1.本实用新型涉及模具技术领域,具体为一种中空轴头热挤压成形双工位冲连皮模具,主要用于在同一台压力机上,热挤压成形中空轴头深孔后,在另一个工位冲掉孔底连皮。
背景技术:
2.热挤压工艺是将金属棒料经中频炉加热至1100-1200℃高温状态,转运至热挤压模具模腔中,通过压力机及凹凸模与材料的相互作用,使材料成型为预想形状坯料。由于工艺限制,冲孔不能一次性成形内孔并把孔底冲透,需要新增一台压力机用于冲连皮或增加一道钻孔工序,造成较大成本投入和资源浪费,另外,由于工件重量较大,采用反挤压成形工艺,且成形过程中工件底部受力大,模具必须设计顶出机构,因而内孔成形和冲连皮工序无法一次性完成,传统解决办法是增加一台设备进行冲连皮工序,或者后续机加工工序增加钻孔工序代替冲连皮工序,但是会带来较大的资金投入和成本升高。
技术实现要素:
3.本实用新型的目的是提供一种中空轴头热挤压成形双工位冲连皮模具,能够具有使用方便、通用性强,安全可靠、制造费用低廉的优点。
4.为实现以上目的,本实用新型通过以下技术方案予以实现:一种中空轴头热挤压成形双工位冲连皮模具,包括工作台,所述工作台的上表面一个螺栓固定安装有冲连皮模具,所述连皮模具的左边设置有冲孔磨具,且冲孔磨具与工作台固定连接,所述冲孔磨具和冲连皮模具内部均设置有冲头,所述冲头的上表面套设有连接体。
5.进一步的,所述冲孔磨具和冲连皮模具中均放置有工件。
6.进一步的,所述连接体与压力机相连接。
7.与现有技术相比,该一种中空轴头热挤压成形双工位冲连皮模具具备如下有益效果:
8.该一种中空轴头热挤压成形双工位冲连皮模具通过把冲孔磨具和冲连皮模具固定在同一工作台上,冲头与连接体相连接,在压力机一次往复运动下即可完成冲孔、冲连皮两道工序,不需新投入设备,成本低廉,可靠性高,同时,冲连皮模具受力较小,不需设计顶出机构,结构简单,方便拆装,换工装周期短,安全风险小。
附图说明
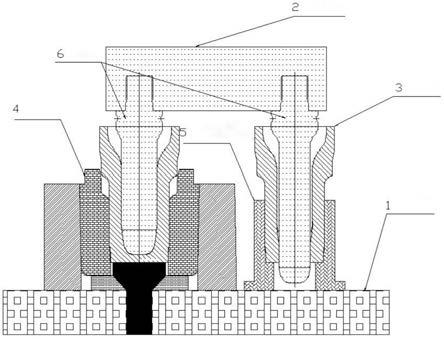
9.图1为本实用新型结构示意图。
10.其中,1、工作台;2、连接体;3、工件;4、冲孔磨具;5、冲连皮模具;6、冲头。
具体实施方式
11.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行
清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
12.如图1所示,本实用新型实施例提供一种中空轴头热挤压成形双工位冲连皮模具,包括工作台1,工作台1的上表面一个螺栓固定安装有冲连皮模具5,连皮模具5的左边设置有冲孔磨具4,且冲孔磨具4与工作台1固定连接,冲孔磨具4和冲连皮模具5内部均设置有冲头6,冲孔磨具4和冲连皮模具5中均放置有工件3。冲头6的上表面套设有连接体2,连接体2与压力机相连接,工作时,首先把工件6放入冲孔模具4中,冲孔结束后,压力机抬起连接体2和冲头6,然后把已冲孔工件6转入冲连皮模具5中,同时上道工序待冲孔工件6转入冲孔模具4中,压力机下压连接体2和冲头6,一次完成冲孔和冲连皮工序。之后压力机抬起连接体2和冲头6,将已冲连皮工件6取出,重复上述步骤连续完成对工件6的加工。
13.尽管已经示出和描述了本实用新型的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本实用新型的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本实用新型的范围由所附权利要求及其等同物限定。
技术特征:
1.一种中空轴头热挤压成形双工位冲连皮模具,包括工作台(1),其特征在于:所述工作台(1)的上表面一个螺栓固定安装有冲连皮模具(5),所述连皮模具(5)的左边设置有冲孔磨具(4),且冲孔磨具(4)与工作台(1)固定连接,所述冲孔磨具(4)和冲连皮模具(5)内部均设置有冲头(6),所述冲头(6)的上表面套设有连接体(2)。2.根据权利要求1所述的一种中空轴头热挤压成形双工位冲连皮模具,其特征在于:所述冲孔磨具(4)和冲连皮模具(5)中均放置有工件(3)。3.根据权利要求1所述的一种中空轴头热挤压成形双工位冲连皮模具,其特征在于:所述连接体(2)与压力机相连接。
技术总结
本实用新型提供一种中空轴头热挤压成形双工位冲连皮模具,涉及模具技术领域,主要用于在同一台压力机上,热挤压成形中空轴头深孔后,在另一个工位冲掉孔底连皮。该中空轴头热挤压成形双工位冲连皮模具,包括工作台、连接体、冲孔磨、冲连皮模具和冲头等结构。该中空轴头热挤压成形双工位冲连皮模具,通过把冲孔磨具和冲连皮模具固定在同一工作台上,冲头与连接体相连接,在压力机一次往复运动下即可完成冲孔、冲连皮两道工序,不需新投入设备,成本低廉,可靠性高,同时,冲连皮模具受力较小,不需设计顶出机构,结构简单,方便拆装,换工装周期短,安全风险小。安全风险小。安全风险小。
技术研发人员:康国宁 付国涛 宁重生 武黎明 张宏宇 唐中正 马庆坡 刘正超 梁栋 周恩棋
受保护的技术使用者:河南红阳精工科技有限公司
技术研发日:2021.08.10
技术公布日:2022/2/18
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。