1.本发明涉及自动化技术领域,具体涉及一种塑料螺母自动装配设备。
背景技术:
2.在生产中的装配线经常会用到多工位的装配,在多工位装配时会产生很多不可控的因素,给自动化装配产生了难度。
3.螺栓螺母的装配属于多工位装配,产品在生产出来后,需要人工将螺栓与缓冲垫进行装配,再将螺栓和螺母进行装配,人工装配耗时长,效率低,而且螺栓与缓冲垫的装配是最困难的,这两者之间属于过盈配合,工人在塞的时候需要花费的人工与时间是最长的。
技术实现要素:
4.本发明的目的在于针对现有技术的缺陷和不足,提供一种塑料螺母自动装配设备。
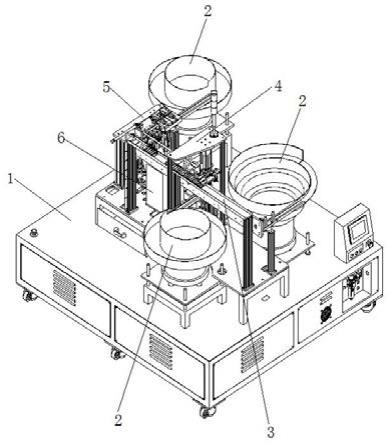
5.为实现上述目的,本发明采用的技术方案是:一种塑料螺母自动装配设备,包括操作台和位于操作台内的plc控制系统,其创新点在于:所述操作台上分别设置三个振动盘,三个所述振动盘分别放置螺栓、缓冲垫和螺母;所述操作台上还设置输送机构、缓冲垫装配机构、螺母装配机构和集料箱,所述缓冲垫装配机构和螺母装配机构分别对接用于放置缓冲垫的振动盘和放置螺母的振动盘,所述输送机构的输入端设置用于放置螺栓的振动盘,所述输送机构的输出端设置螺母装配机构,所述输送机构的中间设置缓冲垫装配机构,所述集料箱位于缓冲垫装配机构和螺母装配机构之间。
6.进一步的,所述输送机构包括拖链线性导轨,所述链线性导轨的滑块上设置两块气缸固定板,且两块气缸固定板之间设置连接杆,所述连接杆使得两块气缸固定板同步运动,所述气缸固定板上均设置夹取机构。
7.进一步的,所述夹取机构包括固定在气缸固定板上的下移气缸,所述下移气缸的活塞杆上设置l型固定板,所述l型固定板的下端设置一对第一气爪,且其中一个第一气爪固定在l型固定板上,另一个第一气爪通过设置横向电动伸缩杆进行横向左右移动,所述第一气爪的活塞杆上设置第一夹块。
8.进一步的,所述缓冲垫装配机构包括多个立柱,所述立柱顶部设置安装板,所述安装板的下表面悬挂设置下压气缸,所述下压气缸的活塞杆上设置压板;还包括一对顶升气缸,所述顶升气缸的活塞杆上设置顶杆,所述顶杆贯穿设置接料槽,所述接料槽与装有缓冲垫的振动盘连接,所述接料槽通过设置支架固定在操作台上,所述接料槽位于压板正下方。
9.进一步的,所述安装板顶部设置三色报警灯,所述三色报警灯与plc控制系统连接。
10.进一步的,所述螺母装配机构包括龙门架,所述龙门架上设置平移电动伸缩杆和滑轨组件,所述滑轨组件的滑块上设置一对第二气爪,所述第二气爪的活塞杆上设置第二夹块,所述第二气爪的底部设置连接板与平移电动伸缩杆的活塞杆固定连接;还包括支撑
柱和气缸安装柱,所述支撑柱的顶端设置接料板,所述接料板与装有螺母的振动盘连接,所述气缸安装柱上设置顶料气缸,所述顶料气缸的活塞杆上设置一对顶柱,所述顶柱贯穿接料板设置;还包括安装座,所述安装座上设置一对旋转电机和一对转轴,所述旋转电机的输出轴上设置主动轮,所述转轴通过设置轴承座与安装座固定连接,所述转轴的下端设置从动轮,所述从动轮与主动轮之间通过皮带传动连接,所述转轴的顶部设置第三气爪,所述第三气爪的活塞杆上设置第三夹块,所述第三气爪位于第二气爪的活动轨迹上,所述安装座底部设置抬升机构。
11.进一步的,所述集料箱上设置倾斜的导向板。
12.采用上述结构后,本发明有益效果为:本发明结构简单、使用方便,能够实现自动化装配,不仅能够提高工作效率和产品质量,而且可以降低人工成本。
附图说明
13.图1为本发明的结构示意图;图2为本发明中输送机构的结构示意图;图3为图2中a的放大示意图;图4为本发明中缓冲垫装配机构的结构示意图;图5为本发明中螺母装配机构的结构示意图。
14.附图标记说明:1操作台、2振动盘、3输送机构、31拖链线性导轨、32气缸固定板、33连接杆、34下移气缸、35 l型固定板、36第一气爪、37横向电动伸缩杆、38第一夹块、4缓冲垫装配机构、41立柱、42安装板、43下压气缸、44压板、45顶升气缸、46顶杆、47接料槽、48支架、49三色报警灯、5螺母装配机构、51龙门架、52平移电动伸缩杆、53滑轨组件、54第二气爪、55第二夹块、56连接板、57支撑柱、58气缸安装柱、59接料板、510顶料气缸、511顶柱、512安装座、513旋转电机、514转轴、515主动轮、516轴承座、517从动轮、518第三气爪、519第三夹块、6集料箱。
具体实施方式
15.下面结合附图对本发明作进一步的说明。
16.为了使本发明的目的、技术方案及优点更加清楚明白,以下结合附图及具体实施方式,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施方式仅用以解释本发明,并不用于限定本发明。
17.参看图1,一种塑料螺母自动装配设备,包括操作台1和位于操作台内的plc控制系统,操作台上分别设置三个振动盘2,三个所述振动盘分别放置螺栓、缓冲垫和螺母;操作台1上还设置输送机构3、缓冲垫装配机构4、螺母装配机构5和集料箱6,缓冲垫装配机构4和螺母装配机构5分别对接用于放置缓冲垫的振动盘和放置螺母的振动盘,输送机构3的输入端设置用于放置螺栓的振动盘,输送机构3的输出端设置螺母装配机构5,输送机构3的中间设置缓冲垫装配机构4,集料箱6位于缓冲垫装配机构4和螺母装配机构5之间。具体的,振动盘2、输送机构3、缓冲垫装配机构4和螺母装配机构5均与plc控制系统电性连接,通过plc控制系统进行设置和控制;设备中还设置多个传感器,辅助个部件机构进行定位,提高操作的准
确性;输送机构3将螺栓抓取后移动至缓冲垫装配机构4进行安装缓冲垫,再移动至螺母装配机构5进行安装螺母,最后再被输送机构3送至集料箱6内。
18.参看图2,输送机构3包括拖链线性导轨31,链线性导轨31的滑块上设置两块气缸固定板32,且两块气缸固定板32之间设置连接杆33,连接杆33使得两块气缸固定板同步运动,气缸固定板32上均设置夹取机构。夹取机构夹取螺栓通过拖链线性导轨31进行移动,移动至缓冲垫装配机构4进行安装缓冲垫,移动至螺母装配机构5进行安装螺母。
19.参看图3,夹取机构包括固定在气缸固定板上的下移气缸34,下移气缸34的活塞杆上设置l型固定板35,l型固定板35的下端设置一对第一气爪36,且其中一个第一气爪固定在l型固定板上,另一个第一气爪通过设置横向电动伸缩杆37进行横向左右移动,第一气爪36的活塞杆上设置第一夹块38。当夹取机构移动至螺栓上方时,下移气缸34将第一气爪36向下运动,再启动第一气爪36对螺栓进行抓取;第一气爪通过设置横向电动伸缩杆37进行横向左右移动能够对第一气爪36之间的间距进行调节,满足螺栓之间不同间距的使用。
20.参看图4,缓冲垫装配机构4包括多个立柱41,立柱41顶部设置安装板42,安装板42的下表面悬挂设置下压气缸43,下压气缸43的活塞杆上设置压板44;还包括一对顶升气缸45,顶升气缸45的活塞杆上设置顶杆46,顶杆46贯穿设置接料槽47,接料槽47与装有缓冲垫的振动盘连接,接料槽47通过设置支架48固定在操作台上,接料槽47位于压板44正下方。缓冲垫在接料槽47处待位,螺栓被夹取机构抓取后移动放置在接料槽47上,也就是放置在缓冲垫上,下压气缸43启动,压板44下压,同时顶升气缸45启动,顶杆46上升,配合压板44将缓冲垫压入螺栓的底部,完成缓冲垫的安装。
21.本实施例中,安装板42顶部设置三色报警灯49,三色报警灯与plc控制系统连接。当装配过程中出现操作错误时,三色报警灯49发出警告,进行报警,提醒工作人员。
22.参看图5,螺母装配机构5包括龙门架51,龙门架51上设置平移电动伸缩杆52和滑轨组件53,滑轨组件52的滑块上设置一对第二气爪54,第二气爪54的活塞杆上设置第二夹块55,第二气爪54的底部设置连接板56与平移电动伸缩杆52的活塞杆固定连接;还包括支撑柱57和气缸安装柱58,支撑柱57的顶端设置接料板59,接料板59与装有螺母的振动盘连接,气缸安装柱58上设置顶料气缸510,顶料气缸510的活塞杆上设置一对顶柱511,顶柱511贯穿接料板59设置;还包括安装座512,安装座512上设置一对旋转电机513和一对转轴514,旋转电机513的输出轴上设置主动轮515,转轴514通过设置轴承座516与安装座512固定连接,转轴514的下端设置从动轮517,从动轮517与主动轮515之间通过皮带(图中未示)传动连接,转轴514的顶部设置第三气爪518,第三气爪518的活塞杆上设置第三夹块519,第三气爪518位于第二气爪54的活动轨迹上,安装座底部设置抬升机构。将已经安装缓冲垫的螺栓通过夹取机构移动至第三气爪518处,并放置在第三夹块519内,通过第三气爪518进行抓紧,同时螺母在接料板59上待位,顶料气缸510通过顶柱511将螺母顶出后,第二气爪54启动,通过第二夹块55将螺母抓取,并通过平移电动伸缩杆52移动至螺栓正上方,再启动旋转电机513,通过主动轮515和从动轮517带动转轴进行转动,转轴带动第三气爪518进行转动,第三气爪518带动螺栓进行转动,同时抬升机构将整个安装座512进行抬升,从而使得螺栓一边旋转一边抬升旋入螺母中,从而实现了螺栓与螺母的安装,安装完成后,再被夹取机构放入集料箱内;抬升机构可以为抬升气缸。
23.本实施例中,集料箱6上设置倾斜的导向板,方便装配完成后的产品落入集料箱6
内。
24.本发明的工作原理:夹取机构夹取螺栓通过拖链线性导轨31进行移动,移动至缓冲垫装配机构4进行安装缓冲垫,具体的,缓冲垫在接料槽47处待位,螺栓被夹取机构抓取后移动放置在接料槽47上,也就是放置在缓冲垫上,下压气缸43启动,压板44下压,同时顶升气缸45启动,顶杆46上升,配合压板44将缓冲垫压入螺栓的底部,完成缓冲垫的安装,再移动至螺母装配机构5进行安装螺母,具体的,螺栓通过夹取机构移动至第三气爪518处,并放置在第三夹块519内,通过第三气爪518进行抓紧,同时螺母在接料板59上待位,顶料气缸510通过顶柱511将螺母顶出后,第二气爪54启动,通过第二夹块55将螺母抓取,并通过平移电动伸缩杆52移动至螺栓正上方,再启动旋转电机513,通过主动轮515和从动轮517带动转轴进行转动,转轴带动第三气爪518进行转动,第三气爪518带动螺栓进行转动,同时抬升机构将整个安装座512进行抬升,从而使得螺栓一边旋转一边抬升旋入螺母中,从而实现了螺栓与螺母的安装,安装完成后,再被夹取机构放入集料箱内。
25.以上所述,仅用以说明本发明的技术方案而非限制,本领域普通技术人员对本发明的技术方案所做的其它修改或者等同替换,只要不脱离本发明技术方案的精神和范围,均应涵盖在本发明的权利要求范围当中。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。