1.本发明涉及一种开槽割断一体数控雕刻机及其工作方法,属于cnc数控开料机雕刻机的技术领域。
背景技术:
2.cnc加工(cnc machining)数控加工是指用数控加工工具进行的加工。cnc指数控机床由数控加工语言进行编程控制,通常为g代码。数控加工g代码语言告诉数控机床的加工刀具采用何种笛卡尔位置坐标,并控制刀具的进给速度和主轴转速,以及工具变换器、冷却剂等功能。
3.90
°
组装角加工和板材裁切是利用cnc数控雕刻机进行板式家具和板材包装生产的两个重要工艺环节;
4.(一)90
°
组装角工艺:目前行业内生产有组装角产品(例如相框,方形板材盒子,小家具等)的方法是,首先采用数控开料机对板材进行切割,然后使用开角机对已经切割好的板材进行角处理后再组装;该加工方式工艺复杂繁琐,且组装难度大,产品精准度低。
5.(二)板材裁切:当前数控开料机切割板材采用垂直主轴安装直刀刀具切割板材,当前方式有以下缺点:第一,机床走刀速度慢,加工效率低;第二,通常需要安装6kw以上大功率主轴,用电量大;第三,刀具直径一般在6mm以上,裁切口宽,造成一定的材料浪费。
6.另外,现有技术中的机床在一个方向完成加工操作后,在进行垂直方向加工时,需要对板材进行90
°
旋转,加工效率低、费工费力且安全性差。
技术实现要素:
7.针对现有技术的不足,本发明提供一种开槽割断一体数控雕刻机。
8.本发明还提供一种上述数控雕刻机的工作方法。
9.发明概述:本发明雕刻机的机头可完成板材开角或切割。切割机头采用3mm薄锯片,减少切割阻力的同时,配备小功率主轴,达到快速和节约电能的效果;同时,有效解决了现有开角加工工艺繁琐,工艺流程多,需要多台设备加工材料,且加工精度差等问题。
10.本发明提供如下技术方案:
11.一种开槽割断一体数控雕刻机,包括步进电机、轴承连接上板、轴承连接下板和轴杆;步进电机固定设置在轴承连接上板上;所述轴杆转动设置在轴承连接上板上;所述步进电机的输出轴通过轴杆连接轴承连接下板;所述轴承连接下板上固定设置有风冷主轴;所述风冷主轴的输出轴上设置有加工刀具。加工过程中风冷主轴提供刀具加工动力,通过cnc程序控制步进电机在需要转换加工方向的位置上使主轴在水平方向上转动90
°
,实现板材的横向或纵向开角和裁切。
12.优选的,所述步进电机为57混合步进电机。
13.优选的,所述步进电机的输出轴通过减速机连接轴杆;所述轴杆通过交叉滚子轴承转动设置在轴承连接上板上;所述轴承连接下板设置在轴杆的末端。轴承连接板上板和
下板之间使用交叉滚子轴承,确保转动顺滑,衔接稳定。步进电机连接减速机后为主轴提供转动90
°
角的动力。
14.优选的,所述轴承连接上板的上表面设置有一对三角支撑板;一对三角支撑板对称设置在轴承连接上板的前后两侧边上;三角支撑板的一个边固定设置在轴承连接上板的上表面,另一个边固定设置在机床上。通过三角支撑板连接机床和轴承连接上板,结构稳定,重量轻。
15.优选的,所述风冷主轴水平设置在轴承连接下板上,所述风冷主轴的输出轴与步进电机的输出轴垂直设置;风冷主轴上设置的加工刀具为锯片。
16.进一步优选的,所述风冷主轴为1.5kw主轴;加工刀具为135mm
×
3mm锯片。
17.优选的,所述轴承连接下板的端部设置有楔形连接面;所述楔形连接面上固定设置有主轴安装板,风冷主轴固定设置在主轴安装板上;轴承连接下板与主轴安装板呈45度角;所述加工刀具为开角刀具。
18.进一步优选的,所述开角刀具的圆周上设置有多个刀片固定凸台,刀片固定凸台上固定设置有刀片,所述刀片的长边和短边均有刀刃。
19.一种上述数控雕刻机的工作方法,包括步骤如下:
20.1)根据加工需求,在轴承连接下板上安装锯片或开角刀具;如果是开角操作,则在轴承连接下板端部的楔形连接面上固定设置风冷主轴,风冷主轴上设置有锯片;如果是切割操作,则在轴承连接下板的下表面设置风冷主轴,风冷主轴上设置有开角刀具;
21.2)根据加工要求对板材进行开角或切割操作;
22.3)步进电机控制轴承连接下板90
°
旋转,实现加工方向改变;加工刀具对90
°
方向的板材进行加工。
23.优选的,当进行开角操作时,所述刀片长边和短边上的刀刃分别切削两个斜面;由于,轴承连接下板与主轴安装板呈45度角设置,使刀片长边切削得到一个与水平面成45
°
的斜面,同时刀片短边切削得到一个与水平面成45
°
的斜面;此时被加工的板材底部仍有部分黏连,后续将板材沿着被开角的凹槽直接弯折,即得到两个垂直板面。
24.本发明的有益效果是:
25.1、本发明可以在数控机床上直接对板材进行90
°
开角,且材料开90
°
角处可以保持少量粘连,以此保持半成品的完整性,后期可直接进行弯折操作,大大降低组装难度,提高组装效率;
26.2、本发明在一个方向完成加工操作(切割或开角)后,在进行垂直方向加工时,步进电机控制轴承连接下板90
°
旋转,即可实现加工方向的改变,避免了人工对板材的操作,提高加工效率和操作安全;
27.3、本发明可根据切割或开角需求,在轴承连接下板上安装锯片或开角刀具,一机多用,提高了整体的生产效率,减少了企业在设备采购上的成本投入;
28.4、本发明采用1.5kw主轴直连135mm
×
3mm锯片切割板材,机床进给速度快,生产效率高,主轴功率小耗电量低;裁切口大幅缩窄,节约原材料的同时提高了产品加工精度。
附图说明
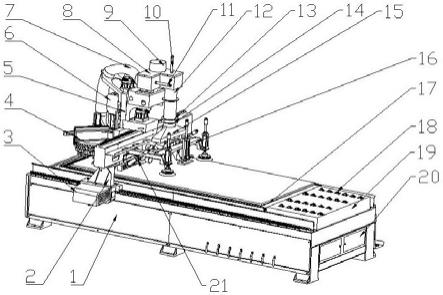
29.图1为实施例1所述开槽割断一体数控雕刻机的整体结构示意图;
30.图2为实施例1所述开槽割断一体数控雕刻机的拆分结构示意图;
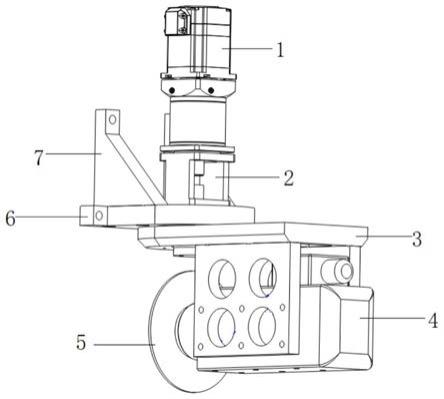
31.图3为实施例2所述开槽割断一体数控雕刻机的整体结构示意图;
32.图4为实施例2所述开槽割断一体数控雕刻机的拆分结构示意图;
33.图5为开角刀具的结构示意图;
34.图6为开角刀具的立体结构示意图;
35.其中,1、步进电机,2、减速机,3、轴承连接下板,4、风冷主轴,5、锯片,6、轴承连接上板,7、三角支撑板,8、开角刀具,9、电机支架,10、轴杆,11、交叉滚子轴承,12、电机固定板,13、主轴抱座,14、主轴安装板,15、楔形连接面。
具体实施方式
36.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
37.以下施例中,风冷主轴为佛山市楚州电机科技有限公司的hm46-53;57步进电机为佛山市楚州电机科技有限公司的57hbp112al4;减速机为佛山市楚州电机科技有限公司px57n010s0。步进电机1为57混合步进电机。
38.实施例1
39.如图1、图2所示。
40.一种开槽割断一体数控雕刻机,包括步进电机1、轴承连接上板6、轴承连接下板3和轴杆10;步进电机1通过电机支架9固定设置在轴承连接上板上;所述轴杆10转动设置在轴承连接上板6上;所述步进电机1的输出轴通过轴杆10连接轴承连接下板3;所述轴承连接下板3上固定设置有风冷主轴4;所述风冷主轴4的输出轴上设置有加工刀具。
41.所述步进电机1的输出轴通过减速机2连接轴杆10;所述轴杆10通过交叉滚子轴承11转动设置在轴承连接上板6上;所述轴承连接下板3设置在轴杆10的末端。轴承连接板上板6和下板之间使用交叉滚子轴承11,确保转动顺滑,衔接稳定。
42.所述风冷主轴4通过电机固定板12水平设置在轴承连接下板3上,所述风冷主轴4的输出轴与步进电机1的输出轴垂直设置;风冷主轴4上设置的加工刀具为锯片5。
43.所述风冷主轴1为1.5kw主轴;加工刀具为135mm
×
3mm锯片。
44.实施例2
45.如图3、图4所示。
46.如实施例1所述的开槽割断一体数控雕刻机,不同的是,所述轴承连接下板3的端部设置有楔形连接面15;所述楔形连接面15上固定设置有主轴安装板14,风冷主轴4通过主轴抱座13固定设置在主轴安装板14上,轴承连接下板3与主轴安装板14呈45度角;所述加工刀具为开角刀具8。
47.实施例3
48.如图5、图6所示。
49.如实施例1所述的开槽割断一体数控雕刻机,进一步的,所述开角刀具8的圆周上设置有多个刀片固定凸台,刀片固定凸台上固定设置有刀片,所述刀片的长边和短边均有
刀刃。
50.实施例4
51.如实施例1所述的开槽割断一体数控雕刻机,进一步的,所述轴承连接上板6的上表面设置有一对三角支撑板7;一对三角支撑板7对称设置在轴承连接上板6的前后两侧边上;三角支撑板7的一个边固定设置在轴承连接上板6的上表面,另一个边固定设置在机床上。通过三角支撑板7连接机床和轴承连接上板,结构稳定,重量轻。
52.实施例5
53.一种实施例1-3任意一项所述数控雕刻机的工作方法,包括步骤如下:
54.1)根据加工需求,在轴承连接下板3上安装锯片5或开角刀具8;如果是开角操作,则在轴承连接下板3端部的楔形连接面15上固定设置风冷主轴4,风冷主轴4上设置有锯片5;如果是切割操作,则在轴承连接下板3的下表面设置风冷主轴4,风冷主轴4上设置有开角刀具8;
55.2)根据加工要求对板材进行开角或切割操作;
56.3)步进电机控制轴承连接下板3旋转90
°
,实现加工方向改变;加工刀具对90
°
方向的板材进行加工。
57.当进行开角操作时,所述刀片长边和短边上的刀刃分别切削两个斜面;由于,轴承连接下板3与主轴安装板14呈45度角设置,使刀片长边切削得到一个与水平面成45
°
的斜面,同时刀片短边切削得到一个与水平面成45
°
的斜面;此时被加工的板材底部仍有部分黏连,后续将板材沿着被开角的凹槽直接弯折,即得到两个垂直板面。
58.本实施例加工板材相关参数与现有雕刻机加工板材的相关参数对比如下:
[0059] 材料口宽度对比加工进给速度对比主轴能耗对比现有雕刻机6mm8m/min6-7.5kw/h本发明雕刻机3.2-3.5mm20m/min1.5kw/h
[0060]
最后应当说明的是,以上内容仅用以说明本发明的技术方案,而非对本发明保护范围的限制,本领域的普通技术人员对本发明的技术方案进行的简单修改或者等同替换,均不脱离本发明技术方案的实质和范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。