1.本实用新型涉及一种装夹治具,具体涉及一种铸造壳体机加工装夹治具。
背景技术:
2.通讯基站的外壳多为金属压铸件,在压铸成型后,需要进行机加工操作,从而确保尺寸精准与装配精度。
3.由于通讯基站外壳工件为非标准件,其构造较为复杂,因此现有的治具在装夹后,对外壳产品的定位约束程度不足,在机加工过程中外壳工件容易受力发生位移或者晃动,导致加工歪斜。
4.另外,在对通讯基站外壳工件进行铣削加工时,铣床上的移动部件容易与治具的压紧结构发生干涉。
技术实现要素:
5.本实用新型的目的是:提供一种铸造壳体机加工装夹治具,可对通讯基站外壳工件进行充分的定位约束,避免在机加工过程中出现相对位移或者晃动,确保加工精度;同时针对壳体工件需要铣削的部位采用内部定位,避免与铣床上的移动部件相干涉,确保机加工操作的顺利进行。
6.为了实现上述目的,本实用新型提供如下的技术方案:
7.一种铸造壳体机加工装夹治具,包括底架、杠杆气缸、中心定位块、中心插销以及螺纹锁紧杆;所述杠杆气缸的缸体与底架顶端面连接,所述底架上还设置有底支撑块、边限位座、定位插柱、端插销以及锁紧座;所述底支撑块位于靠近杠杆气缸的位置处并且与杠杆气缸的压杆上下位置相对应;所述边限位座位于底架顶端靠近边缘的位置处,所述中心定位块位于底架顶端中部;所述定位插柱竖向设置在底架顶端面上,所述中心插销与端插销的位置相对应;所述螺纹锁紧杆竖向贯穿锁紧座和底架顶端,所述螺纹锁紧杆的底端设置有扳手。
8.进一步的,所述底支撑块与杠杆气缸一一对应,所述底支撑块呈凸字形。
9.进一步的,所述边限位座上设置有导向斜面,所述导向斜面朝向底架的顶端中部。
10.进一步的,所述定位插柱呈圆柱状并且竖向设置,所述定位插柱的顶端同轴设置有定位孔。
11.进一步的,所述中心插销和端插销均竖向设置,所述中心插销位于四个定位插柱围成的区域内,所述端插销位于底架顶端靠近边缘的位置处。
12.进一步的,所述螺纹锁紧杆的顶端设置有螺纹,所述螺纹锁紧杆与锁紧座和底架顶端上的孔呈间隙配合。
13.进一步的,所述扳手与螺纹锁紧杆的底端连接,所述扳手位于底架内侧。
14.本实用新型的有益效果为:一种铸造壳体机加工装夹治具,通过杠杆气缸、底支撑块、边限位座、中心定位块、定位插柱、中心插销、端插销以及螺纹锁紧杆的配合使用,可对
通讯基站外壳工件进行充分的定位约束,避免在机加工过程中相对于治具出现相对位移或者晃动,从而确保加工精度,降低不良品率;同时针对壳体工件需要铣削的部位采用定位插柱、中心插销、端插销以及螺纹锁紧杆进行内部定位,避免与铣床上的移动部件相干涉,确保机加工操作顺利进行。
附图说明
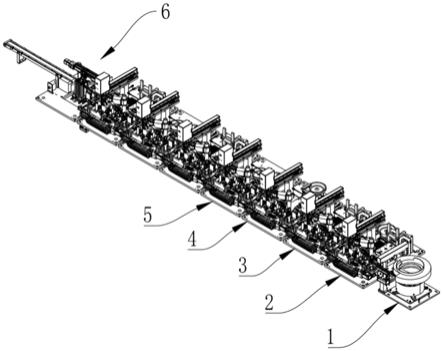
15.图1为本实用新型铸造壳体机加工装夹治具的整体结构示意图。
16.图2为本实用新型铸造壳体机加工装夹治具另一视角的整体结构示意图。
17.图3为本实用新型铸造壳体机加工装夹治具侧下视角的整体结构示意图。
18.图4为本实用新型铸造壳体机加工装夹治具的定位插柱的结构示意图。
19.图5为本实用新型铸造壳体机加工装夹治具的螺纹锁紧杆与扳手的结构示意图。
20.图中:1、底架;2、杠杆气缸;3、底支撑块;4、边限位座;5、中心定位块;6、定位插柱;61、定位孔;7、中心插销;8、端插销;9、锁紧座;10、螺纹锁紧杆;11、扳手。
具体实施方式
21.为了使本实用新型的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本实用新型作进一步的详细说明。应当理解,此处所描述的具体实施例仅用以解释本实用新型,并不用于限定本实用新型。
22.参考图1至图5,一种铸造壳体机加工装夹治具,包括底架1、杠杆气缸2、中心定位块5、中心插销7以及螺纹锁紧杆10;所述杠杆气缸2的缸体与底架1顶端面连接,所述底架1上还设置有底支撑块3、边限位座4、定位插柱6、端插销8以及锁紧座9;所述底支撑块3位于靠近杠杆气缸2的位置处并且与杠杆气缸2的压杆上下位置相对应,底支撑块3用于对通讯基站外壳工件进行定位支撑;所述边限位座4位于底架1顶端靠近边缘的位置处,边限位座4用于对通讯基站外壳工件进行端面限位,所述中心定位块5位于底架1顶端中部,中心定位块5用于对通讯基站外壳工件进行定位支撑;所述定位插柱6竖向设置在底架1顶端面上,定位插柱6用于对通讯基站外壳工件底端的孔进行插入式定位,所述中心插销7与端插销8的位置相对应;所述螺纹锁紧杆10竖向贯穿锁紧座9和底架1顶端,所述螺纹锁紧杆10的底端设置有扳手11,方便手拧。
23.所述底支撑块3与杠杆气缸2一一对应,所述底支撑块3呈凸字形。
24.所述边限位座4上设置有导向斜面,所述导向斜面朝向底架1的顶端中部。
25.所述定位插柱6呈圆柱状并且竖向设置,所述定位插柱6的顶端同轴设置有定位孔61,定位孔61用于对通讯基站外壳工件底端的孔末端圆心的凸起进行定位。
26.所述中心插销7和端插销8均竖向设置,所述中心插销7位于四个定位插柱6围成的区域内,中心插销7用于对通讯基站外壳工件底端的孔进行插入式定位,所述端插销8位于底架1顶端靠近边缘的位置处,端插销8用于对通讯基站外壳工件底端的孔进行插入式定位。
27.所述螺纹锁紧杆10的顶端设置有螺纹,用于旋入通讯基站外壳工件上的螺纹孔内,实现内部定位,所述螺纹锁紧杆10与锁紧座9和底架1顶端上的孔呈间隙配合,螺纹锁紧杆10可在孔内旋转。
28.所述扳手11与螺纹锁紧杆10的底端连接,所述扳手11位于底架1内侧,扳手11用于方便手动旋拧,实现螺纹锁紧杆10旋入通讯基站外壳工件上的螺纹孔内。
29.本实用新型的工作原理为:杠杆气缸2的活塞杆处于缩回状态,此时压杆的端头处于高位,可将待进行机加工的通讯基站外壳工件放入;在放入的过程中,边限位座4上的导向斜面进行导向,定位插柱6的顶端插入通讯基站外壳工件底端的孔内,并进行导向;手拧扳手11,带动螺纹锁紧杆10旋转,使螺纹锁紧杆10顶端的螺纹部旋入通讯基站外壳工件上的螺纹孔;通讯基站外壳工件向下放置到位,底支撑块3实现对通讯基站外壳工件的支撑和定位,中心定位块5实现对通讯基站外壳工件的支撑和定位,定位插柱6、中心插销7以及端插销8分别对通讯基站外壳工件底端的孔进行插入式定位;随后杠杆气缸2的活塞杆向上伸出,驱动压杆翻转,使压杆的端头处压紧通讯基站外壳工件的顶端。
30.上述实施例用于对本实用新型作进一步的说明,但并不将本实用新型局限于这些具体实施方式。凡在本实用新型的精神和原则之内所作的任何修改、等同替换和改进等,均应理解为在本实用新型的保护范围之内。
技术特征:
1.一种铸造壳体机加工装夹治具,其特征在于:包括底架(1)、杠杆气缸(2)、中心定位块(5)、中心插销(7)以及螺纹锁紧杆(10);所述杠杆气缸(2)的缸体与底架(1)顶端面连接,所述底架(1)上还设置有底支撑块(3)、边限位座(4)、定位插柱(6)、端插销(8)以及锁紧座(9);所述底支撑块(3)位于靠近杠杆气缸(2)的位置处并且与杠杆气缸(2)的压杆上下位置相对应;所述边限位座(4)位于底架(1)顶端靠近边缘的位置处,所述中心定位块(5)位于底架(1)顶端中部;所述定位插柱(6)竖向设置在底架(1)顶端面上,所述中心插销(7)与端插销(8)的位置相对应;所述螺纹锁紧杆(10)竖向贯穿锁紧座(9)和底架(1)顶端,所述螺纹锁紧杆(10)的底端设置有扳手(11)。2.根据权利要求1所述的一种铸造壳体机加工装夹治具,其特征在于:所述底支撑块(3)与杠杆气缸(2)一一对应,所述底支撑块(3)呈凸字形。3.根据权利要求2所述的一种铸造壳体机加工装夹治具,其特征在于:所述边限位座(4)上设置有导向斜面,所述导向斜面朝向底架(1)的顶端中部。4.根据权利要求3所述的一种铸造壳体机加工装夹治具,其特征在于:所述定位插柱(6)呈圆柱状并且竖向设置,所述定位插柱(6)的顶端同轴设置有定位孔(61)。5.根据权利要求4所述的一种铸造壳体机加工装夹治具,其特征在于:所述中心插销(7)和端插销(8)均竖向设置,所述中心插销(7)位于四个定位插柱(6)围成的区域内,所述端插销(8)位于底架(1)顶端靠近边缘的位置处。6.根据权利要求5所述的一种铸造壳体机加工装夹治具,其特征在于:所述螺纹锁紧杆(10)的顶端设置有螺纹,所述螺纹锁紧杆(10)与锁紧座(9)和底架(1)顶端上的孔呈间隙配合。7.根据权利要求6所述的一种铸造壳体机加工装夹治具,其特征在于:所述扳手(11)与螺纹锁紧杆(10)的底端连接,所述扳手(11)位于底架(1)内侧。
技术总结
本实用新型涉及一种铸造壳体机加工装夹治具,包括底架、杠杆气缸、中心定位块、中心插销以及螺纹锁紧杆;所述杠杆气缸的缸体与底架顶端面连接,所述底架上还设置有底支撑块、边限位座、定位插柱、端插销以及锁紧座;所述边限位座位于底架顶端靠近边缘的位置处,所述中心定位块位于底架顶端中部;所述定位插柱竖向设置在底架顶端面上,所述中心插销与端插销的位置相对应;所述螺纹锁紧杆的底端设置有扳手。本实用新型可对通讯基站外壳工件进行充分的定位约束,避免在机加工过程中出现相对位移或者晃动,确保加工精度;同时针对壳体工件需要铣削的部位采用内部定位,避免与铣床上的移动部件相干涉,确保机加工操作的顺利进行。确保机加工操作的顺利进行。确保机加工操作的顺利进行。
技术研发人员:张飞 凌孝彪 颜帅
受保护的技术使用者:苏州超艺机械有限公司
技术研发日:2021.06.11
技术公布日:2022/3/4
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。