技术特征:
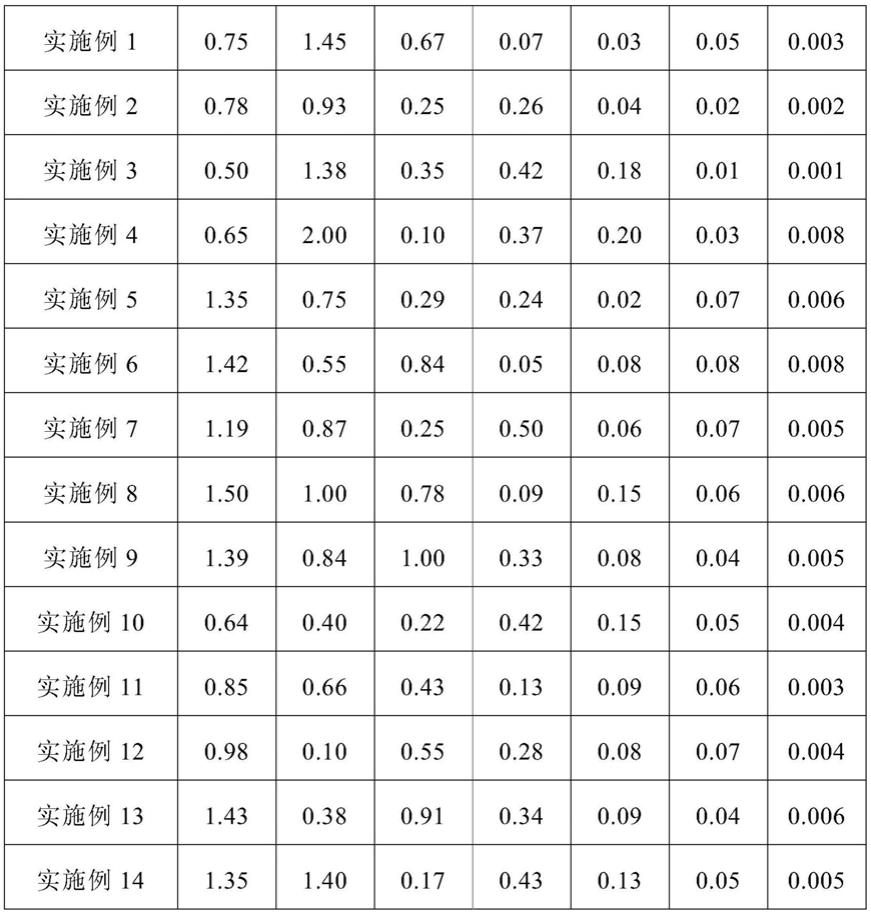
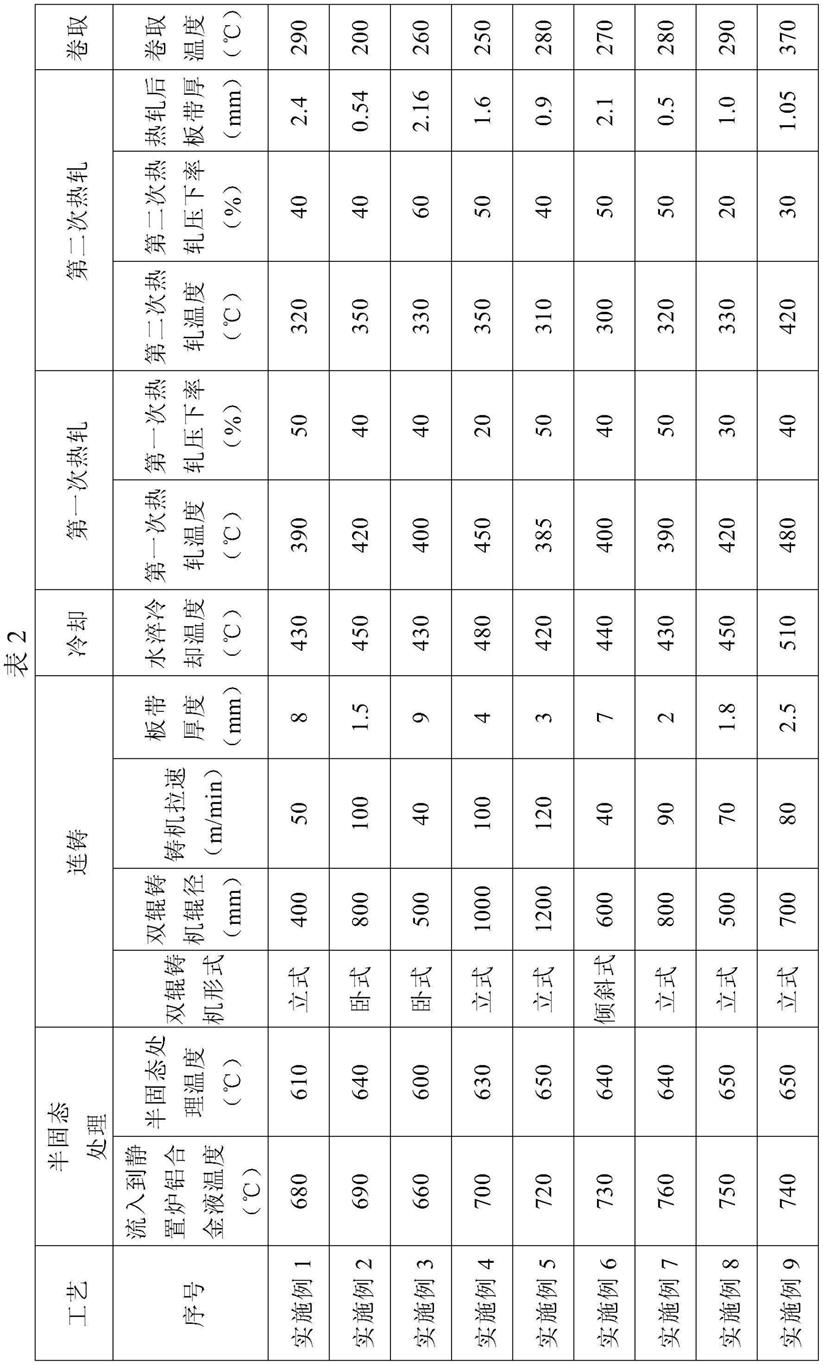
1.一种高性能新型6xxx铝合金薄带,其成分质量百分比为:si:0.5~1.5%、mg:0.1~2.0%、fe:0.1~1.0%、mn:0.05~0.5%、cu:0.02~0.2%、ti:0.01~0.08%、b:0.001~0.008%,余量为al和其他不可避免的杂质,且单个杂质含量≤0.05%,合计杂质含量≤0.15%;所述铝合金薄带微观组织为细小的等轴晶基体组织 弥散分布的硬质颗粒;所述硬质颗粒为:tic、tin、wc、sic、b4c、si3n4、bn中的一种或多种。2.如权利要求1所述的高性能新型6xxx铝合金薄带,其特征在于,所述铝合金薄带在自然时效条件即t4或t42态下可实现屈服强度180-250mpa,抗拉强度250-340mpa,延伸率28-37%,成形极限测试(在厚度1.0mm的规格下进行测试)fld0的范围在28-38%;所述铝合金薄带在人工时效条件即t6态下可实现屈服强度200-280mpa,抗拉强度270-360mpa,延伸率26-35%,成形极限测试(在厚度1.0mm的规格下进行测试)fld0的范围在25-35%;所述铝合金薄带在烤漆后,可实现屈服强度280-320mpa,抗拉强度350-400mpa,延伸率23-30%。3.如权利要求1或2所述的高性能新型6xxx铝合金薄带的制备方法,其特征是,包括如下步骤:1)冶炼按权利要求1所述的成分要求进行冶炼;2)纳米颗粒增强将冶炼好的铝合金液导入静置炉中静置,随后经流槽输送到前箱,经脱气、过滤后流入中间包,向中间包中的铝合金液中加入尺寸为5nm~10μm、熔点比铝熔点高的硬质颗粒,所述硬质颗粒的添加量为铝合金液的5~20wt%;其中导入静置炉中的铝合金液温度为780~850℃,中间包内铝合金液温度为730~800℃;3)喷射沉积、连铸采用惰性气体将从中间包流出的铝合金液雾化成细小的熔滴,熔滴沉积在双辊表面,采用双辊薄带连铸,获得厚度为2~6mm、宽度为1000~2200mm的铝合金铸带;惰性气体压力为0.8~2.0mpa,铝合金铸带温度为550~600℃,结晶辊直径为400~800mm,结晶辊内部通水冷却,铸机浇铸速度为20~80m/min;4)冷却铝合金铸带从铸机出来后经水淬冷却到410~510℃;5)第一次热轧冷却后的铝合金铸带经夹送辊、切头处理后送至轧机,进行第一次热轧,第一次热轧温度为380~480℃,第一次热轧压下率≤50%;6)冷却、第二次热轧第一次热轧后的铝合金薄带进行风冷或水冷,随后进行第二次热轧,第二次热轧温度为280~420℃,第二次热轧压下率≤60%;第二次热轧后铝合金薄带的厚度为0.3~4mm,优选0.5~3mm;7)卷取第二次热轧后的铝合金薄带经夹送辊送至卷取机进行卷取,卷取温度为200~370℃;8)后处理
铝合金薄带卷取后依次进行固溶热处理和淬火。4.如权利要求3所述的高性能新型6xxx铝合金薄带的制备方法,其特征是,步骤2)中,所述硬质颗粒为tic、tin、wc、sic、b4c、si3n4、bn中的一种或多种。5.如权利要求3所述的高性能新型6xxx铝合金薄带的制备方法,其特征是,步骤3)中,所述惰性气体为氮气、氩气中的一种或两种。6.如权利要求3所述的高性能新型6xxx铝合金薄带的制备方法,其特征是,步骤3)中,所述熔滴为固态、半固态或液态。7.如权利要求3所述的高性能新型6xxx铝合金薄带的制备方法,其特征是,步骤8)所述淬火后依次进行时效和烤漆工序。8.如权利要求7所述的高性能新型6xxx铝合金薄带的制备方法,其特征是,所述时效为人工时效或自然时效或自然时效 人工时效,其中人工时效温度为90~200℃,时间为25~120min,自然时效时间为25~35天。9.如权利要求7所述的高性能新型6xxx铝合金薄带的制备方法,其特征是,所述烤漆温度为150~220℃,时间为20~50min。10.如权利要求7或9所述的高性能新型6xxx铝合金薄带的制备方法,其特征是,所述烤漆后进行额外人工时效,额外人工时效温度为90~200℃,时间为25~120min。11.如权利要求3所述的高性能新型6xxx铝合金薄带的制备方法,其特征是,步骤8)中,所述固溶热处理温度为500~560℃,时间为8~50min。12.如权利要求3所述的高性能新型6xxx铝合金薄带的制备方法,其特征是,步骤8)中,所述淬火后铝合金薄带温度为室温到120℃。13.如权利要求3所述的高性能新型6xxx铝合金薄带的制备方法,其特征是,步骤8)后处理工序前还可以对铝合金薄带进行离线冷轧、张力矫直、切边、平整、表面检查、板形检查工序中的一种或多种。14.如权利要求3所述的高性能新型6xxx铝合金薄带的制备方法,其特征是,步骤3)中,所述喷射沉积雾化喷嘴为狭缝式线性喷嘴。15.如权利要求3所述的高性能新型6xxx铝合金薄带的制备方法,其特征是,步骤3)中,所述连铸采用立式铸机或卧式铸机。16.如权利要求3所述的高性能新型6xxx铝合金薄带的制备方法,其特征是,步骤3)连铸过程中,所述结晶辊采用铜辊,且结晶辊表面有纹理、凹槽或压花。17.如权利要求3或16所述的高性能新型6xxx铝合金薄带的制备方法,其特征是,所述结晶辊表面进行电镀铬处理,镀铬层厚度为0.05~0.10mm。
技术总结
一种高性能新型6XXX铝合金薄带及其制备方法,该铝合金薄带成分质量百分比为:Si 0.5~1.5%、Mg 0.1~2.0%、Fe 0.1~1.0%、Mn 0.05~0.5%、Cu 0.02~0.2%、Ti 0.01~0.08%、B 0.001~0.008%,余量为Al和其他不可避免的杂质元素,且单个杂质含量≤0.05%,合计杂质含量≤0.15%。本发明制备方法使用喷射沉积结合双辊薄带铸轧工艺铸轧的6XXX铝合金薄带,相比现有6XXX铝合金,强度高30%以上,成型性高40%以上;相比汽车用钢板轻松实现50%以上的轻量化。本发明所述铝合金薄带可广泛应用于汽车领域,如汽车引擎覆盖件、挡泥板、车门、车顶和行李箱盖等部件,给汽车工业在轻量化、降低能耗和提高燃油经济性上面提供了广阔空间。阔空间。阔空间。
技术研发人员:吴建春 支卫军 蒋浩民 吴军 方园
受保护的技术使用者:宝山钢铁股份有限公司
技术研发日:2020.08.26
技术公布日:2022/2/28
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。