1.本实用新型涉及涡轮增压器技术领域,特别涉及涡轮增压器中连杆组件的定长涂油装置。
背景技术:
2.现有技术中的涡轮增压器,通过电控执行器驱动废气旁通阀进行不同程度开启,以满足发动机不同工况下的性能需求。电控执行器在通电、断电以及发动机运行中,经常会自学习来了解不同工况废气阀关闭时的电压值,此时,电控执行器拉动或推动执行器连杆组件做往复运动,而连杆组件与电控执行器输出销之间的金属接触会产生尖锐的噪声,因此需要在连杆组件的孔内壁增涂耐高温润滑油脂,然后现有的涂抹方法大多是先通过加工设备将连杆组件调节到设定长度,再通过操作工对连杆组件进行涂油脂,浪费人工成本,且由于需要暂存位,不便于现场物料管理。
技术实现要素:
3.针对现有技术的不足和缺陷,提供一种涡轮增压器中连杆组件的定长涂油装置,结构简单,制造成本低,便于员工操作,还可额外节省一名人工成本,自动化程度高。
4.为实现上述目的,本实用新型提供以下技术方案。
5.涡轮增压器中连杆组件的定长涂油装置,包括机架和设置于机架上的连杆定长机构和涂油机构,连杆组件包括通过螺纹连接的连杆和连杆头,连杆的端部和连杆头的端部分别设有连接孔,所述连杆定长机构包括固定组件和转动组件,所述转动组件包括与连杆头的连接孔配合的转动座和驱动所述转动座转动的驱动元件,所述固定组件包括与连杆的连接孔配合的固定座和朝转动组件所在方向设置的滑轨,所述固定座滑动安装于滑轨上,所述涂油机构包括与连杆组件上的连接孔相配合出油座以及为出油座供油的供油枪。
6.本实用新型的有益效果为:本实用新型的定长涂油装置,使用时,先将连杆和连杆头进行预装,使得连杆和连杆头通过螺纹连接,再将连杆的安装孔套设于固定座上,将连杆头的安装有套设于转动座上,再通过驱动元件带动转动座进行转动,从而带动连杆头进行转动,使得连杆进行移动,从而调节连杆组件的长度,使得连杆组件能够调节到需要的长度,然后再将连杆的连接孔和连杆头的连接孔分别套设于出油座外,进行涂油,从而使得一个操作人员能够同时操作定长和涂油工序,结构简单,制造成本低,便于员工操作,还可额外节省一名人工成本,自动化程度高。
7.作为本实用新型的一种改进,所述转动组件包括安装座,所述固定座设置于安装座上,所述机架上平行设置有两条滑轨,所述安装座滑动设置于两条滑轨上。通过上述改进,使得安装座移动更加稳定。
8.作为本实用新型的一种改进,所述安装座上还设有夹紧组件,所述夹紧组件包括转动设置于安装座上的夹紧臂和驱动所述夹紧臂进行转动的夹紧气缸,所述夹紧臂的一端位于固定座上方。通过上述改进,使得连杆能够安装在固定座上更加稳定。
9.作为本实用新型的一种改进,所述机架上还设有用于检测所述固定座位置的位移检测传感器。通过上述改进,能够实时检测连杆组件的长度。
10.作为本实用新型的一种改进,所述出油座整体呈圆柱状且设有进油腔,所述出油座的外壁沿圆周均布有若干个与进油腔连通的出油孔。通过上述改进,使得涂油更加均匀。
11.作为本实用新型的一种改进,所述出油座的底部设有与进油腔连通的管接头,所述供油枪与管接头连通,从而为出油座供油。
12.作为本实用新型的一种改进,所述供油枪为气动黄油枪。通过上述改进,能够精准控制供油。
13.作为本实用新型的一种改进,所述连杆上设有外螺纹,所述连接头设有螺孔,通过外螺纹与螺孔的配合,使得连杆与连杆头之间进行螺接,所述连接上还设有锁紧螺母,当连杆与连杆头调节到预设长度时,通过锁紧螺母与连接头的端面相抵,以进行锁紧。通过上述改进,使得连杆组件定长后能够进行锁定。
14.作为本实用新型的一种改进,所述涂油机构还包括用于检测出油座上是否套设有连杆组件的传感器,所述传感器通过plc控制器与供油枪配合。
附图说明
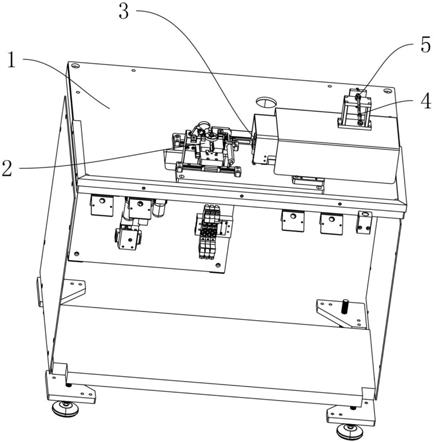
15.图1是本实用新型的整体结构示意图。
16.图2是本实用新型的连杆定长机构设置于机架上示意图。
17.图3是本实用新型的连杆定长机构结构示意图。
18.图4是本实用新型的连杆组件结构示意图。
19.图5是本实用新型的涂油机构结构示意图
20.图6是本实用新型的出油座与管接头配合结构示意图。
21.图中,1、机架;2、固定组件;2.1、固定座;2.2、安装座;2.3;滑轨;2.4、夹紧臂;2.5、夹紧气缸;3、转动组件;3.1、转动座;3.2、驱动元件;4、连杆组件;4.1、连杆;4.2、连杆头;4.3、锁紧螺母;5、涂油机构;5.1、出油座;5.11、出油孔;5.2、管接头;5.3、传感器。
具体实施方式
22.结合附图对本实用新型进一步阐释。
23.参见图1至图6所示的涡轮增压器中连杆组件的定长涂油装置,包括机架1和设置于机架1上的连杆定长机构和涂油机构5。
24.参见图4所示,连杆组件4包括通过螺纹连接的连杆4.1和连杆头4.2,具体而言,本实施例中,连杆4.1的外周设有外螺纹,连杆头4.2上设有与外螺纹相配合的螺孔,通过外螺纹与螺孔的配合,使得连杆4.1与连杆头4.2进行连接,此外,连杆4.1上还安装有锁紧螺母4.3,连杆4.1的端部和连杆头4.2的端部分别设有连接孔。
25.参见图2至图3所示,所述连杆定长机构包括固定组件2和转动组件3,固定组件2和转动组件3呈横向分布,所述固定组件2包括安装座2.2、固定座2.1和滑轨2.3,滑轨2.3固定安装于机架1上,滑轨2.3朝转动组件3所在方向呈横向设置,固定座2.1滑动安装于滑轨2.3上,使得固定座2.1能够靠近转动组件3移动或者远离转动组件3移动,本实施例中,滑轨2.3平行设置有两个,使得固定座2.1滑动更加稳定,安装座2.2设置于固定座2.1上,安装座2.2
的尺寸与连杆4.1上的连接孔相适配,连杆4.1上的连接孔套设于固定座2.1外。
26.所述固定组件2还包括设置于安装座2.2上的夹紧组件,所述夹紧组件包括转动设置于安装座2.2上的夹紧臂2.4和驱动所述夹紧臂2.4进行转动的夹紧气缸2.5。所述安装座2.2的一端位于固定座2.1上方,所述安装座2.2的另一端与夹紧气缸2.5的输出端连接,所述安装座2.2的中间转动安装于安装座2.2上,当连杆4.1上的连接孔套设于固定座2.1外后,夹紧气缸2.5启动,驱动夹紧臂2.4进行转动,从而使得夹紧臂2.4的端部将固定座2.1上的连杆4.1进行夹紧,防止连杆4.1从固定座2.1上脱落,使得连杆4.1能够安装在固定座2.1上更加稳定。
27.所述机架1上还设有用于检测所述固定座2.1位置的位移检测传感器5.3。通过位移检测传感器5.3检测固定座2.1的位置,从而能够判断固定座2.1与转动座3.1之间的间距,从而实时检测连杆组件4的长度。
28.所述转动组件3包括与连杆头4.2的连接孔配合的转动座3.1和驱动所述转动座3.1转动的驱动元件3.2,本实施例中,驱动元件3.2为电机,转动座3.1的尺寸与连杆头4.2上的连接孔相适配,连杆头4.2上的连接孔套设于转动座3.1外。
29.连杆组件4调节时,将连杆4.1上的连接孔安装于固定座2.1上,连杆头4.2上的连接孔安装于转动座3.1上,再通过驱动元件3.2带动转动座3.1进行转动,从而使得连杆头4.2相对连杆4.1进行转动,从而使得连杆4.1相对与连杆头4.2进行移动,调节连杆组件4的整体长度,而且当连杆4.1移动时,会带动安装座2.2沿滑轨2.3移动,通过位移检测传感器5.3实施检测固定座2.1的位置,从而实时检测连杆组件4的长度,当连杆组件4的长度达到需要的长度时,驱动元件3.2停止转动。
30.所述连杆4.1上还设有锁紧螺母4.3,当连杆4.1与连杆头4.2调节到预设长度时,通过锁紧螺母4.3与连接头的端面相抵,以进行锁紧。使得连杆组件4定长后能够进行锁定。
31.所述涂油机构5包括与连杆组件4上的连接孔相配合出油座5.1以及为出油座5.1供油的供油枪(图中未示意出)。出油座5.1通过安装架设置于转动组件3的上方,从而使得结构更加紧凑,所述出油座5.1整体呈圆柱状且设有进油腔,所述出油座5.1的外壁沿圆周均布有若干个与进油腔连通的出油孔5.11,当进油腔内进油时,从出油座5.1外周的出油孔5.11均匀流出,所述出油座5.1的底部设有与进油腔连通的管接头5.2,所述供油枪与管接头5.2连通,从而为出油座5.1供油。
32.所述供油枪为气动黄油枪,气动黄油枪按压开关一直处于压紧状态,通过smc精密调压阀及plc控制出气时间,达到自动出油及油量调节的功能,能够精准控制供油。本实施例中,气动黄油枪为外购的史丹利气动黄油枪,产品型号为(95-050-23),其结构为现有技术,在此不做赘述。
33.所述涂油机构5还包括用于检测出油座5.1上是否套设有连杆组件4的传感器5.3,所述传感器5.3通过plc控制器与供油枪配合。
34.当传感器5.3检测到连杆组件4套设于出油座5.1上时,传感器5.3将检测信号传递至plc控制器,plc控制器会控制电磁阀给黄油枪进气,从而实现出油座5.1上自动出油,能够对连杆组件4进行自动涂油,此外plc控制器有程序监控,一根连杆组件4的两端均需要涂油,如果传感器5.3仅检测到连杆组件4一端进行涂油,而又再去进行连杆定长机构时,plc控制器会进行报警,表明连杆组件4的另一端存在漏涂。
35.当连杆组件4定长完成后,取出连杆组件4,将连杆头4.2上的连接孔套设于出油座5.1外,再启动黄油枪自动出油,使得润滑脂均匀附着于连杆头4.2上的连接孔的内壁,涂油完成后,再将将连杆4.1上的连接孔套设于出油座5.1外,再启动黄油枪自动出油,使得润滑脂均匀附着于连杆4.1上的连接孔的内壁,从而完成整个涂油过程。
36.本实用新型的定长涂油装置,使用时,先将连杆4.1和连杆头4.2进行预装,使得连杆4.1和连杆头4.2通过螺纹连接,再将连杆4.1的安装孔套设于固定座2.1上,将连杆头4.2的安装有套设于转动座3.1上,再通过驱动元件3.2带动转动座3.1进行转动,从而带动连杆头4.2进行转动,使得连杆4.1进行移动,从而调节连杆组件4的长度,使得连杆组件4能够调节到需要的长度,然后再将连杆4.1的连接孔和连杆头4.2的连接孔分别套设于出油座5.1外,进行涂油,从而使得一个操作人员能够同时操作定长和涂油工序,结构简单,制造成本低,便于员工操作,还可额外节省一名人工成本,自动化程度高。
37.以上所述仅是本实用新型的较佳实施方式,故凡依本实用新型专利申请范围所述的构造、特征及原理所做的等效变化或修饰,均包括于本实用新型专利申请范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
