1.本实用新型涉及汽车配件的制造技术,特别是一种采用镁合金工艺制造的车用仪表支撑板,具体地说是一种镁合金车用仪表支撑板。
背景技术:
2.现有技术中,市场上用于汽车的仪表支撑板主要是由不锈钢薄板冲压成型, 不锈钢材质的仪表支撑板产品重量大,制造成本高,因此不能满足市场的需求。再则采用冲压成型的仪表支撑板不但制造工艺复杂,而且产生的废料还多。
技术实现要素:
3.本实用新型所要解决的技术问题是针对上述现有技术的现状,而提供制造工艺简单、成本低、重量轻的一种镁合金车用仪表支撑板。
4.本实用新型解决上述技术问题所采用的技术方案为:
5.一种镁合金车用仪表支撑板,包括支撑板本体,支撑板本体为由镁合金材料压铸成型的整体件,该支撑板本体成型有向上凹入的空腔以及环绕该空腔四周的装配平面,空腔由左至右依次包括第一凹腔、第二凹腔和第三凹腔;支撑板本体的四周成型有多个装配卡扣,该支撑板本体的外表面通过喷塑形成的一层起美化作用的喷塑膜层。
6.为优化上述技术方案,采取的具体措施还包括:
7.上述的支撑板本体呈长方形结构,该支撑板本体在宽度方向的侧面上成型有用于方便定位的定位卡。
8.上述的第一凹腔中成型有深度大于第一凹腔的圆形腔,该圆形腔中成型有端子引出孔。
9.上述的第二凹腔为腔底平滑的长方形腔。
10.上述的第三凹腔中成型有散热窗。
11.与现有技术相比,本实用新型的支撑板本体采用密度低的镁合金材料制造成型,通过镁合金材料取代传统的不锈钢材料,不仅能大幅的降低产品的重量,而且还能还能减少产品的制造成本。本实用新型的制造方法包括材料选择步骤、模具制造步骤、压铸步骤:去除毛刺步骤、表面处理步骤和成品入库步骤。本实用新型采用高科技手段,确保模具的设计、制造精度高,并且产品的制造中通过选择合适的压铸设备参数,从而能够保证成型产品变形小,并适于产品的大批量标准化生产。
附图说明
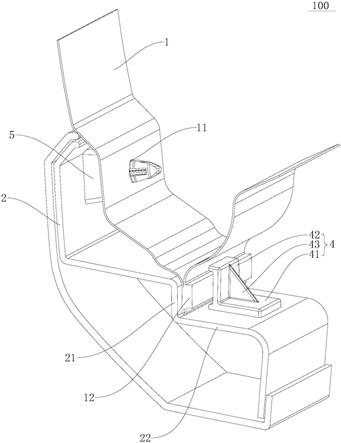
12.图1是本实用新型的结构示意图;
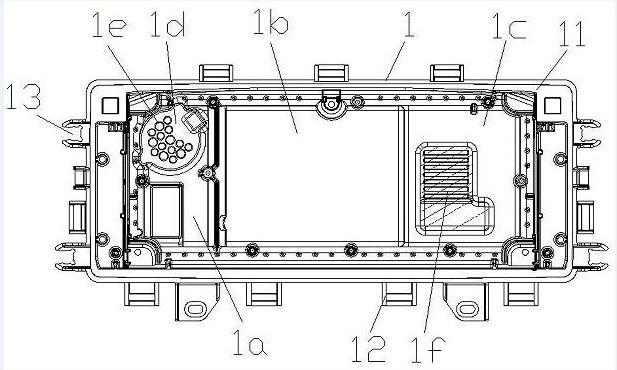
13.图2是图1的俯视图;
14.图3是本实用新型的工艺流程图。
具体实施方式
15.以下结合附图对本实用新型的实施例作进一步详细描述。
16.图1至3是本实用新型的结构及其工艺流程图。
17.其中的附图标记为:支撑板本体1、装配平面11、第一凹腔1a、第二凹腔1b、第三凹腔1c、圆形腔1d、端子引出孔1e、散热窗1f、装配卡扣12、定位卡13。
18.目前,市场使用的汽车仪表支撑板都是由不锈钢薄板冲压成型,这种由不锈钢冲压成型的汽车仪表支撑板产品重量大,制造成本高,因此不能满足市场的需求。为此本实用新型提供了一种镁合金车用仪表支撑板,该仪表支撑板包括支撑板本体1,支撑板本体1为由镁合金材料压铸成型的整体件。本实用新型采用低密度的镁合金材料替换传统的不锈钢材料,不仅能大幅的降低产品的重量和生产成本,而且还能使得制造工艺更加简单高效。由图1可以看出,本实用新型的支撑板本体1成型有向上凹入的空腔以及环绕该空腔四周的装配平面11,装配平面11能与其相匹配的部件的压接面压接相连,从而使支撑板本体1向上凹入的空腔能处于一个相对密闭空间。向上凹入的空腔从左至右依次由第一凹腔1a、第二凹腔1b和第三凹腔1c组成。为了提高装配效率,本实用新型支撑板本体1的四周成型有多个装配卡扣12,这样与支撑板本体1相匹配的部件就能凭借其上成型的弹性卡头,实现与支撑板本体1的快速防脱卡配安装。本实用新型为了提高产品的美观性,还在支撑板本体1的外表面上通过喷塑形成有一层喷塑膜层。
19.由图1和图2可以看出,支撑板本体1呈长方形结构,该支撑板本体1在宽度方向的两个侧面上均成型有用于方便定位安装支撑板本体1的定位卡13。定位卡13能方便支撑板本体1快速地安装到车辆上。
20.实施例中,本实用新型的第一凹腔1a中成型有深度大于第一凹腔的圆形腔1d,该圆形腔1d中成型有端子引出孔1e。第二凹腔1b为腔底平滑的长方形腔。第三凹腔1c中成型有散热窗1f。
21.本实用新型的支撑板本体1采用镁合金材料压铸成型,不但质量轻,成本低,而且制备工艺简单,特别适于大批量的生产。
22.本实用新型还提供了一种镁合金车用仪表支撑板的制造方法,该方法依次包括材料选择步骤、模具制造步骤、压铸步骤:去除毛刺步骤、表面处理步骤和成品入库步骤;其中:
23.材料选择步骤为:选择镁合金材料作为制备产品的原料,所述的镁合金材料按质量百分比计包括铝9.08%-9.13%、锌0.58%-0.61%、锰0.182%-0.219%、硅0.0515%-0.0621%、铁0.0012%-0.0020%、铜0.0017%-0.0039%、镍0.0005%-0.0008%、铍0.0006%-0.0009%,余量为镁;
24.模具制造步骤为:根据产品要求借助设计软件制造出产品模具;
25.压铸步骤为:选择合适的压铸机,并将制造的产品模具安装到该压铸机中,再选择合适的压铸工艺参数,利用压铸机将选择的镁合金材料填充于产品模具的型腔内,然后经压铸机保压后得到产品的毛坯件;
26.去除毛刺步骤为:将产品毛坯件所带的料柄、渣包清除干净,再冲去毛坯件的浇口、渣包、分型线及其表面和孔内的毛刺;
27.表面处理步骤为:通过钝化、喷塑对产品表面进行美化处理,使产品的外表面获得
一层黑色的美化喷塑膜层;
28.成品入库步骤为:对美化后的产品进行质检,合格后包装入库,最终获得镁合金车用仪表支撑板。
29.上述的压铸步骤中射出增压时间3秒至5秒;射出蓄压器压力为100公斤/平方厘米至120公斤/平方厘米;增压蓄压器压力也是100公斤/平方厘米至120公斤/平方厘米;冷却时间5秒至7秒;射出位置为376毫米至386毫米;循环时间30秒至33秒;料温控制为640摄氏度至680摄氏度。
30.上述的喷塑的塑料型号为p22060cs/5480449,颜色为黑色;所述喷塑膜层的厚度为60 um
ꢀ‑
120um。
31.实施例一
32.一种镁合金车用仪表支撑板的制造方法,该方法依次包括材料选择步骤、模具制造步骤、压铸步骤:去除毛刺步骤、表面处理步骤和成品入库步骤;其中:
33.材料选择步骤为:选择镁合金材料作为制备产品的原料,所述的镁合金材料按质量百分比计包括铝8.82%、锌0.61%、锰0.199%、硅0.0532%、铁0.0012%、铜0.0017%、镍0.0006%、铍0.0009%,余量为镁;
34.模具制造步骤为:根据产品要求借助设计软件制造出产品模具;
35.压铸步骤为:选择合适的压铸机,并将制造的产品模具安装到该压铸机中,再选择合适的压铸工艺参数,利用压铸机将选择的镁合金材料填充于产品模具的型腔内,然后经压铸机保压后得到产品的毛坯件;选择的压铸工艺参数包括射出增压时间4秒;射出蓄压器压力为110公斤/平方厘米;增压蓄压器压力也是110公斤/平方厘米;冷却时间6秒;射出位置为380毫米;循环时间30秒;料温控制为660摄氏度。
36.去除毛刺步骤为:将产品毛坯件所带的料柄、渣包清除干净,再冲去毛坯件的浇口、渣包、分型线及其表面和孔内的毛刺;
37.表面处理步骤为:通过钝化、喷塑对产品表面进行美化处理,使产品的外表面获得一层黑色的美化喷塑膜层;喷塑的塑料型号为p22060cs/5480449,颜色为黑色;喷塑膜层的厚度为60 um
ꢀ‑
120um,喷塑烘干时间25分钟,烘干温度190度。
38.成品入库步骤为:对美化后的产品进行质检,合格后包装入库,最终获得镁合金车用仪表支撑板。
39.实施例二
40.一种镁合金车用仪表支撑板的制造方法,该方法依次包括材料选择步骤、模具制造步骤、压铸步骤:去除毛刺步骤、表面处理步骤和成品入库步骤;其中:
41.材料选择步骤为:选择镁合金材料作为制备产品的原料,所述的镁合金材料按质量百分比计包括铝9.08%、锌0.61%、锰0.219%、硅0.0621%、铁0.0020%、铜0.0039%、镍0.0005%、铍0.0007%,余量为镁;
42.模具制造步骤为:根据产品要求借助设计软件制造出产品模具;
43.压铸步骤为:选择合适的压铸机,并将制造的产品模具安装到该压铸机中,再选择合适的压铸工艺参数,利用压铸机将选择的镁合金材料填充于产品模具的型腔内,然后经压铸机保压后得到产品的毛坯件;选择的压铸工艺参数包括射出增压时间3秒;射出蓄压器压力为120公斤/平方厘米;增压蓄压器压力也是120公斤/平方厘米;冷却时间5;射出位置
为376 毫米;循环时间30秒;料温控制为640摄氏度。
44.去除毛刺步骤为:将产品毛坯件所带的料柄、渣包清除干净,再冲去毛坯件的浇口、渣包、分型线及其表面和孔内的毛刺;
45.表面处理步骤为:通过钝化、喷塑对产品表面进行美化处理,使产品的外表面获得一层黑色的美化喷塑膜层;喷塑的塑料型号为p22060cs/5480449,颜色为黑色;喷塑膜层的厚度为80um,喷塑烘干时间20分钟,烘干温度200度。
46.成品入库步骤为:对美化后的产品进行质检,合格后包装入库,最终获得镁合金车用仪表支撑板。
47.实施例三
48.一种镁合金车用仪表支撑板的制造方法,该方法依次包括材料选择步骤、模具制造步骤、压铸步骤:去除毛刺步骤、表面处理步骤和成品入库步骤;其中:
49.材料选择步骤为:选择镁合金材料作为制备产品的原料,所述的镁合金材料按质量百分比计包括铝9.11%、锌0.58%、锰0.201%、硅0.0515%、铁0.0012%、铜0.0019%、镍0.0008%、铍0.0009%,余量为镁;
50.模具制造步骤为:根据产品要求借助设计软件制造出产品模具;
51.压铸步骤为:选择合适的压铸机,并将制造的产品模具安装到该压铸机中,再选择合适的压铸工艺参数,利用压铸机将选择的镁合金材料填充于产品模具的型腔内,然后经压铸机保压后得到产品的毛坯件;选择的压铸工艺参数包括射出增压时间5秒;射出蓄压器压力为100公斤/平方厘米;增压蓄压器压力也是100公斤/平方厘米;冷却时间5;射出位置为386 毫米;循环时间33秒;料温控制为670摄氏度。
52.去除毛刺步骤为:将产品毛坯件所带的料柄、渣包清除干净,再冲去毛坯件的浇口、渣包、分型线及其表面和孔内的毛刺;
53.表面处理步骤为:通过钝化、喷塑对产品表面进行美化处理,使产品的外表面获得一层黑色的美化喷塑膜层;喷塑的塑料型号为p22060cs/5480449,颜色为黑色;喷塑膜层的厚度为80um,喷塑烘干时间20分钟,烘干温度200度。
54.成品入库步骤为:对美化后的产品进行质检,合格后包装入库,最终获得镁合金车用仪表支撑板。
55.本实用新型的最佳实施例已阐明,由本领域普通技术人员做出的各种变化或改型都不会脱离本实用新型的范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。