1.本发明属于金属增材制造技术领域,尤其涉及一种03cr11ni9co6mo3高强不锈钢构建制备方法。
背景技术:
2.03cr11ni9co6mo3高强不锈钢为fe-cr-ni基马氏体时效不锈钢,具有优异的强度、塑韧性及耐蚀性,低温时良好的抗氧化性能,是为满足我国大推力吨位航天液体动力统涡轮泵壳体、阀门壳体、气瓶支架等核心复杂构件研发的关键原材料。
3.03cr11ni9co6mo3高强不锈钢液固相转化温度在120℃~160℃,为宽结晶难加工材料,目前采用熔模精密铸造方法成形,内部质量控制难度大,尤其当构件特征厚度变化明显,容易出现成分偏析、缩孔、缩松、裂纹、浇不足等缺陷,成品率较低,成本较高,生产周期较长。
4.可见,目前迫切需要本领域技术人员提供一种03cr11ni9co6mo3高强不锈钢构件的制备方法。
技术实现要素:
5.为解决上述问题,本发明实施例提供了一种不锈钢构件制备方案,该方案能够高效、便捷地制造出复杂精密不锈钢构件。
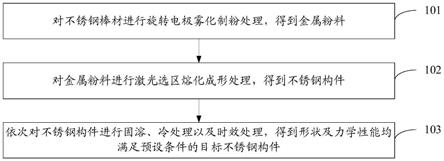
6.具体的,本发明公开了一种不锈钢构件制备方法,其中,所述方法包括:对不锈钢棒材进行旋转电极雾化制粉处理,得到金属粉料;对所述金属粉料进行激光选区熔化成形处理,得到不锈钢构件;依次对所述不锈钢构件进行固溶、冷处理以及时效处理,得到形状及力学性能均满足预设条件的目标不锈钢构件。
7.可选的,所述不锈钢棒材为03cr11ni9co6mo3高强不锈钢。
8.可选的,所述金属粉料的粒径范围为15μm~53μm。
9.可选的,对不锈钢棒材进行旋转雾化制粉处理时,雾化气体为氩气,电极转速为20000r/min~35000r/min,等离子枪加热功率为100kw~150kw,氩气流量150l/min~200l/min。
10.可选的,所述不锈钢棒精加工直径范围为40mm~90mm,长度范围为500mm~1000mm。
11.可选的,所述激光选区熔化成形处理的工艺参数为:激光功率范围295w~360w,扫描速度范围为850mm/s~1200mm/s,扫描间距范围为0.08mm~0.12mm,光斑直径范围为0.10mm~0.12mm,铺粉层厚范围为0.03~0.06mm。
12.可选的,对所述不锈钢构件进行固溶处理的步骤包括:将成形的所述不锈钢构件至于第一预设压强的真空环境中、以第一预设速率升温至第一预设温度下保温第一预设时长,回充气体至冷却。
13.可选的,对所述不锈钢构件进行冷处理的步骤包括:将固溶态的不锈钢构件置于
第二预设温度的低温介质中保温第二预设时长后,将所述不锈钢构件置于空气中恢复至室温。
14.可选的,对所述不锈钢构件进行时效处理的步骤包括:将固溶冷处理态的不锈钢置于第二预设压强、第三预设温度的真空环境下保温第三预设时长后,回充气体冷却。
15.可选的,所述第一预设压强、所述第二预设压强均小于或等于10-3
pa,所述第一预设速率范围为50℃/h~70℃/h,所述第一预设温度范围为730℃~820℃,所述第一预设时长范围为1h~2h;所述第二预设温度范围为-70℃~-80℃,所述第二预设时长范围为1.5h~3h;所述第三预设温度范围为550℃
±
50℃,所述第三预设时长范围为2h~6h。
16.本发明实施例公开的不锈钢构件制备方法,通过对不锈钢棒材进行旋转电极雾化制粉处理,得到金属粉料;对金属粉料进行激光选区熔化成形处理,得到不锈钢构件;依次对不锈钢构件进行固溶、冷处理以及时效处理,得到形状及力学性能均满足预设条件的目标不锈钢构件,能够高效、便捷地制造出复杂精密不锈钢构件。
附图说明
17.图1为本发明实施例所提供的不锈钢构件制备方法的步骤流程图;
18.图2为本发明实施例所提供的液体火箭发动机高强不硒鼓阀门壳体结构示意图。
具体实施方式
19.下面根据具体的实施例,结合附图针对本发明进行详细说明。应当理解,此处所述的具体实施例仅用于解释本发明,并不用于限定本发明。
20.如图1所示,本发明实施例的一种不锈钢构件制备方法包括如下步骤:
21.步骤101:对不锈钢棒材进行旋转电极雾化制粉处理,得到金属粉料。
22.不锈钢棒材的材质根据待制造的不锈钢构件的材质灵活选择,例如待制造的不锈钢构件为03cr11ni9co6mo3高强不锈钢,则本步骤中对03cr11ni9co6mo3高强不锈钢棒材进行旋转电极雾化制粉处理。本实施例中,后续以不锈钢棒材为03cr11ni9co6mo3高强不锈钢为例进行说明。
23.在一种可选的实施例中,对不锈钢棒材进行旋转雾化制粉处理时,不锈钢棒精加工直径范围为40mm~90mm,长度范围为500mm~1000mm雾化气体为氩气,电极转速为20000r/min~35000r/min,等离子枪加热功率为100kw~150kw,氩气流量150l/min~200l/min,旋转电极雾化制粉处理后的金属粉料的粒径范围可以为15μm~53μm。旋转电极雾化处理后的金属粉料为高强不锈钢专用球形粉末。
24.需要说明的是,上述各参数仅是示例性的举例,在实际实现过程中,可由本领域技术人员依据实际需求灵活设置各参数的具体参数值。
25.步骤102:对金属粉料进行激光选区熔化成形处理,得到不锈钢构件。
26.其中,激光选区熔化成形处理的工艺参数可设置为:激光功率范围295w~360w,扫描速度范围为850mm/s~1200mm/s,扫描间距范围为0.08mm~0.12mm,光斑直径范围为0.10mm~0.12mm,铺粉层厚范围为0.03~0.06mm。
27.需要说明的是,上述各参数仅是示例性的举例,在实际实现过程中,可由本领域技术人员依据实际需求灵活设置各参数的具体参数值。
28.步骤103:依次对不锈钢构件进行固溶、冷处理以及时效处理,得到形状及力学性能均满足预设条件的目标不锈钢构件。
29.一种可选的对不锈钢构件进行固溶处理的方式可以为:将通过激光选区熔化成形处理后的成形的不锈钢构件至于第一预设压强的真空环境中、以第一预设速率升温至第一预设温度下保温第一预设时长,回充气体至冷却。
30.一种可选的对不锈钢构件进行冷处理的方式可以为:将固溶态的不锈钢构件置于第二预设温度的低温介质中保温第二预设时长后,将不锈钢构件置于空气中恢复至室温。
31.一种可选的对不锈钢构件进行时效处理的方式可以为:将固溶冷处理态的不锈钢置于第二预设压强、第三预设温度的真空环境下保温第三预设时长后,回充气体冷却。
32.其中,第一预设压强、所述第二预设压强均小于或等于10-3
pa,第一预设速率范围为50℃/h~70℃/h,第一预设温度范围为730℃~820℃,第一预设时长范围为1h~2h;第二预设温度范围为-70℃~-80℃,第二预设时长范围为1.5h~3h;第三预设温度范围为550℃
±
50℃,第三预设时长范围为2h~6h。
33.上述各参数仅是示例性的举例,在实际实现过程中,可由本领域技术人员依据实际需求灵活设置各参数的具体参数值。
34.本技术实施例提供的不锈钢构件制备方法,有一方面,获得的03cr11ni9co6mo3高强不锈钢激光选区熔化成形构件,构件材料成形致密度不低于99.9%,构件直接成形尺寸精度满足
±
0.1mm/100mm;第二方面,同炉试样经热处理后,常温时,rm不低于1250n/mm2,rp0.2不低于1150n/mm2,a不低于10%,z不低于40%,ku2不低于55j;-196℃时,ku2不低于35j,材料综合性能较铸造工艺显著提升,材料应用范围广;第三方面,该方法可广泛应用于航天液体动力发动机及其他复杂核心构件的制造,该方法可实现03cr11ni9co6mo3高强不锈钢复杂精密构件的快速制造与直接制造。
35.下面结合具体实例,对本技术实施例的不锈钢构件制备方法进行说明。
36.具体实例1中以φ13mm
×
71mm标准试样成形为例进行说明。
37.具体实例1中的03cr11ni9co6mo3高强不锈钢激光选区熔化成形方法包括如下步骤:
38.步骤一:利用03cr11ni9co6mo3高强不锈钢棒材进行旋转电极雾化制粉,得到粒径范围为15μm~53μm的金属粉料;
39.步骤二:利用步骤一得到的粉料进行激光选区熔化成形,采用成形参数,激光功率295w,扫描速度为1000mm/s,扫描间距为0.10mm,光斑直径0.10mm,铺粉层厚0.04mm,得到03cr11ni9co6mo3高强不锈钢标准试样成形件;
40.步骤三:将步骤二得到的试样成形件进行固溶 冷处理 时效处理;
41.步骤四:采用游标卡尺对试样主要尺寸进行检测,试样的主要尺寸测得值为70.94mm~70.96mm,成形精度0.08mm/100mm,符合要求;采用金相法对试样致密度进行评判,50倍视场下,致密度为99.93%,大于99.9%;进行力学性能测试,结果见表1:03cr11ni9co6mo3高强不锈钢试样性能测试值,符合技术指标要求:
42.表1
[0043][0044]
具体实例2
[0045]
以制备某型液体火箭发动机高强不锈钢阀门壳体为例进行说明。
[0046]
具体实例2中的03cr11ni9co6mo3高强不锈钢激光选区熔化成形方法包括如下步骤:
[0047]
步骤一:利用03cr11ni9co6mo3高强不锈钢棒材进行旋转电极雾化制粉,得到粒径范围为15μm~53μm的金属粉料,粉末质量400kg;
[0048]
步骤二:利用步骤一得到的粉料进行激光选区熔化成形,采用成形参数,激光功率315w,扫描速度为960mm/s,扫描间距为0.11m,光斑直径0.10mm,铺粉层厚0.04mm,得到03cr11ni9co6mo3高强不锈钢阀门壳体,其中,图2为成形的某型液体火箭发动机高强不硒鼓阀门壳体示意图。
[0049]
步骤三:将步骤二得到的阀门壳体成形件进行固溶 冷处理 时效处理;
[0050]
步骤四:采用游标卡尺对试样主要尺寸进行检测,构件直接成形尺寸精度满足
±
0.07mm/100mm;采用金相法对产品同炉试样致密度进行评判,50倍视场下,致密度为99.96%;进行力学性能测试,结果见表2:某型液体火箭发动机高强不锈钢阀门壳体性能测试值,符合型号产品技术指标要求:
[0051]
表2
[0052][0053]
综上所述,经本技术的激光选区熔化增材制造方法制备的一种03cr11ni9co6mo3高强不锈钢复杂构件,构件材料成形致密度不低于99.9%;构件直接成形尺寸精度满足
±
0.1mm/100mm;常温时,rm不低于1250n/mm2,rp0.2不低于1150n/mm2,a不低于10%,z不低于40%,ku2不低于55j;-196℃时,ku2不低于35j,可满足一种03cr11ni9co6mo3高强不锈钢强度及塑性的要求。
[0054]
需要说明的是,以上说明仅是本发明的优选实施方式,应当理解,对于本领域技术人员来说,在不脱离本发明技术构思的前提下还可以做出若干改变和改进,这些都包括在本发明的保护范围内。
[0055]
以上所述,仅为本发明最佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,可轻易想到的变化或替换,都应涵盖在本发明的保护范围之内。
[0056]
本发明说明书中未作详细描述的内容属于本领域技术人员的公知技术。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
