1.本发明涉及感应加热设备技术领域,更具体的说是涉及一种通道式感应加热装置及中间包。
背景技术:
2.目前,在连续铸钢技术发展的初期,中间包只是作为钢水的储存和分配来使用。随着连铸技术的发展和对铸坯质量要求的不断提高,钢水质量对连铸工艺的重要意义渐渐为人们所认识。为了保证连铸工序的顺行和多炉连浇,必须确保钢水有足够的纯净度,要尽可能精确地控制钢水的成分范围,并要在足够长的时间内保持稳定的钢水温度和过热度。因此,作为钢的冶炼过程中的最后一个耐火材料容器,而且是由间歇操作转向连续操作的衔接点,中间包的作用是不可忽视的。
3.但是,随着冶金技术的发展,技术人员对中间包的要求也越来越高。在连铸过程中,中间包内钢水温度波动有时会达到30℃左右,这不利于恒温浇铸和恒拉速工艺,更甚者会影响铸坯的内部质量。因此,寻求外部热源保持中间包出口温度恒定一直是冶金工作者研究的热门课题之一。而传统的加热方式以双通道电磁感应加热为主,必须让感应电流形成回流才能起到感应加热的效果,这种感应加热装置存在结构复杂、不易安装以及操作困难等缺点。
4.同时在钢液的制备过程中,钢液内不同程度的含有脱氧产物和机械卷入的夹杂物,这些夹杂物对铸坯的质量和性能有严重的影响。目前,冶金工作者所研究的双通道感应加热中间包通道出口与出水口相距较小,钢液在中间包内的停留时间较短,不利于夹杂物的充分上浮和碰撞聚合。
5.因此,如何提供一种能够解决上述问题的感应加热装置是本领域技术人员亟需解决的问题。
技术实现要素:
6.有鉴于此,本发明提供了一种通道式感应加热装置及中间包,能够起到补偿钢液温降和去除夹杂物的作用。
7.为了实现上述目的,本发明采用如下技术方案:
8.一种通道式感应加热装置,包括:承钢室、浇钢室、通道及加热装置;
9.所述通道的一端与所述承钢室连接且连通,另一端与所述浇钢室连接且连通,所述加热装置设置于所述通道上。
10.采用上述装置的有益效果为:加热装置采用电磁感应加热原理对钢液进行加热,相比于传统的双通道感应加热,不必特意设置双通道即可使感应电流在钢液内构成回路进而实现对钢液的加热。
11.优选的,所述通道为矩形,加热通道为矩形通道,一端连接承钢室,一端连接浇钢室,钢液从通道流过,通道比表面积增大,有利于增加壁面对夹杂物的吸附。
12.优选的,所述加热装置包括:铁芯及线圈,所述铁芯为具有一缺口的环形铁芯,所述线圈套设于所述铁芯上,且所述铁芯的缺口的两端面分别位于所述通道的两侧。
13.采用上述加热装置的有益效果为:利用电磁感应原理对钢液进行加热,无需特意设置双通道即可使感应电流在钢液内构成回路进而对钢液进行加热,加热效率高。
14.优选的,所述铁芯沿着所述通道的长度占所述通道长度的1/3~2/3,所述铁芯缺口横截面的宽度应与所述通道的宽度相适应,若过短则加热效果不明显,若过长则容易增加成本。
15.优选的,还包括:长水口及出水口,所述出水口设置于所述浇钢室的底部,其位置可设置为偏心出口,有利于增大钢液在中间包内的停留时间。
16.进一步,本发明还提供一种中间包,应用上述任一项所述的通道式感应加热装置。
17.经由上述的技术方案可知,与现有技术相比,本发明公开提供了一种通道式感应加热装置及中间包,具有如下有益效果:
18.(1)本发明采用通道为感应加热通道,通道比表面积增大,有利于增加壁面对夹杂物的吸附;此外,通道为扁平的矩形,缩短了钢液中的非金属夹杂物到壁面的距离,更有利于对及杂物的去除;
19.(2)本发明采用电磁感应加热原理对钢液进行加热,但相比于传统的感应加热,不必特意设置双通道即可使感应电流在钢液内形成回路从而产生焦耳热并加热钢液,带缺口的环形铁芯与通道内的钢液共同构成磁回路,变化的磁场在钢液内部感应产生感应电流,又因钢液自身存在电阻,产生的焦耳热全部用于加热钢液,加热效率高;
20.(3)本发明采用的加热装置为带有缺口的环形铁芯和线圈,铁芯缺口由矩形通道的厚度决定,而矩形通道应设置为为扁平通道,不宜过厚,铁芯缺口卡设在通道的上下表面,漏磁少,加热效率高;且相比于传统加热装置,结构简单,易于安装。
附图说明
21.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据提供的附图获得其他的附图。
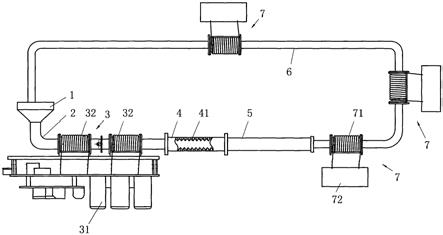
22.图1为本发明提供的一种通道式感应加热装置的结构示意图;
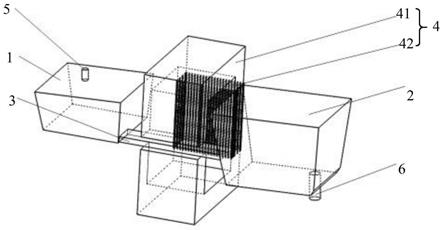
23.图2为本发明提供的感应加热装置的结构示意图;
24.图3为本发明提供的中间包的结构示意图;
25.图4为本发明实施例提供的相同功率下传统双通道感应加热、矩形通道感应加热和无芯感应加热中间包出口温度变化图。
具体实施方式
26.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
27.参见附图1-3所示,本发明实施例提供一种通道式感应加热装置,包括:承钢室1、浇钢室2、通道3及加热装置4;
28.通道3的一端与承钢室1连接且连通,另一端与浇钢室2连接且连通,加热装置4设置于通道3上。
29.其中通道3的位置可根据现场条件调节,通道可存在一定的倾角,矩形通道的长宽比也可进行灵活调节。
30.在一个具体的实施例中,通道3为矩形通道,呈现扁平状。
31.在一个具体的实施例中,加热装置4包括:铁芯41及线圈42,
32.铁芯41为具有一缺口的环形铁芯,线圈42套设于铁芯41上,铁芯41的缺口的两端面分别位于通道3的两侧,且线圈42周围可以设置冷却通道(风冷、水冷均可)。
33.在一个具体的实施例中,铁芯41沿着通道3的长度占通道3长度的1/3~2/3,铁芯41缺口横截面的宽度应与通道3的宽度相适应,同时也可按现场进行灵活调节。
34.具体的,铁芯41的具体结构可以为带有缺口的环形铁芯,一侧套设线圈42,另一侧带有缺口,缺口刚好卡在通道3上下表面,线圈42通入交流电,铁芯41内部产生感应磁场,带缺口的环形铁芯41与穿过缺口的通道3内的钢液共同构成磁回路,变化的磁场在钢液内形成感应电流,由于钢液自身存在电阻,从而起到对钢液的感应加热效果,加热效率较高。
35.在一个具体的实施例中,还包括:长水口5及出水口6,长水口5设置于承钢室1上,出水口6设置于浇钢室2的底部。
36.进一步,本发明实施例还提供一种中间包,应用上述实施例中任一项的通道式感应加热装置。
37.本发明具体在使用时,钢液从长水口1进入承钢室2,流经矩形通道3进行加热,而后流入浇钢室6,最后达到一定温度的钢液从出水口7流出中间包,进入结晶器。
38.本发明不同于传统的双通道感应加热中间包,矩形通道3的位置可按具体工艺进行调整,本发明实施例采用矩形单通道,即通道分布不在承钢室2和浇钢室6的中心线上,增大了通道出口与出水口7之间的距离,有利于减少短路流,增大钢液在中间包内的停留时间,便于钢液中的夹杂物充分碰撞上浮去除。
39.通道3采用侧通道分布,即通道分布不在承钢室1、浇钢室2的中心线上,增大了通道出口与出水口6之间的距离,有利于减少短路流,增大钢液在中间包内的停留时间,有利于钢液中的夹杂物充分碰撞上浮去除。
40.参见附图4所示,为传统双通道感应加热中间包、无芯感应加热与本发明提供的加热装置的出口温度变化图,从图中可以看出,采用本发明的方法相比于无芯感应加热方式的加热效率较高,同时装置结构更加简单。
41.本说明书中各个实施例采用递进的方式描述,每个实施例重点说明的都是与其他实施例的不同之处,各个实施例之间相同相似部分互相参见即可。对于实施例公开的装置而言,由于其与实施例公开的方法相对应,所以描述的比较简单,相关之处参见方法部分说明即可。
42.对所公开的实施例的上述说明,使本领域专业技术人员能够实现或使用本发明。对这些实施例的多种修改对本领域的专业技术人员来说将是显而易见的,本文中所定义的一般原理可以在不脱离本发明的精神或范围的情况下,在其它实施例中实现。因此,本发明
将不会被限制于本文所示的这些实施例,而是要符合与本文所公开的原理和新颖特点相一致的最宽的范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。