3d打印零件加工方法
技术领域
1.本发明是关于3d打印零件加工,特别是关于一种3d打印零件加工方法。
背景技术:
2.3d打印技术是新兴的零件制造技术,具有快速成型复杂几何形状的独特优势。由于3d打印技术在复杂零件制造方面的优越性,3d打印零件目前已经在工业领域被广泛应用。但是3d打印制造的零件存在诸多不足,例如零件的尺寸精度与其他工艺相比较低,阶梯、毛刺、工艺自身缺陷等原因也使得产品表面质量达不到工程实际要求。并且3d打印零件大多需要支撑辅助打印,完成打印后需要去除支撑。因此后处理加工工艺是3d打印技术不可缺少的环节。
3.金属3d打印作为3d打印技术的一个重要部分,因其具有简化装配件、减少部件数、减低材料费、实现轻量化等显著特点,正被陆续应用于船舶、航空航天、汽车、医疗等行业中。但是金属3d打印零件由于其结构形状复杂,材料硬度相较塑料零件更高,因此后处理难度大。3d打印零件后处理加工一般属于成形表面的最后一道工序,表面加工质量要求高,切削力要求小。因此使用传统机床设备很难对3d打印件需要加工的表面进行有效地处理。金属3d打印后处理加工技术以及装备仍需进行探索与设计。
4.由于3d打印件形状大小、加工条件、分层方式的不同,出现的缺陷情况并不相同。因此后处理加工表面定位与相应的加工轨迹规划无法自动实现,需要技术人员进行操作。根据某3d打印服务机构的反馈,在工厂中后处理技术人员和设备占三分之二,而3d打印制造本身占三分之一。因此快速自动地确定3d打印件所需要的后处理加工区域以及需要的加工方法并进行加工,对提高3d打印件的推广应用有重要意义。
5.公开于该背景技术部分的信息仅仅旨在增加对本发明的总体背景的理解,而不应当被视为承认或以任何形式暗示该信息构成已为本领域一般技术人员所公知的现有技术。
技术实现要素:
6.本发明的目的在于提供一种3d打印零件加工方法,其能对3d打印零件进行有效处理,加工质量高。
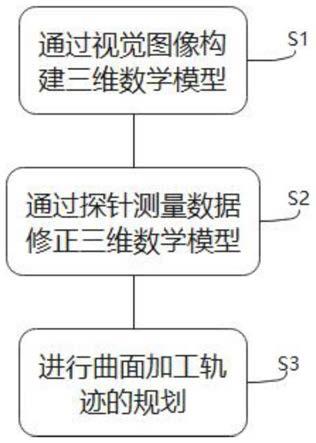
7.为实现上述目的,本发明的实施例提供了一种3d打印零件加工方法,包括:通过视觉图像构建三维数学模型;通过探针测量数据修正三维数学模型;进行曲面加工轨迹的规划。
8.在本发明的一个或多个实施方式中,通过视觉图像构建三维数学模型包括:获取多视角彩色与深度图像;转换点云数据;离群点过滤;点云表面法向量计算;获得零件三维点云;获取零件的三维模型。
9.在本发明的一个或多个实施方式中,所述离群点过滤包括:基于在输入数据中对点到临近点的距离分布的计算,对每个点计算其所有临近点的平均距离。
10.在本发明的一个或多个实施方式中,所述点云表面法向量计算包括:最小二乘平
面拟合估计。
11.在本发明的一个或多个实施方式中,所述获得零件三维点云包括:将图像分组进行旋转配准,获得正面点云与背面点云,对零件底座点云进行前后配准并将正面点云与背面点云融合。
12.在本发明的一个或多个实施方式中,所述获取零件的三维模型包括对零件三维点云进行icp算法配准,用空间极值去除零件底座点云,利用pcl算法进行重建。
13.在本发明的一个或多个实施方式中,所述通过视觉图像构建三维数学模型还包括:采用模板匹配识别技术进行后处理。
14.在本发明的一个或多个实施方式中,所述通过探针测量数据修正三维数学模型包括:探针与零件表面接触;记录接触点位的三维坐标信息;进行三维坐标信息的整合以得到零件的表面信息;根据零件的表面信息对三维数学模型进行修正。
15.在本发明的一个或多个实施方式中,在所述曲面加工轨迹规划之前,还包括机器人超声加工工具的设计。
16.在本发明的一个或多个实施方式中,所述进行曲面加工轨迹的规划包括:将修正的三维数学模型与需要的零件模型进行对比分析,得到被加工表面以及加工过程;对加工过程进行分析计算;获得机器人超声加工工具的空间刀尖点扫略几何轨迹;对机器人超声加工过程的刀具位姿轨迹进行优化;生成机器人关节空间轨迹;对机器人加工过程的运行速度进行规划。
17.与现有技术相比,根据本发明实施方式的3d打印零件加工方法,能够针对3d打印零件复杂的结构形状、较高的材料硬度进行有效处理,并且能够满足高要求的表面加工质量以及切削力要求小的要求。本发明加工质量高、精度高、效率高,应用范围广。
附图说明
18.图1是根据本发明一实施方式的3d打印零件加工方法的系统流程图;
19.图2是根据本发明一实施方式的步骤s1的流程图;
20.图3是根据本发明一实施方式的基于局部特征的环形模板匹配技术的流程图;
21.图4是根据本发明一实施方式的超声加工工具的结构示意图。
具体实施方式
22.下面结合附图,对本发明的具体实施方式进行详细描述,但应当理解本发明的保护范围并不受具体实施方式的限制。
23.除非另有其它明确表示,否则在整个说明书和权利要求书中,术语“包括”或其变换如“包含”或“包括有”等等将被理解为包括所陈述的元件或组成部分,而并未排除其它元件或其它组成部分。
24.如图1所示,根据本发明优选实施方式的一种3d打印零件加工方法,包括:s1、通过视觉图像构建三维数学模型;s2、通过探针测量数据修正三维数学模型;s3、进行曲面加工轨迹的规划。
25.其中,s1、通过视觉图像构建三维数学模型。实现多视角机械零部件三维重建主要在于将多个视角分别配准为正面点云与背面点云,然后进行二次配准。
26.如图2所示,s11、获取多视角彩色与深度图像。
27.s12、转换点云数据:点云数据的获取是在规定范围内使用kinect传感器从不同角度进行拍摄,再将深度图像转化为三维点云,其所用公式为:其中,x,y,z是点云坐标系,x’,y’,z’是图像坐标系,d为深度值。
28.s13、进行离群点过滤:基于在输入数据中对点到临近点的距离分布的计算,对每个点计算其所有临近点的平均距离。假设得到的结果是一个高斯分布,其形状由均值和标准差决定,平均距离在标准范围之外的点,可被定义为离群点并可以从数据集中去除掉。
29.s14、点云表面法向量计算:采用最小二乘平面拟合估计,用于估计表面法线的解决方案被简化为对从查询点的最近邻居创建的协方差矩阵的特征向量和特征值(或主要成分)的分析。
30.s15、获得零件三维点云:将图像分组进行旋转配准,获得正面点云与背面点云,例如将6个视图分别从0到5进行命名,分别以3个一组进行旋转配准,即可得到正面点云与背面点云,最后通过对零件底座点云进行前后配准并将正面点云与背面点云融合得到零件三维点云。
31.s16、获取零件的三维模型:对零件三维点云进行icp算法配准,再用空间极值去除零件底座点云,利用pcl算法中的泊松重建算法进行泊松重建即可得到零件的三维模型。pcl(point cloud library)是一个独立的大型的处理二维/三维图像和点云数据的开源工程,由willow garage公司开发,起初只是以pr2机器人在3d数据感知算法处理上速度更快为目标,后来才渐渐发展为一个独立的函数库。pcl包含了许多先进算法,比如滤波、特征估计、表面重建、模型拟合和分割等等。
32.采用模板匹配识别技术进行后处理;通过对比数学模型得到需要后处理部分,其使用的技术为模板匹配识别技术。模板匹配的基本方法大致可分为4类:基于频域和相位的模板匹配、基于灰度值的模板匹配、基于像素梯度的模板匹配、基于局部特征的模板匹配。本次使用像素、像素梯度、局部特征的模板匹配技术。本实施例中采用的是基于局部特征的环形模板匹配技术rtmm。
33.如图3所示,基于局部特征的环形模板匹配技术rtmm包括:步骤1、环形特征区域分类;步骤1.1、通过双线性插值,改变模板图像大小;步骤1.2、选择特征区域;步骤2、预选区域筛选特征区域;步骤3、精确匹配(arrch算法);步骤3.1、像素梯度幅值与方法(特征关联算子sobel);步骤3.2、方向矫正;步骤3.3、确定环形特征区域;步骤3.4、特征提取。
34.最后通过三维扫描控制器对局部表面进行测量得出精确数据(局部表面的粗糙度应当有要求,在粗糙度较大时需要先进行简单的表面处理,以免破坏探针),对于探针的几何宽度、曲率半径及各向异性引起的成像失真,采用探针重建克服。
35.如图1所示,s2、通过探针测量数据修正三维数学模型。
36.采用探针对三维数学模型进行精确测量,对原测量得到三维数学模型进行修正。采用接触式轮廓仪的探针对3d打印零件模型的精确位置进行更精确的测量,探针主要记录模型的z轴信息。采用探针与零件表面接触;记录接触点位的三维坐标信息;将所有三维坐标信息进行整合以得到零件的表面信息。根据探针得到的接触式测量信息数据,对由图像
识别得到三维数学模型大量点云数据进行修正。提高测量得到的三维数字模型的形状表征精度以及准确表面质量信息。
37.如图1所示,s3、机器人超声加工工具的设计。
38.由于3d打印零件切削力要求小以及硬度高的特点,本发明采用超声工具对3d打印零件进行去除加工处理。由于3d打印零件复杂的结构以及曲面特征,采用机器人对超声加工工具进行夹持并操作运行。由于超声加工设备体积小,结构简单,可以将其与关节机器人连接。
39.如图4所示,机器人超声抛光工具主要包括:超声波发生器1、换能器2、机械振荡系统和工具头4。
40.超声波发生器1能够将50hz的交流电转变成为具有一定功率输出的超声波电振荡。
41.换能器2用于将电振荡变成机械振动,其工作情况的好坏,直接影响抛光效率。换能器2有压电效应式和磁致伸缩效应式两种。
42.机械振荡系统包括变幅杆3和振动工具,变幅杆3又叫振荡扩大器,用于将换能器2出来的0.005~0.01mm振幅提高到0.01~0.1mm。变幅杆3的形式有:圆锥形、指数形和阶梯形等。振动工具和变幅杆3之间采用机械连接或胶合方式连接,振动工具沿轴向振动。
43.工具头4包括研磨用工具头和放电用工具头。研磨用工具头包括固定磨料式工具头和游离磨料式工具头。研磨用工具头还包括带磨料工具头和不带磨料工具头。
44.金刚石锉刀工具头、纤维油石工具头、砂纸工具头属于带磨料工具头的一类,由于使用时不用再加磨料,所以使用比较方便。金刚石锉刀工具头适合用于细窄空间的整形,效率较高。纤维油石工具头的顶端方向研磨时效率很高,适合用作底平面和型腔角落的研磨。砂纸工具头具有适应性好、不易划伤工件表面的优点。
45.铜质工具头、竹质工具头、木质工具头和复合薄膜工具头属于不带磨料的工具头,研磨时需要添加研磨膏。该类工具头便于加工,可灵活制作不同形状的工作表面,以适应各种工件的抛光需要。
46.工具头材质的软硬程度对研磨效率和精度有较大影响,使用硬质工具头研磨效率高,使用软质工具头研磨光洁度高。工具头材质相同的情况下,研磨膏越粗效率越高,研磨膏越细光洁度越高。竹质工具头与研磨膏配合研磨可以得到质量较好的表面,精研需使用木片或复合薄膜工具头。
47.如图1所示,s4、进行曲面加工轨迹的规划。
48.将修正的三维数学模型与需要的零件模型进行对比分析,得到被加工表面以及加工过程。根据机器人超声抛光工具的结构特征,对加工过程的工艺参数(如:主轴转速、进给速度以及切削深度等)进行分析计算。通过商业cam软件计算,获得机器人超声加工工具加工3d打印零件的空间刀尖点扫略几何轨迹。根据机器人作为加工执行装备冗余的自由度以及加工过程的碰撞约束以及刀轴矢量约束,对机器人超声加工过程的刀具位姿轨迹进行优化。并通过运动学换算,最终生成机器人关节空间轨迹。然后根据动力学约束以及加工过程进给速度的要求,对机器人加工过程的运行速度进行规划,最终得到时间最优的机器人曲面加工轨迹。
49.本领域内的技术人员应明白,本发明的实施例可提供为方法、系统、或计算机程序
产品。因此,本发明可采用完全硬件实施例、完全软件实施例、或结合软件和硬件方面的实施例的形式。而且,本发明可采用在一个或多个其中包含有计算机可用程序代码的计算机可用存储介质(包括但不限于磁盘存储器、cd-rom、光学存储器等)上实施的计算机程序产品的形式。
50.本发明是参照根据本发明实施例的方法、设备(系统)、和计算机程序产品的流程图和/或方框图来描述的。应理解可由计算机程序指令实现流程图和/或方框图中的每一流程和/或方框、以及流程图和/或方框图中的流程和/或方框的结合。可提供这些计算机程序指令到通用计算机、专用计算机、嵌入式处理机或其他可编程数据处理设备的处理器以产生一个机器,使得通过计算机或其他可编程数据处理设备的处理器执行的指令产生用于实现在流程图一个流程或多个流程和/或方框图一个方框或多个方框中指定的功能的装置。
51.这些计算机程序指令也可存储在能引导计算机或其他可编程数据处理设备以特定方式工作的计算机可读存储器中,使得存储在该计算机可读存储器中的指令产生包括指令装置的制造品,该指令装置实现在流程图一个流程或多个流程和/或方框图一个方框或多个方框中指定的功能。
52.这些计算机程序指令也可装载到计算机或其他可编程数据处理设备上,使得在计算机或其他可编程设备上执行一系列操作步骤以产生计算机实现的处理,从而在计算机或其他可编程设备上执行的指令提供用于实现在流程图一个流程或多个流程和/或方框图一个方框或多个方框中指定的功能的步骤。
53.前述对本发明的具体示例性实施方案的描述是为了说明和例证的目的。这些描述并非想将本发明限定为所公开的精确形式,并且很显然,根据上述教导,可以进行很多改变和变化。对示例性实施例进行选择和描述的目的在于解释本发明的特定原理及其实际应用,从而使得本领域的技术人员能够实现并利用本发明的各种不同的示例性实施方案以及各种不同的选择和改变。本发明的范围意在由权利要求书及其等同形式所限定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。