1.本实用新型涉及内包自动化装置。
背景技术:
2.目前,主要由人工手动地对薄膜进行包装、贴附标签和周转,需要多人进行对应,耗费工时较多。其次,需要将所有标签打印后才能进行包装作业,等待时间较长,降低了生产效率。另外,贴附的标签由人工检查核对,存在错误风险。
技术实现要素:
3.本实用新型的目的在于提供内包自动化装置,通过第一至第三包装部和控制部实现内包自动化,减少了人工和工时,其次通过第一至第三包装部依次进行包装和标签贴附,提高了生产效率,另外不再由人工检查核对标签,减少了错误风险。
4.本实用新型公开了一种内包自动化装置,所述装置包括:
5.第一包装部,对包装盒进行胶带缠绕,并且在所述包装盒上贴附包装盒标签;
6.第二包装部,将所述包装盒放入包装袋中,并且在所述包装袋上贴附包装袋标签;
7.第三包装部,将所述包装袋放入包装箱中,并且在所述包装箱上贴附包装箱标签;
8.控制部,接收机种批号信息,并且向所述第一包装部和所述第二包装部发送所述机种批号信息以及与所述机种批号信息相关联的包装盒信息和包装袋信息。
9.可选地,所述第一包装部包括:
10.旋转平台,放置并且旋转所述包装盒;
11.胶带缠绕装置,放出胶带以对所述旋转平台上的所述包装盒进行胶带缠绕;
12.胶带尾部处理装置,对所述包装盒上的胶带尾部进行折角或添附非粘性插片;
13.其中,所述旋转平台和/或所述胶带缠绕装置为可升降式,所述胶带缠绕装置根据所述机种批号信息来确定是否需要进行胶带缠绕、缠绕位置和缠绕圈数,并且所述胶带尾部处理装置根据所述机种批号信息来确定是否需要进行折角或添附非粘性插片。
14.可选地,所述第一包装部包括:
15.第一标签检测装置,对所述包装盒上贴附的临时标签进行检测;
16.其中,所述第一标签检测装置扫描所述临时标签,以获得所述临时标签中的机种批号信息并确定与接收的所述机种批号信息是否一致,并且确定所述包装盒的放置方向。
17.可选地,所述第一包装部包括:
18.第一标签打印装置,包括一个或多个打印机以打印所述包装盒标签;
19.第一标签贴附装置,在所述包装盒上贴附所述包装盒标签;
20.其中,所述第一标签打印装置中的所述一个或多个打印机根据所述包装盒信息来确定所述包装盒标签的标签类型和标签模版,所述第一标签贴附装置根据所述包装盒信息来确定所述包装盒标签的贴附位置。
21.可选地,所述第二包装部包括:
22.拾取装置,拾取所述包装袋;
23.第二标签打印装置,包括一个或多个打印机以打印所述包装袋标签;
24.第二标签贴附装置,在所述包装袋上贴附所述包装袋标签;
25.其中,所述拾取装置根据所述包装袋信息来确定包装袋类型,所述第二标签打印装置中的所述一个或多个打印机根据所述包装袋信息来确定所述包装袋标签的标签类型和标签模版,所述第二标签贴附装置根据所述包装袋信息来确定所述包装袋标签的贴附位置。
26.可选地,所述拾取装置包括:
27.一个或多个料匣,放置待拾取的所述包装袋;
28.吸附头,根据所述包装袋类型从所述料匣中吸附所述包装袋。
29.可选地,所述吸附头在吸附所述包装袋之后往复移动,以去除多余的所述包装袋。
30.可选地,在所述料匣的两侧设置吹气装置,以在所述吸附头吸附所述包装袋时分离多余的所述包装袋。
31.可选地,在所述料匣的两侧设置毛刷装置,以在所述吸附头吸附所述包装袋时分离多余的所述包装袋。
32.可选地,在所述料匣的两侧设置厚度检测装置,以在所述吸附头吸附所述包装袋时检测吸附的所述包装袋的厚度,并且确定是否存在多余的所述包装袋。
33.可选地,所述第二包装部包括:
34.第一定位装置,固定所述包装盒的位置;
35.第二定位装置,固定所述包装袋的位置;
36.第一放置装置,将所述包装盒放入所述包装袋中;
37.第一封装装置,对所述包装袋进行抽真空,对所述包装袋进行热封口,并且对所述包装袋进行折边或裁边。
38.可选地,所述第一定位装置包括第一导向辊,以引导所述包装盒到指定的位置,并且所述第二定位装置包括第二导向辊,以引导所述包装袋到指定的位置。
39.可选地,所述第二定位装置包括位置检测装置,以在所述包装袋上贴附所述包装袋标签时确定所述包装袋的位置。
40.可选地,所述第一封装装置在将抽气管插入所述包装袋进行抽真空时对所述包装袋进行第一次热封口,在将抽气管抽出第一次热封口位置之后对所述包装袋进行第二次热封口。
41.可选地,所述第二包装部包括:
42.第二标签检测装置,在所述第一放置装置将所述包装盒放入所述包装袋中之前对所述包装盒上贴附的所述包装盒标签和所述包装袋上贴附的所述包装袋标签进行检测;
43.其中,所述第二标签检测装置扫描所述包装盒标签和所述包装袋标签,以确定所述包装盒标签和所述包装袋标签所包含的信息是否一致。
44.可选地,所述第三包装部包括:
45.第三标签检测装置,对所述包装袋上贴附的所述包装袋标签进行检测;
46.成型装置,拾取包装箱纸板,撑开所述包装箱纸板以形成所述包装箱,并且对所述包装箱的底部进行封口;
47.第二放置装置,将所述包装袋和包装辅材放入所述包装箱中;
48.第二封装装置,对所述包装箱的顶部进行封口;
49.其中,所述第三标签检测装置扫描所述包装袋标签以确定包装箱消息,所述成型装置根据所述第三标签检测装置确定的所述包装箱消息来确定包装箱类型。
50.可选地,所述第三包装部包括:
51.第三标签打印装置,包括一个或多个打印机以打印所述包装箱标签;
52.第三标签贴附装置,在所述包装箱上贴附所述包装箱标签;
53.其中,所述第三标签打印装置中的所述一个或多个打印机根据所述第三标签检测装置确定的所述包装箱消息来确定所述包装箱标签的标签类型和标签模版,所述第三标签贴附装置根据所述第三标签检测装置确定的所述包装箱消息来确定所述包装箱标签的贴附位置。
54.可选地,所述第三包装部包括:
55.缓存装置,在所述第三标签检测装置对所述包装袋上贴附的所述包装袋标签进行检测之后拾取并且放置所述包装袋;
56.存在检测装置,检测所述缓存装置中是否存在所述包装袋,并且在所述缓存装置中不存在所述包装袋时通知所述缓存装置拾取并且放置所述包装袋。
57.本实用新型与现有技术相比,主要区别及其效果在于:
58.本实用新型通过第一至第三包装部和控制部实现内包自动化,减少了人工和工时,其次通过第一至第三包装部依次进行包装和标签贴附,提高了生产效率,另外不再由人工检查核对标签,减少了错误风险。
附图说明
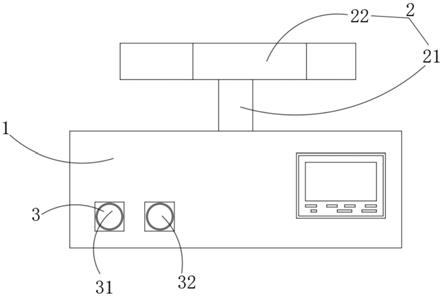
59.图1是内包自动化装置的示意图;
60.图2是内包自动化装置的第一包装部中的旋转平台和胶带缠绕装置的示意图;
61.图3是内包自动化装置的第一包装部中的胶带尾部处理装置的示意图;
62.图4a-4e是内包自动化装置的第二包装部中的拾取装置的示意图;
63.图5是内包自动化装置的第二包装部中的第一定位装置的示意图;
64.图6a-6b是内包自动化装置的第二包装部中的第二定位装置的示意图;
65.图7是内包自动化装置的第二包装部中的第一放置装置的示意图;
66.图8是内包自动化装置的第二包装部中的第一封装装置的示意图;
67.图9是内包自动化装置的第三包装部中的缓存装置和存在检测装置的示意图。
具体实施方式
68.为使本实用新型实施例的目的和技术方案更加清楚,下面将结合本实用新型实施例的附图,对本实用新型实施例的技术方案进行清楚、完整地描述。显然,所描述的实施例是本实用新型的一部分实施例,而不是全部的实施例。基于所描述的本实用新型的实施例,本领域普通技术人员在无需创造性劳动的前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
69.本实用新型的实施方式涉及内包自动化装置。图1是内包自动化装置的示意图。如
图1所示,内包自动化装置包括第一包装部101、第二包装部102、第三包装部103和控制部104。第一包装部101、第二包装部102和第三包装部103例如依次设置在传输带附近,薄膜被装入包装盒并且由传输带传输,第一包装部101、第二包装部102和第三包装部103依次进行包装,从而实现内包自动化。
70.薄膜可以为聚对苯二甲酸乙二醇酯(polyethylene terephthalate,pet)膜片等,并且可以用于任何类型的电子设备,例如是台式计算机、膝上型计算机、便携式或移动设备、手机、智能电话、平板电脑、电视、电视机顶盒或娱乐设备、可穿戴式设备(例如,显示眼镜或护目镜、腕表、头戴式耳机、臂章、珠宝等)、个人数字助理(pda)、媒体播放器、游戏设备等。
71.控制部104包括电子设备,例如是台式计算机、膝上型计算机、便携式或移动设备、手机、智能电话、平板电脑、个人数字助理(pda)等。
72.控制部104包括输入设备,例如是扫描板、触摸屏、键盘、鼠标等,或者上述电子设备具有输入功能,从而接收机种批号信息,该机种批号信息可以指示要由传输带传输的薄膜的批号以及该批薄膜适用于的电子设备的机种等。
73.控制部104包括存储设备,例如是存储器、内存等,或者上述电子设备具有存储功能,从而以配方的形式存储与机种批号信息相关联的包装盒信息和包装袋信息,该包装盒信息和包装袋信息可以指示具有某一机种批号的薄膜适用于的包装盒及其标签以及包装袋及其标签等。
74.控制部104包括通信设备,例如是有线通信接口、无线收发器、蜂窝通信收发器等,或者上述电子设备具有通信功能,从而向第一包装部和第二包装部发送机种批号信息以及与机种批号信息相关联的包装盒信息和包装袋信息。优选地,向第一包装部发送机种批号信息以及与机种批号信息相关联的包装盒信息,并且向第二包装部发送机种批号信息以及与机种批号信息相关联的包装袋信息。更优选地,向第一包装部发送机种批号信息以及与机种批号信息相关联的包装盒信息,并且向第二包装部发送与机种批号信息相关联的包装袋信息。其中,根据要由传输带传输的薄膜,在控制部104处切换机种批号信息,从而向第一包装部和第二包装部发送切换后的机种批号信息以及与切换后的机种批号信息相关联的包装盒信息和包装袋信息,而无需等待第一至第三包装部全部清线后再一体切换。
75.本实用新型通过第一至第三包装部和控制部实现内包自动化,减少了人工和工时,其次通过第一至第三包装部依次进行包装和标签贴附,提高了生产效率,另外不再由人工检查核对标签,减少了错误风险。
76.如图1所示,第一包装部101包括旋转平台1011、胶带缠绕装置1012和胶带尾部处理装置1013。旋转平台1011放置并且旋转包装盒。胶带缠绕装置1012放出胶带以对旋转平台1011上的包装盒进行胶带缠绕,该胶带可以为聚乙烯(polyethylene,pe)胶带。胶带尾部处理装置1013对包装盒上的胶带尾部进行折角或添附非粘性插片。其中,胶带缠绕装置1012根据机种批号信息来确定是否需要进行胶带缠绕、缠绕位置和缠绕圈数,例如,对于一体盒则确定不需要进行胶带缠绕,而对于分体盒则确定需要进行胶带缠绕,并且确定缠绕在盒体侧面的中部位置且缠绕1.25圈。其中,胶带尾部处理装置1013根据机种批号信息来确定是否需要进行折角或添附非粘性插片。
77.图2是内包自动化装置的第一包装部中的旋转平台和胶带缠绕装置的示意图。如
图2所示,旋转平台1011和胶带缠绕装置1012例如设置在装置平台上。旋转平台1011和/或胶带缠绕装置1012为可升降式,升降旋转平台1011和/或胶带缠绕装置1012根据包装盒信息来确定包装盒尺寸,并且根据缠绕位置来调整到指定的高度,从而对包装盒200进行胶带缠绕。
78.图3是内包自动化装置的第一包装部中的胶带尾部处理装置的示意图。如图3所示,胶带缠绕装置在胶带缠绕到位后预留一定长度(例如,8-15mm)的胶带,并且胶带尾部处理装置对预留的胶带进行折角。替代地,胶带尾部处理装置在缠绕到位后的胶带处添附一定长度的非粘性插片,从而达到与折角相同的效果。
79.如图1所示,第一包装部101包括第一标签检测装置1014。在包装盒投入传输带之前,包装盒上贴附有临时标签,并且会被下面将要描述的包装盒标签覆盖。第一标签检测装置1014对包装盒上贴附的临时标签进行检测。其中,临时标签具有机种批号信息,第一标签检测装置1014扫描临时标签,以获得临时标签中的机种批号信息并确定与接收的机种批号信息是否一致,如果两者一致则指示在控制部104处接收和/或切换的机种批号信息正确,如果两者不一致则内包自动化装置停机报警。另外,临时标签具有方向信息,第一标签检测装置1014扫描临时标签,以获得临时标签中的方向信息并确定包装盒的放置方向,如果包装盒的放置方向错误则内包自动化装置停机报警。
80.如图1所示,第一包装部101包括第一标签打印装置1015和第一标签贴附装置1016。第一标签打印装置1015包括一个或多个打印机以打印包装盒标签。第一标签贴附装置1016在包装盒上贴附包装盒标签。其中,第一标签打印装置1015中的一个或多个打印机根据包装盒信息来确定包装盒标签的标签类型和标签模版,例如,确定包装盒标签为白色大标签。第一标签贴附装置1016根据包装盒信息来确定包装盒标签的贴附位置,例如,确定贴附在盒体顶面的中央位置。
81.如图1所示,第二包装部102包括拾取装置1021、第二标签打印装置1022和第二标签贴附装置1023。拾取装置1021拾取包装袋。第二标签打印装置1022包括一个或多个打印机以打印包装袋标签。第二标签贴附装置1023在包装袋上贴附包装袋标签。其中,拾取装置1021根据包装袋信息来确定包装袋类型,例如,确定包装袋尺寸,该包装袋可以为铝箔袋等。第二标签打印装置1022中的一个或多个打印机根据包装袋信息来确定包装袋标签的标签类型和标签模版,例如,确定包装袋标签为白色大标签。第二标签贴附装置1023根据包装袋信息来确定包装袋标签的贴附位置,例如,确定贴附在袋体顶面的中央位置。
82.图4a-4e是内包自动化装置的第二包装部中的拾取装置的示意图。如图4a所示,拾取装置1021包括一个或多个料匣10211和吸附头10212。每个料匣10211分别放置待拾取的不同类型的包装袋300。吸附头10212根据包装袋类型从某个料匣10211中吸附包装袋300。
83.在包装袋300的拾取过程中,可能存在包装袋300重叠、多拿的异常,为此,如图4b所示,吸附头10212在吸附包装袋300之后往复移动,以去除多余的包装袋300。另外地或替代地,如图4c所示,在料匣10211的两侧设置吹气装置10213,以在吸附头10212吸附包装袋300时分离多余的包装袋300。另外地或替代地,如图4d所示,在料匣10211的两侧设置毛刷装置10214,以在吸附头10212吸附包装袋300时分离多余的包装袋300。另外地或替代地,如图4e所示,在料匣10211的两侧设置厚度检测装置10215,以在吸附头10212吸附包装袋300时检测吸附的包装袋300的厚度,并且确定是否存在多余的包装袋300。
84.如图1所示,第二包装部102包括第一定位装置1024、第二定位装置1025、第一放置装置1026和第一封装装置1027。第一定位装置1024固定包装盒的位置。第二定位装置1025固定包装袋的位置。第一放置装置1026将包装盒放入包装袋中。第一封装装置1027对包装袋进行抽真空,对包装袋进行热封口,并且对包装袋进行折边或裁边。
85.图5是内包自动化装置的第二包装部中的第一定位装置的示意图。在包装盒200的放置过程中,需要固定包装盒200在传输带上的前进位置,为此,如图5所示,第一定位装置1024包括第一导向辊10241,第一导向辊10241可以调整开口尺寸以及位置,以引导包装盒200到指定的位置,从而精确地将包装盒200放入包装袋300中。
86.图6a-6b是内包自动化装置的第二包装部中的第二定位装置的示意图。类似地,在包装盒200的放置过程以及包装袋标签的贴附过程中,需要固定包装袋300在传输带上的前进位置,为此,如图6a所示,第二定位装置1025包括第二导向辊10251,第二导向辊10251可以调整开口尺寸以及位置,以引导包装袋300到指定的位置,从而精确地将包装盒200放入包装袋300中,并且精确地将包装袋标签贴附在包装袋300上,避免在包装袋300抽真空之后出现包装袋标签位置异常。另外地或替代地,如图6b所示,第二定位装置1025包括位置检测装置10252,位置检测装置10252例如设置在第二标签贴附装置处,以在包装袋300上贴附包装袋标签时确定包装袋300的位置,从而精确地将包装袋标签贴附在包装袋300上,避免在包装袋300抽真空之后出现包装袋标签位置异常。
87.图7是内包自动化装置的第二包装部中的第一放置装置的示意图。如图7所示,第一放置装置1026能够接触包装盒200的三个侧边,并且可以调整开口尺寸以适应不同的包装盒200,从而确保包装盒200不发生左右滑动,并且精确地将包装盒200放入包装袋300中。其中,第一放置装置1026根据包装袋信息来确定放入包装袋300中的包装盒200的数量。
88.图8是内包自动化装置的第二包装部中的第一封装装置的示意图。如图8所示,第一封装装置1027在将抽气管10271插入包装袋300进行抽真空时对包装袋300进行第一次热封口,在将抽气管300抽出第一次热封口位置之后对包装袋300进行第二次热封口,从而确保包装袋300的热封口效果,无明显漏气。最后,第一封装装置1027对二次热封口后的包装袋300的多余部分进行折边或裁边,并且使用胶带等进行固定。
89.如图1所示,第二包装部102包括第二标签检测装置1028。第二标签检测装置1028在第一放置装置1026将包装盒放入包装袋中之前对包装盒上贴附的包装盒标签和包装袋上贴附的包装袋标签进行检测。其中,第二标签检测装置1028扫描包装盒标签和包装袋标签,以确定包装盒标签和包装袋标签所包含的信息是否一致,如果两者一致则第一放置装置1026将包装盒放入包装袋中,如果两者不一致则内包自动化装置停机报警。
90.如图1所示,第三包装部103包括第三标签检测装置1031、成型装置1032、第二放置装置1033和第二封装装置1034。第三标签检测装置1031对包装袋上贴附的包装袋标签进行检测。成型装置1032拾取包装箱纸板,撑开包装箱纸板以形成包装箱,并且对包装箱的底部进行封口(例如,工字形封口)。第二放置装置1033将包装袋和包装辅材放入包装箱中。第二封装装置1034对包装箱的顶部进行封口(例如,工字形封口)。其中,第三标签检测装置1031扫描包装袋标签以确定包装箱消息,该包装箱消息与包装袋标签相关联,从而确保下面将要描述的包装箱标签与包装袋标签相关联。成型装置1032根据第三标签检测装置1031确定的包装箱消息来确定包装箱类型,例如,确定包装袋尺寸,包装箱可以为纸箱等。第二放置
装置1033根据第三标签检测装置1031确定的包装箱消息来确定放入包装箱中的包装袋的数量。
91.如图1所示,第三包装部103包括第三标签打印装置1035和第三标签贴附装置1036。第三标签打印装置1035包括一个或多个打印机以打印包装箱标签。第三标签贴附装置1036在包装箱上贴附包装箱标签。其中,第三标签打印装置1035中的一个或多个打印机根据第三标签检测装置1031确定的包装箱消息来确定包装箱标签的标签类型和标签模版,例如,确定包装箱标签为白色大标签。第三标签贴附装置1036根据第三标签检测装置1031确定的包装箱消息来确定包装箱标签的贴附位置,例如,确定贴附在箱体正面的中央位置。
92.如图1所示,第三包装部103包括缓存装置1037和存在检测装置1038。缓存装置1037在第三标签检测装置1031对包装袋上贴附的包装袋标签进行检测之后拾取并且放置包装袋。存在检测装置1038检测缓存装置1037中是否存在包装袋,并且在缓存装置1037中不存在包装袋时通知缓存装置1037拾取并且放置包装袋。
93.图9是内包自动化装置的第三包装部中的缓存装置和存在检测装置的示意图。在第三标签检测装置扫描包装袋标签以确定包装箱消息的过程中,传输带上可能正在传输一个或多个内包有包装盒的包装袋,为了提高内包自动化装置的稼动率,使得内包自动化装置始终处于运行状态,为此,如图9所示,缓存装置1037例如设置在传输带附近,拾取并且放置一个或多个扫描后的包装袋300。存在检测装置1038例如设置在缓存装置1037的两侧,对缓存装置1037中的包装袋300进行检测,如果在缓存装置1037中不存在包装袋300时通知缓存装置1037拾取并且放置一个或多个扫描后的包装袋300。
94.需要说明的是,在本专利的权利要求和说明书中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。在没有更多限制的情况下,由语句“包括一个”限定的要素,并不排除在包括所述要素的过程、方法、物品或者设备中还存在另外的相同要素。
95.虽然通过参照本实用新型的某些优选实施方式,已经对本实用新型进行了图示和描述,但本领域的普通技术人员应该明白,可以在形式上和细节上对其作各种改变,而不偏离本实用新型的精神和范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。