1.本实用新型涉及一种用于连续铸造机的输送机,其适于将熔融金属引入到可移动模具中,该输送机包括:
2.(a)底板,
3.(b)顶板,
4.(c)侧壁,其与板一起形成空心体,通过入口向空心体的通道形状的腔室进料,
5.(d)适于连接到熔融金属源(例如熔化炉)的入口;并且输送机具有
6.(e)在输送机的尖端上的出口,以将来自通道的熔融金属引入可移动模具中,其中
7.(i)板和侧壁中的每个具有面对通道的内表面和与内表面相对的外表面,
8.(ii)该尖端具有前表面,该前表面包括每个板的至少部分界定出口的前表面,和
9.(iii)其中内表面、外表面和前表面中至少一个的至少一部分覆盖有涂层。
10.本实用新型还涉及相关的连续铸造机和通过连续铸造来生产带材、钢坯、板坯、钢锭、线材等的方法。
11.本实用新型特别适用于铸造铝、镁或其合金产品。
背景技术:
12.连续铸造,特别是双辊式(因此具有成对的滚轴)的连续铸造,是自20世纪中期以来使用的众所周知的技术,用于从液态材料开始生产固态冶金半成品(薄板坯、钢锭、钢坯等)。这些连续铸造机可以高生产率地工作,并且特别适于在大宽度上铸造薄型式样(出口厚度或直径一般高达10mm)。另一个优点是,它们允许获得接近最终尺寸的薄而小的式样,从而减少了下游工艺中的后续成型工作,例如轧制或拉制,有助于在具有质量的情况下获得经济的最终产品。
13.使用这些铸造机的材料可以不同,例如铁合金和非铁合金。
14.连续铸造涉及可移动模具的构造,其在两个冷却的反向旋转辊之间确定,一般由输送机(也称为尖端)向其进料。输送机转而通过通道和用于加热上述材料的熔炉组成的系统进行进料,其根据将要铸造的材料及其特性而不同。一般地,熔融金属输送系统是通过重力或借助于泵送系统来工作,并且通道必须由既具有绝缘特性(以防止温度下降,从而不允许材料发生非预期的局部固化)又具有机械强度(以确保其结构完整性)的材料制成。考虑到输送机的材料一定不能与倒入的液体反应,因此要找到这样的材料并不容易。
15.特别地,镁是待铸造的关键金属,因为它在高于液相线的温度下具有高反应活性,特别是与通常用于制造输送机的耐熔氧化物的高反应活性。液相线是相图中确定的一种状态,在该状态下,当温度等于或高于阈值时,液相存在,并且低于该温度时,开始熔体和晶体共存的凝固过程。
16.输送机内部的湿度也很危险,因为镁通常能够从水或氧化物中捕获氧气。这意味着使用由耐熔材料(例如硅酸钙或类似材料)制成的输送机和输送通道是不合适的,这些材料以氧化物为基础并且具有多孔性和吸湿性,通常会在网状产品或丝状物上产生表面反
应,从而使其多孔,并且损坏通道和输送机的形状。
17.已经描述了用于输送机或其至少部分涂层的各种材料,以确保所生产物体的良好表面质量,避免熔融金属离开输送机时过早凝固,适当地调节在输送机和可移动模具之间形成的弯月面,以及防止输送机磨损和/或变形。所有这些解决方案仍然可以完善,因为到目前为止它们还不是最优的。
技术实现要素:
18.本实用新型的目的是克服上述缺点,并提出一种创新的输送机,即使其将主要由传统上用于铝或镁熔炼的耐熔材料(如硅酸钙或类似材料)制成,也适用于铸造铝、铝合金、镁、镁合金或其他金属合金,确保产品具有良好的表面质量。
19.本实用新型的进一步目的是提供一种具有高耐热传递性的输送机,输送机避免金属形成铸件之前不期望的过早凝固,并允许适当调整形成在输送机和可移动模具之间的弯月面。
20.本实用新型的另一个目的是提供一种输送机,该输送机能够防止镁的氧化、由于磨损和变形对输送机形状造成的缺陷和损坏,这是保证高表面质量的基本目的。
21.本实用新型的进一步目的和优点由下面的描述得出。
22.在本实用新型的第一方面中,该目的通过最初限定的类型的输送机来实现,该输送机的特征在于,涂层包括选自由以下各项组成的组的至少一种材料:
23.(a)元素周期体系中的ivb和vb族金属的混合氧化物,优选含氧酸盐,特别是ivb和vb族金属的原酸盐,更优选选自钛酸盐、锆酸盐和铪酸盐的原酸盐,甚至更优选钛酸盐,或其混合物;
24.(b)金属钛;和
25.(c)钢。
26.各涂层表面可以具有相同的涂层材料或不同的涂层材料。涂层也可以完全由一种或多种所列出的材料组成。
27.钢,优选为不锈钢或钛,在与液态镁接触时呈惰性,但对热交换的阻力小,因此材料易于冷却,并且为了防止突然凝固,建议使用输送机加热系统。元素周期体系中 ivb族和vb族金属的混合氧化物,特别是ivb族和vb族金属的含氧酸盐,例如相对原酸的盐,在与液态镁接触时也呈惰性,但也对热交换的阻力小,这尤其适用于钛酸盐,例如钛酸铝(例如al2tio5)。因此,这些材料是以涂层的形式使用的,而不是用来制造整个输送机或输送机的一大部分。因此,输送机的基料优选地保持为行业内常见的耐熔氧化物,其对热交换的阻力大,以避免输送机内部或出口中的熔融金属(例如al2o3、sio2和硅酸盐)的过早冷却。
28.在本实用新型的非常有利的变体中,涂层包括钛酸盐,优选钛酸铝。令人惊讶的是,尽管是氧化物,但观察到与熔融镁反应的减少,避免了输送机的磨损和气孔形成,对无表面缺陷的产品带产生了积极影响。在一个假设中,钛酸盐和钛的惰性可能是由于钛比镁更容易氧化,至少在高温下是这样。对于尽可能减少与镁的反应特别有利的是致密的涂层,其提供很少的表面反应;提出的氧化物,特别是钛酸盐,可以生产出高密度。致密涂层的特征在于孔隙率低。这也有利于尽可能减少涂层的可侵蚀表面,从而创建具有低粗糙度的涂层。低孔隙率和粗糙度导致液态金属和涂层之间的界面有限,减少了接触材料之间真实表
面的化学相互作用。
29.通式为h
x
tiyoz的酸的盐或酯是钛酸盐,因此是氧化钛的水合物。它主要是原钛酸h4tio4的盐,但也有变化的形式(mtio3)等。自然界中发现的钛酸盐种类繁多,如钙钛矿、钛铁矿、铅钛矿等。典型的钛酸盐具有高熔点。
30.有利地,钛酸盐或更一般地涂层的混合氧化物掺杂有其它氧化物,例如mgo、 sio2、zro2或其混合物,甚至以高达约15%的重量百分比掺杂。mgo作为掺杂剂的存在可能会增加了mgo的局部饱和水平,不利于金属镁的形成。
31.有利地,该涂层可具有至少0.001mm的厚度。本领域技术人员知道实现均匀一致薄涂层的各种广为人知的方法,这些技术包括激光喷涂、等离子喷涂、化学气相沉积cvd(英文为chemical vapor deposition),物理气相沉积pvd(英文为physical vapordeposition)或任何其他技术,允许在基料上沉积一层材料,甚至是其他类型的材料。
32.有利地,在传送带的通道中提供一个或多个具有相关表面的偏转器,其任选地至少部分地涂覆有所述涂层。偏转器或分离器允许调节熔融金属的流动,并影响熔融金属到达输送机尖端的压力。
33.减少所生产物体上的缺陷的最关键点是熔融金属离开输送机的区域,因此是输送机的尖端。根据本实用新型,用涂层覆盖与熔融金属接触的区域是有利的。在这方面,即更大程度地确保避免与液态金属发生化学反应,特别是避免与镁发生化学反应,作为该概念的基本应用,优选至少在输送机的内表面进行涂层,并且在此优选特别是至少在作为减少产品缺陷的最关键区域的尖端区域进行涂层。这不排除通过将涂层的覆盖范围扩展到尖端的内部区域之外,然后朝向板、侧壁和/或偏转器的内表面上的通道内部,从而充分利用积极效果的可能性。
34.就这一点而言,在本实用新型的变体中,至少在输送机尖端的区域中,涂层至少施加在板的内表面上。
35.在另一实施方式中,涂层也施加到两个板的前表面上,或者,替代地,涂层也施加到仅一个板的前表面上,并且精确地施加到底板的前表面上。
36.涂层位置变化的好处取决于系统配置和铸造条件。金属的高过压会导致例如金属与尖端的外表面之间的接触,因此建议也覆盖输送机的外部零件。如果吹入保护气体,则也可以省去外部涂层。如果辊或更一般地说是构成可移动模具的元件,非常靠近尖端,则前尖端上的涂层可能会产生碎屑,这些碎屑会破坏浇注元件并使材料变脏;同时仅具有局部涂层是有利的,因为这样更便宜。主要地,仅内表面的涂层是同时提供化学惰性的最大保证的涂层,并且也是在成本方面的最佳折衷的涂层。涂层最有利的位置取决于操作条件。在本实用新型的其他变体中,涂层可以在某些区域中逐渐改变组成或厚度。
37.在前覆盖的情况下,已证明有用的是,在输送机的尖端区域中,涂层也应以既定的长度施加在板外表面的两个或仅一个上(精确地在下外表面上)。本领域技术人员可以通过常规操作容易地识别出每种操作条件的合适长度。
38.根据本实用新型的输送机特别适用于铝和镁及其合金的铸造,特别适用于镁及其反应性特别好的合金。
39.典型的镁基合金是包含99.0质量%或更多的镁且其余部分由杂质组成而不自愿添加额外的金属添加剂的合金。在其他合金中,添加元素可以是al、zn、mn、si、 cu、ag、y、
zr、ca、sr、sn、li、ce、be、ni、au,其示例性形式的浓度等于或大于7.3质量%。合金的示例是根据astm系统命名的az系列(例如az91、az31,即mg含量甚至仅为90%或更低的合金)、as、am和zk。
40.根据本实用新型的输送机适用于所有类型的铝合金,例如根据astm标准命名的从1xxx到8xxx系列的合金。铝合金是主要由铝和铜、锌、锰、硅或镁的组合获得的合金。
41.本实用新型的另一方面涉及一种连续铸造机,该连续铸造机选自由以下组成的组:双辊式连铸机、块式连铸机、带式连铸机、双带式连铸机和轮式连铸机或它们的混合形式,其包括
42.(α)可移动模具,
43.(β)熔融金属源,
44.(γ)根据本实用新型的输送机,该输送机通过铸造浇铸盘间接或直接连接到所述熔融金属源,并且能够定位在靠近或接触可移动模具。
45.连续铸造机特别适合于应用根据本实用新型的输送机。取决于所选择的机器的类型,在两个辊之间、在两个带之间、在轮和带之间、在形成轨道的半模之间等创建可移动模具。
46.最初提到了双辊连续铸造机的原理,下面将参考图1进行说明。在连续带式铸造机中,在两个带之间形成浇道,而两个带又由旋转辊系统引导。现有技术已知这些带式铸造机的各种形式,在文件us4331195中描述了一个例子。另一方面,在块式铸造机中,提供了两个轨道,每个轨道由多个相邻且铰接的半模组成,其中,在轨道沿反向旋转方向旋转时,成对的半模面向在每个轨道的路径的至少笔直部分上进行连接,以便在彼此面对时产生完整的模具,在构成模具的模具组件之间提供一个容纳腔,并且完整的模具或相应的腔在其中形成一个通道整体。背景技术例如在us1841297 中描述了这种在现有技术中广为人知的系统。但是,在轮式连续铸造机中,该机器包括:(a)绕其轴线可旋转的滚筒,该滚筒在侧表面上具有凹部,该凹部形成连续铸造模具的底部和两个彼此相对的侧壁,以及(b)连续的带,其沿闭合路径运行,并在其延伸的一部分上包裹着滚筒侧面的一部分,并因此搁置在界定凹口的边缘上,以封闭连续的铸造通道。欧洲专利申请ep0798060a1中描述了本领域中已知的示例。根据本实用新型的输送机可以用于在不同类型的连续铸造机中形成的不同类型的可移动模具中输送熔融金属。
47.根据本实用新型的输送机可以用于连续铸造的过程中,该过程包括以下步骤:
48.(i)提供熔融金属和根据本实用新型的输送机或根据本实用新型的铸造机,
49.(ii)使熔融金属通过输送机通道,和
50.(iii)将离开输送机的金属引入可移动模具中。
51.根据本实用新型的方法允许获得具有出色的表面质量的带、线、坯、板等。
52.根据本实用新型的输送机可用于连续铸造机中以生产镁合金或铝合金的带材、钢坯、板坯、线材等,用以减少熔融金属和与熔融金属接触区域中形成输送机的材料之间的反应。
53.根据本实用新型的涂料有助于显著增加输送机的寿命。
54.对于本实用新型的一个方面所描述的特征可以比照地转移到本实用新型的其他方面。
55.随着铸造产品表面特性的改善,其工业适用性就显而易见。
56.前述目的和优点将在对本实用新型的优选实施例的描述中进一步突出,所述描述作为指示而非限制而给出。
57.输送机、连续铸造机、铸造方法及其用途的优选实施例的描述通过非限制性示例的方式参考附图给出。特别地,除非另有说明,否则系统的数量、形状、尺寸和材料以及各个组件可以变化,并且可以应用等同的元件而不背离本实用新型的构思。
附图说明
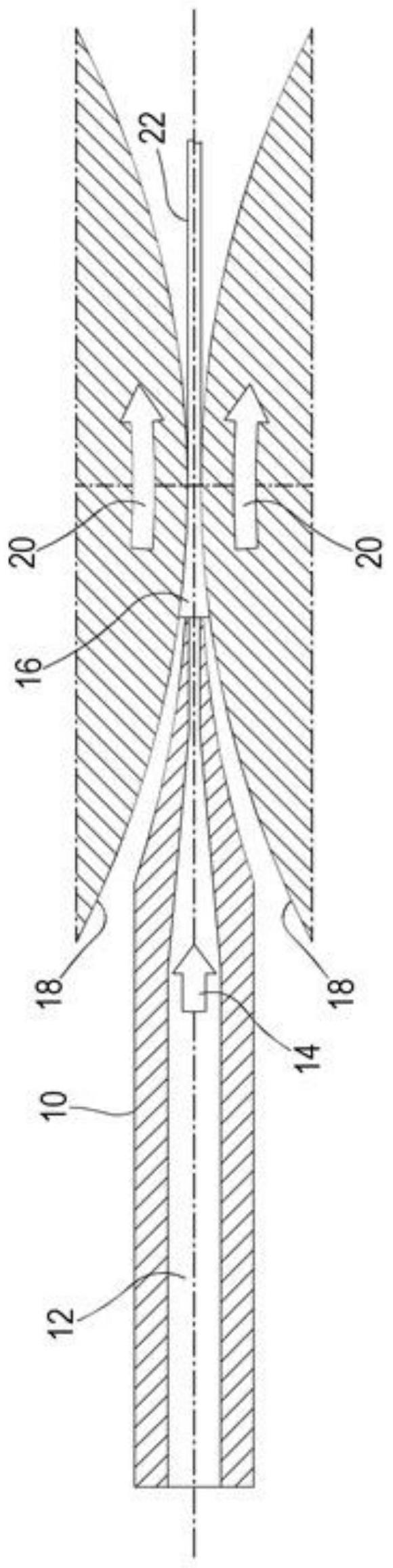
58.图1示出了根据现有技术的双辊铸造系统的典型几何形状。
59.图2a-2b以两个不同的截面示出了用于以开口构造铸造带材的输送机。
60.图3a-3b在两个不同的截面中示出了用于铸造带材的输送机,其中,相对于图 2a-2b的输送机,该输送机具有减小的进料口和一些中间分离器或偏转器。
61.图4a-4b在两个不同的截面中示出了另一个用于铸造带材的输送机,其中,相对于图2a-2b的输送机,该输送机具有两个进料口和一些中间分离器或偏转器。
62.图5示出了涂覆根据本实用新型的输送机的尖端的第一实施例。
63.图6示出了涂覆根据本实用新型的输送机的尖端的第二实施例。
64.图7示出了涂覆根据本实用新型的输送机的尖端的第三实施例。
65.图8示出了涂覆根据本实用新型的输送机的尖端的第四实施例。
66.图9示出了涂覆根据本实用新型的输送机的尖端的第五实施例。
67.图10示出了涂覆根据本实用新型的输送机的尖端的第六实施例。
具体实施方式
68.图1示出了根据现有技术的双辊18铸造系统的典型几何形状。熔融金属12沿箭头14的方向穿过输送机10的通道,并进入狭槽16,该狭槽16在两个沿箭头20的方向旋转的辊18之间形成。通过熔融材料12和冷却的旋转辊18之间的接触,固化的条带22生成。
69.图2a-2b以两个不同的截面示出了用于以开口构造铸造带材的输送机。左图2a 是沿右图2b的a-a线的截面。输送机主要由顶板24和底板26以及侧壁28组成。部件24、26和28可以被机械地组装或从一个或多个成形的整体式部件获得。部件 24、26和28也可以是相同的材料或不同的材料。侧壁28可以延伸到输送机的尖端,或者可以短于顶板和底板。涂层不仅可以施加在两个板的内表面30上的输送机的尖端区域中,而且可以施加在侧壁的内表面32、出口(也称为唇缘(lip))34和输送机的背面36,并且精确地施加在这些表面中的一个或多个或所有这些表面上。涂层材料可以是不锈钢、钛或钛酸铝(al2tio5)或落入本实用新型构思内的其他材料中的任何一种,其具有与液态镁接触的惰性行为。对于所有涂覆表面,涂层材料可以相同,或者对于涂覆表面中的至少一种,涂层材料可以不同。
70.图3a-3b示出了根据图2a-2b的输送机的形状的可能的变化,实际上,输送机可以具有减小的供应入口138和/或一些中间的分离器或偏转器140。左图3a是沿右图3b的a-a线的截面。在这种情况下,输送机同样由顶板124和底板126以及侧壁 128组成。部件124、126、128和140可以被机械地组装或从一个或多个成形的整体式部件中获得。组件124、126、128和140也可以是相同或不同的材料。侧壁128可以延伸到输送机的端部,或者可以短于顶板
和底板。涂层不仅可以施加在两个板的内表面130上的输送机的尖端区域中,而且可以施加在侧壁的内表面132和偏转器142、唇缘134、和输送机的背面136,并且精确地施加在这些表面中的一个或多个或所有这些表面上。涂层材料可以是不锈钢、钛或钛酸铝(al2tio5)或落入本实用新型构思内的其他材料中的任何一种,其具有与液态镁接触的惰性行为,并且对于所有涂覆表面,涂层材料可以相同,或者对于涂覆表面中的至少一种,涂层材料可以不同。
71.图4a-4b示出了图2a-2b的输送机的另一种形状变体,其中该输送机可以具有多于一个的供应入口238和中间的偏转器240。左图4a是沿右图4b的a-a线的截面。在这种情况下,输送机同样由顶板224和底板226以及侧壁228组成。部件224、 226、228和240可以被机械地组装或从一个或多个成形的整体式部件中获得。部件 224、226、228和240也可以是相同或不同的材料。侧壁228可以延伸到输送机的端部,或者可以短于顶板和底板。涂层不仅可以施加在两个板的内表面230上的输送机的尖端区域,而且可以施加在侧壁的内表面232、偏转器242、唇缘234、和输送机的背面236,并且精确地施加在这些表面中的一个或多个或所有这些表面上。涂层材料可以是不锈钢、钛或钛酸铝(al2tio5)或落入本实用新型构思内的其他材料中的任何一种,其具有与液态镁接触的惰性行为,并且对于所有涂覆表面,涂层材料可以相同,或者对于涂覆表面中的至少一种,涂层材料可以不同。
72.图5至10显示了在图2a至图4b中标有圆圈c的输送机尖端施加涂料的区域的不同变体。
73.图5显示了如何对输送机尖端施加涂层的基本形式,其中涂层涂覆在板的内侧 30a上,而未涂覆唇缘的前部29a和板的外表面31a。涂层材料可以是不锈钢、钛或钛酸铝(al2tio5)或者根据本实用新型的与液态镁惰性接触的其他材料中的任何一种,并且对于所有涂覆表面,涂层材料可以相同,或者对于涂覆表面中的至少一种,涂层材料可以不同。
74.图6示出了如何在输送机的尖端上施加涂层的第二种形式,其中在板的内侧30b 和唇缘的前部29b上施加涂层,而板的外表面31b未涂覆。涂层材料可以是不锈钢、钛或钛酸铝(al2tio5)或者根据本实用新型的与液态镁惰性接触的其他材料中的任何一种,并且对于所有涂覆表面,涂层材料可以相同,或者对于涂覆表面中的至少一种,涂层材料可以不同。
75.图7示出了如何在输送机的尖端上施加涂层的第三种形式,其中涂层施加在板的内侧30c、唇缘的前部29c以及板的外表面31c上,计为足够的表面部分/长度(lcoat) xc。涂层材料可以是不锈钢、钛或钛酸铝(al2tio5)或者根据本实用新型的与液态镁惰性接触的其他材料中的任何一种,并且对于所有涂覆表面,涂层材料可以相同,或者对于涂覆表面中的至少一种,涂层材料可以不同。
76.图8示出了如何在输送机的尖端上施加涂层的另一种形式,其中涂层施加在板 (但仅用于一个板)的内侧30d上、在唇缘的前部29d上,而板的外表面31d未涂覆。涂层材料可以是不锈钢、钛或钛酸铝(al2tio5)或者根据本实用新型的与液态镁惰性接触的其他材料中的任何一种,并且对于所有涂覆表面,涂层材料可以相同,或者对于涂覆表面中的至少一种,涂层材料可以不同。
77.图9显示了如何在输送机的尖端上施加涂层的另一种形式,其中涂层施加在板 (但仅用于一个板)的内侧30e、在唇缘的前部29e上和板的外表面31e上,计为足够的表面部分/长度(lcoat)xe。涂层材料可以是不锈钢、钛或钛酸铝(al2tio5)或者根据本实用新型的
与液态镁惰性接触的其他材料中的任何一种,并且对于所有涂覆表面,涂层材料可以相同,或者对于涂覆表面中的至少一种,涂层材料可以不同。
78.图10显示了如何在输送机的尖端上施加涂层的另一种形式,其中涂层施加在板的内侧30f、在唇缘的前部29f上和板的外表面31f上,计为足够的表面部分/长度 (lcoat)xf。涂层材料可以是不锈钢、钛或钛酸铝(al2tio5)或者根据本实用新型的与液态镁惰性接触的其他材料中的任何一种,并且对于所有涂覆表面,涂层材料可以相同,或者对于涂覆表面中的至少一种,涂层材料可以不同。
79.在执行阶段,可以将未描述的零件和/或进一步的修改或执行变体添加到输送机、连续铸造机、铸造方法及其用途中,而不脱离本实用新型的范围。如果这样的修改或变体落入所附权利要求的范围之内,则它们都必须被认为受本专利的保护。在实践中,除非另有说明,否则所使用的材料以及尺寸、数量和形状(只要它们与特定用途兼容),根据需要可以是任何材料。尽管已经参考特定示例描述了本实用新型,但是本领域技术人员当然将能够实现许多其他等效形式的设备,这些设备具有权利要求书中所表达的特征,因此都落入权利要求书所限定的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。