接螺钉。
9.为方便对活塞杆进行润滑,所述的活塞杆内开设有径向油孔,所述径向油孔与活塞杆杆体具有的螺纹孔连通而通入润滑油。
10.为提高密封性,防止高压气体泄漏,所述的活塞杆与夹套座的柱套部内孔之间设有第一密封圈,夹套座的柱套部外圆与基座的内腔之间设有第二密封圈。
11.本发明的有益效果是:本发明通过活塞杆伸出将夹套推出而松开工件,利用碟簧作用带动夹套复位而自动夹紧工件,由于夹套的圆柱套与夹套座的圆柱孔之间采用微米级精度配合,从而更好地提高了工件在夹紧时的定位精度,也保证了工件加工时的可靠性及稳定性。
附图说明
12.下面结合附图和实施方式对本发明进一步说明。
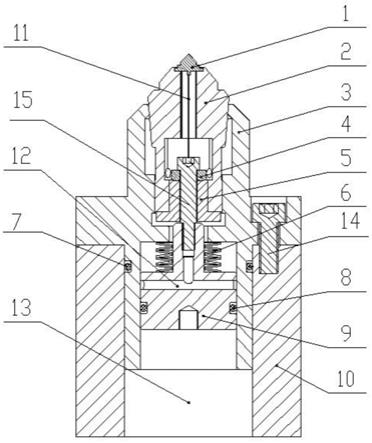
13.图1是本发明的结构示意图。
14.图中:1、工件,2、夹套,3、夹套座,4、垫圈,5、卡套,6、碟簧,7、第二密封圈,8、第一密封圈,9、活塞杆,10、基座,11、弹性槽,12、径向油孔,13、内腔,14、紧固螺钉,15、连接螺钉。
具体实施方式
15.现在结合附图对本发明作进一步详细的说明。这些附图均为简化的示意图,仅以示意方式说明本发明的基本结构,因此其仅显示与本发明有关的构成。
16.如图1所示的一种适用于高精度工件加工的气动定位夹紧装置,包括具有内腔13的基座1,所述的基座1端面固定有夹套座3,所述夹套座3具有连接法兰、位于连接法兰上下两端的夹持部和柱套部,连接法兰通过紧固螺钉14与基座1端面固定。
17.所述夹套座3的柱套部伸入基座1内与内腔13密封配合,位于柱套部外圆与基座1的内腔之间设有第二密封圈7;所述柱套部内孔内滑动设有活塞杆9,所述活塞杆9包括杆体和活塞盘,其中活塞盘与柱套部内孔滑动配合,且活塞盘外圆与柱套部内孔之间设有第一密封圈8。
18.在夹套座3的夹持部内安装有可伸缩移动的夹套2,所述夹套2包括下端的圆柱套和上端的夹持套,所述圆柱套的外圆精度为微米级,夹持部内底部具有内孔精度为微米级的圆柱孔,夹套2的圆柱套与夹套座3的圆柱孔实现微米级配合,以实现工件1夹紧时的高精度定位。
19.夹套2的夹持套与夹套座3的夹持部前端滑动配合,夹套2夹持套上具有沿轴向开设的弹性槽11,所述的弹性槽11作张开或闭合时,可以取下工件1或夹紧工件1。
20.所述的夹套2的圆柱套下端内通过螺纹连接有卡套5,卡套5上端面设有垫圈4,垫圈4上设有穿过卡套5内孔与活塞杆9的杆体轴向连接的连接螺钉15,使得活塞杆9与夹套2实现固接,活塞杆9的活塞盘上端面与柱套部内端面之间设有套装在杆体上的碟簧6,基座10底部的内腔13连通高压气体而驱动活塞杆9上移。
21.所述的活塞杆9内开设有径向油孔12,所述径向油孔12与活塞杆9杆体具有的螺纹孔连通而通入润滑油,需要时为方便对活塞杆9进行润滑。
22.本发明的工作过程为:工件1置于夹套2上的弹性槽11内夹紧,高压气体从基座10的内腔13中进入,推动活塞杆9上移而压缩碟簧6,并带动夹套2向上运动,当夹套2的圆柱套配合面与夹套座3夹持部的圆柱孔配合面脱离时,夹套2的夹持套伸出夹套座3夹持部上端失去对弹性槽11约束,弹性槽11张开,故可以将工件1取下;当切断高压气体输入时,碟簧6复位,推动活塞杆9向下运动而同步带动夹套2下移,夹套2的圆柱套配合面与夹套座3夹持部的圆柱孔配合再次贴合而实现精密配合,弹性槽11收拢闭合,将工件1夹紧。
23.当活塞杆9需要润滑时,向内腔13通入高压气体,将工件1取下,用六角扳手将连接螺钉15松开,将夹套2、垫圈4及卡套5一并取出,通过活塞杆9杆体的螺纹孔向径向油孔12内注入润滑油,对活塞杆9的活塞盘外周润滑。
24.以上述依据本发明的理想实施例为启示,通过上述的说明内容,相关工作人员完
全可以在不偏离本项发明技术思想的范围内,进行多样的变更以及修改。本项发明的技术性范围并不局限于说明书上的内容,必须要根据权利要求范围来确定其技术性范围。
技术特征:
1.一种适用于高精度工件加工的气动定位夹紧装置,包括具有内腔的基座,其特征是:所述的基座端面固定有夹套座,所述夹套座具有夹持部和柱套部,所述夹持部内配合安装有可伸缩移动的夹套,所述柱套部伸入基座内与内腔密封配合,夹套下端具有外圆精度为微米级的圆柱套,夹持部内底部具有内孔精度为微米级的圆柱孔,夹套的圆柱套与夹套座的圆柱孔实现微米级配合;所述的夹套上部具有可张开或闭合、用于夹持工件的弹性槽,所述柱套部内孔内滑动设有活塞杆,活塞杆的杆体与夹套下部固接,活塞杆上端面与柱套部内端面之间设有套装在杆体上的碟簧,基座底部的内腔连通高压气体而驱动活塞杆上移。2.如权利要求1所述的适用于高精度工件加工的气动定位夹紧装置,其特征是:所述的夹套内部下端螺纹连接有卡套,卡套上端面设有垫圈,垫圈上设有穿过卡套内孔与活塞杆杆体轴向连接的连接螺钉。3.如权利要求2所述的适用于高精度工件加工的气动定位夹紧装置,其特征是:所述的活塞杆内开设有径向油孔,所述径向油孔与活塞杆杆体具有的螺纹孔连通而通入润滑油。4.如权利要求1所述的适用于高精度工件加工的气动定位夹紧装置,其特征是:所述的活塞杆与夹套座的柱套部内孔之间设有第一密封圈,夹套座的柱套部外圆与基座的内腔之间设有第二密封圈。
技术总结
本发明涉及一种适用于高精度加工的气动定位夹紧装置,包括基座,基座端面固定有夹套座,夹套座内设有可伸缩移动的夹套,夹套的圆柱套与夹套座的圆柱孔实现微米级配合;所述的夹套上部具有用于夹持工件的弹性槽,夹套座的柱套部内孔内滑动设有活塞杆,活塞杆的杆体与夹套下部固接,活塞杆上端面与柱套部内端面之间设有套装在杆体上的碟簧,基座底部的内腔连通高压气体而驱动活塞杆上移。本发明通过活塞杆伸出将夹套推出而松开工件,利用碟簧作用带动夹套复位而自动夹紧工件,由于夹套的圆柱套与夹套座的圆柱孔之间采用微米级精度配合,从而更好地提高了工件在夹紧时的定位精度,也保证了工件加工时的可靠性及稳定性。证了工件加工时的可靠性及稳定性。证了工件加工时的可靠性及稳定性。
技术研发人员:李增强
受保护的技术使用者:华粹智能装备有限公司
技术研发日:2021.10.21
技术公布日:2022/3/7
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。