1.本发明涉及一种涂覆模具,尤其涉及一种狭缝涂布模头。
背景技术:
2.在印刷涂膜工艺的研究领域,主流的涂膜技术主要以旋涂匀胶,真空蒸镀和磁控溅射为主。在商业化量产领域主要以丝网印刷,涂布,喷墨打印和真空蒸镀为主。狭缝涂布技术属于涂布中的一种,能够以非接触式涂覆方式制备高质量高精度的薄膜,在精密功能薄膜制作领域具有非常重要的意义。
3.传统的狭缝涂布技术的成膜质量存在无法满足高精度的要求现象。特别是狭缝涂布过程中,通常会出现流体在模头腔体内部容易混杂气泡的情况,进而引起涂布薄膜出现孔洞,厚度不均匀等现象,进而会影响最终产品的性能。目前存在的一些技术方案,比如,增加机械装置使模头倒置排气,但是,该方案调节幅度有限,且工序复杂影响正常操作流程,无法彻底解决由于气泡而产生的薄膜有孔洞、厚度不均匀等的问题。
4.因此,亟需提供一种双孔可排气的狭缝涂布模头,以实现高效排除模头腔体内部的气体,进而提高涂膜精度。
技术实现要素:
5.本发明的目的在于提供一种狭缝涂布模头。本发明的狭缝涂布模头可实现高效排除模头腔体内部的气体,以解决由于气泡而产生的薄膜有孔洞、厚度不均匀等的问题,进而提高涂膜精度。
6.本发明的目的是通过如下技术方案实现的。
7.本发明提供一种狭缝涂布模头,其包括上模、下模和位于上模和下模之间的垫片;
8.所述下模设置有至少一个进料通道、至少一个排气通道和物料腔,所述排气通道位于所述进料通道的上方;所述排气通道和所述进料通道分别与所述物料腔相连通;所述进料通道用于供涂布料液进入;所述排气通道用于排出物料腔内的气体;
9.所述下模还具有第一突起部;
10.所述上模具有与所述第一突起部相对应的第二突起部;
11.所述垫片设置有开口和凹槽,所述凹槽与所述开口相连通;
12.所述上模、凹槽和下模之间形成狭缝通道;所述物料腔与所述狭缝通道相连通,用于涂布料液流通;
13.所述第一突起部、开口和第二突起部之间形成狭缝通道出料口,用于供涂布料液流出并进行涂布。这样有利于将涂布模头内腔的气体排出,而提高涂膜精度,使得涂布薄膜的厚度更均匀。
14.本发明经过研究和实验发现,通过设置位于进料通道上方的排气通道,可以实现涂布模头内腔的气体的排出,可使得涂布薄膜厚度更均匀,提高了涂膜精度。本发明的狭缝涂布模头所得到的薄膜厚度很薄。薄膜厚度在300nm至30μm。所述涂布模头内腔为上膜、下
模和垫片之间形成的腔体,包括所述狭缝通道。本发明可以避免原先的模头倒置排气的工艺,因为模头倒置会破坏已调试好的零点位置参数,且经常装卸影响工序时间,造成不必要的损失。
15.在本发明中,当涂布模头正置使用(即上模在上方,下模在下方)或倒置时,排气通道均位于进料通道的上方即可。也就是说,当涂布模头在不同的使用状态(比如倒置)下,进料通道可能成为排气通道,而排气通道可能成为进料通道。
16.根据本发明的一个实施方式,所述下模设置有一个进料通道和一个排气通道,所述排气通道位于所述进料通道的上方。
17.在本发明中,垫片可以是金属材料,复合高分子材料或特种高分子材料(如peek)等制成的。垫片的开口设置于垫片的边缘,垫片的凹槽设置于垫片的中部,且凹槽与开口相连通。凹槽的形状可以根据涂布料液的流动性能进行调整。比如,涂布料液的流动性太好或者太差,则需要设计不同的凹槽,比如更改长度或宽度,斜面的长度或角度等等,以保证在狭缝通道出料口出来的涂布料液是稳定的,易于调控的。
18.根据本发明的一个具体实施方式,凹槽由大v形部和长方形部构成,大v形部和长方形部相连通。
19.在某些实施方案中,所述上模上设置有用于调节狭缝通道出料口宽度的组件,用于实现微小调节狭缝通道出料口的出液宽度。所述用于调节狭缝通道出料口宽度的组件的结构没有特别限定,本领域已知的哪些即可。
20.根据本发明的狭缝涂布模头,优选地,所述下模具有顶面部、底面部、定位紧固面部和斜面部,且所述顶面部与所述底面部相对设置,所述定位紧固面部与所述斜面部相对设置;所述顶面部和所述斜面部之间相交并形成第一突起部;
21.所述垫片与所述顶面部贴合;
22.所述物料腔设置于所述顶面部上;
23.所述定位紧固面部上设置有进料孔和排气孔;所述排气孔位于所述进料孔的上方;
24.所述进料孔与所述物料腔相连通,并形成所述进料通道;
25.所述排气孔与所述物料腔相连通,并形成所述排气通道。这样有利于将涂布模头内腔的气体排出,而提高涂膜精度。
26.根据本发明的一个实施方式,所述下模具有顶面部、底面部、定位紧固面部、斜面部、第一侧面部和第二侧面部,且所述顶面部与所述底面部相对设置,所述定位紧固面部与所述斜面部相对设置;所述顶面部和所述斜面部之间相交并形成第一突起部;第一侧面部和第二侧面部相对设置;所述顶面部、底面部、定位紧固面部和斜面部形成截面为梯形的结构。
27.根据本发明的一个具体实施方式,所述垫片位于所述下模的顶面部和所述上模之间。
28.在本发明中,所述排气通道用于将物料腔内的气体以及狭缝通道内的气体排出。
29.在本发明中,所述物料腔为在所述下模的顶面部上设置的凹陷结构。
30.根据本发明的狭缝涂布模头,优选地,所述物料腔上设置有进料口和排气口;所述进料孔与所述进料口相连通,并形成所述进料通道;所述排气孔与所述排气口相连通,并形
成所述排气通道。这样有利于在不影响进料的情况下,将涂布模头内腔的气体排出。
31.在某些实施方案中,所述进料口朝向所述狭缝通道的一侧设置为圆弧形结构。这样的结构可以起到一定的导流作用,缓解涂布料液在进料口处的阻力不均匀的因素。
32.根据本发明的狭缝涂布模头,优选地,还包括双通开关,所述双通开关与所述排气孔相连,用于控制排气通道的开闭。这样有利于控制涂布模头内腔的气体的排出时机,提高涂膜精度。
33.在本发明中,双通开关为二通阀。
34.在本发明中,双通开关开启时,排气孔出液阻力远小于狭缝通道出料口的出液阻力,在不需要堵塞涂布模头的狭缝通道的条件下,可实现狭缝涂布模头内腔的气体排出。双通开关关闭时,可正常实现涂布工作。
35.根据本发明的狭缝涂布模头,优选地,还包括连接块和转换接头;其中,
36.所述连接块设置于所述定位紧固面部上,且所述连接块上设置有与所述进料孔和所述排气孔相对应的连接孔;
37.所述转换接头分别设置于所述连接孔上;
38.所述双通开关与排气孔对应的转换接头相连,用于控制排气通道的开闭。这样有利于双通开关的安装和固定。
39.在本发明中,通过在所述定位紧固面部上设置连接块,连接块上设置有与所述进料孔和所述排气孔相对应的连接孔;并通过在连接孔上设置转换接头,从而方便连接双通开关。
40.在某些实施方案中,所述连接块与所述定位紧固面部之间设置有硅胶垫,用于密封以及保护定位紧固面部;硅胶垫上设置有分别与进料孔和排气孔相对应的硅胶垫孔。
41.根据本发明的狭缝涂布模头,优选地,所述物料腔的横截面呈椭圆形、u形、方形或v形。
42.根据本发明的一个实施方式,所述物料腔的横截面呈v形。根据本发明的一个具体实施方式,v形的夹角为大于0度小于180度,且v形夹角的顶点靠近定位紧固面部。
43.根据本发明的狭缝涂布模头,优选地,还包括卡扣和压条;
44.所述下模和所述上模分别还具有第一侧面部和第二侧面部,第一侧面部和第二侧面部相对设置;所述第一侧面部和第二侧面部上分别设置有卡扣;
45.所述压条设置于卡扣与所述第一侧面部或第二侧面部之间,用于密封所述狭缝通道出料口的两侧。
46.在某些实施方案中,所述压条为硅胶条。在另一些实施方案中,所述压条为高分子化合物密封胶条。
47.在本发明中,卡扣的结构没有特别限制,本领域已知的那些即可。
48.根据本发明的狭缝涂布模头,优选地,所述上模和所述下模的横截面均呈梯形,所述上模和所述下模对称设置;所述上模、垫片和下模之间通过螺栓固定连接。这样有利于形成性能稳定的狭缝涂布模头。
49.根据本发明的一个实施方式,所述上模的截面呈梯形,所述上模与所述下模相对称。
50.在本发明中,为了实现上模和下模的装配精度和可靠性,可以设置多个定位孔而
供螺栓穿过固定。
51.根据本发明的狭缝涂布模头,优选地,还包括进料泵,所述进料泵与所述进料孔相连通,用于将涂布料液泵入至所述进料通道;所述进料泵选自活塞泵、柱塞泵、齿轮泵、螺杆泵或叶片泵中的一种。
52.在某些实施方案中,所述狭缝涂布模头还包括进料泵,所述进料泵与所述进料孔相连通,用于将涂布料液泵入至所述进料通道。
53.根据本发明的一个具体实施方式,所述进料泵为活塞泵。
54.在本发明中,所述进料泵还与料液储存容器相连。开启进料泵后,进料泵可以将料液储存容器内的涂布料液泵入至进料通道。
55.根据本发明的狭缝涂布模头,优选地,所述垫片的厚度为0.1~0.5mm。
56.在某些实施方案中,垫片的厚度为0.1mm。在另一些实施方案中,垫片的厚度为0.15mm。在再一些实施方案中,垫片的厚度为0.2mm。
57.本发明的狭缝涂布模头可实现高效排除模头腔体内部的气体(主要为物料腔内的气体),以解决由于气泡而产生的薄膜有孔洞、薄膜厚度不均匀等问题,进而提高涂膜精度。进一步地,本发明可根据狭缝涂布模头的使用状态,可将原来的进料通道作为排气通道,而同时将原来的排气通道换为进料通道,进一步提高生产效率。
附图说明
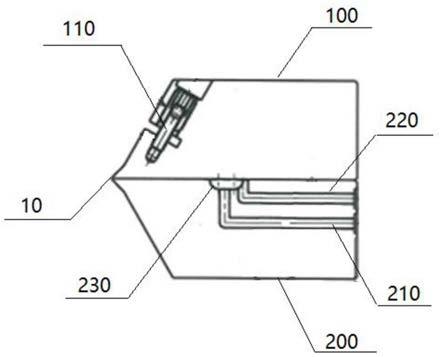
58.图1为本发明的一种狭缝涂布模头的截面的示意图。
59.图2为本发明的一种狭缝涂布模头的一种实施方式的垫片的示意图。
60.图3为本发明的一种狭缝涂布模头的下模的侧面示意图。
61.图4为本发明的一种狭缝涂布模头的正面示意图。
62.图5为本发明中采用实施例4和比较例1的狭缝涂布模头所得的薄膜的厚度的相关数据的对比图。
63.附图标记说明如下:
64.100-上模;110-用于调节狭缝通道出料口宽度的组件;200-下模;201-顶面部;202-底面部;203-定位紧固面部;204-斜面部;205-第一突起部;210-进料通道;211-进料孔;220-排气通道;221-排气孔;230-物料腔;300-垫片;310-开口;320-凹槽;10-狭缝通道出料口;30-螺栓孔;40-垫片螺孔;50-紧固面锁紧螺栓。
具体实施方式
65.下面结合具体实施例对本发明作进一步的说明,但本发明的保护范围并不限于此。
66.实施例1
67.图1为本发明的一种狭缝涂布模头的截面的示意图。图2为本发明的一种狭缝涂布模头的一种垫片的示意图。图3为本发明的一种狭缝涂布模头的下模的侧面示意图。图4为本发明的一种狭缝涂布模头的正面示意图。
68.如图1~图4所示,狭缝涂布模头包括上模100、下模200、位于上模100和下模200之间的垫片300和双通开关。
69.下模200设置有至少一个进料通道210、至少一个排气通道220和物料腔230。排气通道220位于进料通道210的上方。排气通道220和进料通道210分别与物料腔230相连通。进料通道210用于供涂布料液进入。排气通道220用于排出物料腔230内的气体。本实施例的狭缝涂布模头正置使用,进料通道就是图1中的进料通道210。
70.下模200还具有第一突起部205。下模200具有顶面部201、底面部202、定位紧固面部203、斜面部204、第一侧面部和第二侧面部,且顶面部201与底面部202相对设置,定位紧固面部203与斜面部204相对设置;第一侧面部和第二侧面部相对设置。顶面部201和斜面部204之间相交并形成所述第一突起部205。
71.物料腔230设置于顶面部201上。物料腔230的横截面呈v形。物料腔230上设置有进料口和排气口。
72.定位紧固面部203上设置有进料孔211和排气孔221。排气孔221位于进料孔211的上方。进料孔211与物料腔230的进料口相连通,并形成进料通道210。排气孔221与物料腔230的排气口相连通,并形成排气通道220。
73.垫片300与顶面部201贴合。开口210与第一突起部205靠近。
74.上模100具有与第一突起部205相对应的第二突起部。上模100和下模200的形状一致,上模100和下模200的横截面均呈梯形,上模100和下模200对称设置。
75.垫片300设置有开口310和凹槽320,凹槽320与开口310相连通。如图2所示,凹槽320由大v形部和长方形部构成,大v形部和长方形部相连通。上模100、凹槽320和下模200之间形成狭缝通道。物料腔230与狭缝通道相连通,用于涂布料液流通。
76.第一突起部205、开口310和第二突起部之间形成狭缝通道出料口,用于供涂布料液流出并进行涂布。
77.上模100、垫片300和下模200之间通过螺栓固定连接。垫片上设置有垫片螺孔40,下模设置有螺栓孔30,用于穿过螺栓而固定垫片300。垫片300上的垫片螺孔40未全部示出。上模100设置有用于调节狭缝通道出料口宽度的组件110。上模100和下模200还通过紧固面锁紧螺栓50紧固。
78.双通开关与排气孔221相连,用于控制排气通道220的开闭。本实施例的双通开关为二通阀。
79.实施例2
80.除了以下结构之外,其余与实施例1相同:
81.狭缝涂布模头还包括连接块和转换接头。连接块设置于定位紧固面部203上,且连接块上设置有与进料孔211和排气孔221相对应的连接孔。转换接头分别设置于连接孔上。双通开关与排气孔相对应的转换接头相连,用于控制排气通道220的开闭。
82.实施例3
83.除了以下结构之外,其余与实施例2相同:
84.所述狭缝涂布模头还包括卡扣和压条。上模100和下模200的第一侧面部和第二侧面部上分别设置有卡扣。压条设置于卡扣与第一侧面部之间,压条还设置于卡扣和第二侧面部之间,用于密封所述狭缝通道出料口10的两侧。
85.实施例4
86.除了以下结构之外,其余与实施例3相同:
87.所述狭缝涂布模头还包括进料泵。进料泵与进料孔211相连通,用于将涂布料液泵入至进料通道210。进料泵为活塞泵。
88.比较例1
89.与实施例4的区别仅在于,狭缝涂布模头未设置排气通道220。
90.实验例
91.分别采用实施例4和比较例1的狭缝涂布模头进行涂布,得到薄膜。将分别得到的薄膜在80cm
×
80cm范围内均匀取点测量膜厚度(薄膜厚度的单位为nm),见表1。将实施例4的薄膜所测得膜厚数据取平均值,然后将所测得的膜厚数据与平均值的差取绝对值。将比较例1的薄膜所测得膜厚数据取平均值,然后将所测得的膜厚数据与平均值的差取绝对值。将上述两组绝对值做柱形图,如图5所示。
92.实施例4和比较例1中所用垫片的厚度均为0.15mm。
93.图5中,实施例4-1代表本发明采用本发明实施例4的具有排气通道的狭缝涂布模头所得的数据结果。比较例1-1代表比较例1未采用具有排气通道的狭缝涂布模头所得的数据结果。
94.表1
[0095][0096]
从表1和图5可以看出,采用本发明的狭缝涂布模头所得的薄膜的厚度更均匀,说明本发明的狭缝涂布模头可以排除模头腔体内部的气体,可以改善所得薄膜的厚度的均匀性,提高涂膜精度。
[0097]
本发明并不限于上述实施方式,在不背离本发明的实质内容的情况下,本领域技术人员可以想到的任何变形、改进、替换均落入本发明的范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。