1.本发明涉及汽车加工制造技术领域,具体涉及一种车门导槽用共极定位傀儡焊接系统。
背景技术:
2.在汽车生产中,车门上需焊接导水槽,由于产品结构特点,导水槽空间较小,且与车门型面贴合,作业时人员需侧屈45度以上,作业困难并导致焊点打点扭曲,制件焊接质量不良。为了解决人工作业困难的问题,可采用傀儡焊机构,但由于导水槽焊点分布于弧面,移动式的傀儡焊无法使用,同时由于车门焊点分布密集,操作空间狭小,因而无法采用传统的多组独立的傀儡焊机构。
3.因此,需要开发一种新型的可满足狭小空间、非平面焊接的傀儡焊接系统。
技术实现要素:
4.本发明的目的在于提供一种车门导槽用共极定位傀儡焊接系统。
5.为解决上述技术问题,本发明采用如下技术方案:一种车门导槽用共极定位傀儡焊接系统,包括夹具本体、共极定位下电极机构与变位式傀儡焊机构;夹具本体一侧设有支撑座,支撑座上设有导电板;共极定位下电极机构包括基座、共极电极板和定位电极块,其中基座安装在夹具本体上,基座上安装有共极电极板,共极电极板按焊点位置分别安装定位电极块,定位电极块表面与制件相应表面一致;变位式傀儡焊机构为可变位式的上电极机构,变位式傀儡焊机构包括二轴移动滑台、安装座、旋转销、夹紧气缸、气缸座、傀儡焊上臂和电极,其中二轴移动滑台安装在夹具本体上,其上有安装座,安装座上设置旋转销,傀儡焊上臂安装在旋转销上;气缸座安装在安装座上,其上安装有夹紧气缸,夹紧气缸活塞杆与傀儡焊上臂一端相连接,傀儡焊上臂另一端上安装电极;傀儡焊上臂和共极电极板分别连接有电缆,电缆与导电板相连。
6.进一步的,所述电极为可换电极,可换电极为上小下大的锥状结构,可换电极与傀儡焊上臂锥度配合,与可换电极相配合,在傀儡焊上臂安装电极顶出机构。
7.进一步的,所述电极顶出机构位于包括电极顶出本体、转轴、支撑板、活动销轴、螺旋顶杆和复位弹簧,其中:电极顶出本体为u型结构,位于可换电极左侧,并固定在傀儡焊上臂上;电极顶出本体上安装转轴,转轴连接支撑板;复位弹簧一端连接在电极顶出本体,另一端连接在支撑板上;支撑板为t型,由水平部和垂直部组成,支撑板的垂直部设有活动销轴孔;支撑板的水平部有螺旋顶杆,与可换电极相应位置一致;
电极顶出机构有工作状态和非工作状态,非工作状态下,支撑板绕转轴向上旋转至转轴左侧,并在复位弹簧作用下拉紧与电极顶出本体保持稳定;工作状态,支撑板绕转轴向上旋转至转轴右侧,使螺旋顶杆与可换电极位置对应,支撑板的垂直部在活动销轴孔处穿过活动销轴与电极顶出本体连接。
8.进一步的,所述导电板分别安装在支撑座两侧。
9.进一步的,所述共极定位下电极机构位于变位式傀儡焊机构的一侧,变位式傀儡焊机构的另一侧还设有基座,基座上端与制件相应表面一致。
10.进一步的,还包括plc控制器,plc控制器控制二轴移动滑台的电机及变位式傀儡焊机构的夹紧气缸。
11.本发明的有益效果:本发明利用共极定位下电极机构与变位式傀儡焊机构相配合的方式,其中定位共极下电极机构利用固定共极电极板加上定位电极块,定位电极块采用与制件表面一致的型面,可使定位电极块与制件完美贴合,解决了车门导槽焊接点分布于弧面造成打点时易产生扭曲的问题。
12.本发明中变位式傀儡焊机构采用可变位式的上电极机构,分别移动至定位电极块焊点处,采用夹紧气缸使上电极机构进入车门导槽后进行二次打紧,不仅解决了导槽空间狭小操作不便的问题,同时也解决了焊点排列密集的问题;解决人工焊接导致的焊点质量不良、劳动强度大等问题,同时简化了夹具结构,减少了傀儡焊数量,降低了投资。
13.本发明中电极为可换电极,与可换电极相配合,在傀儡焊上臂安装电极顶出机构,电极顶出机构有工作状态和非工作状态,方便更换电极,且不影响电极工作。
附图说明
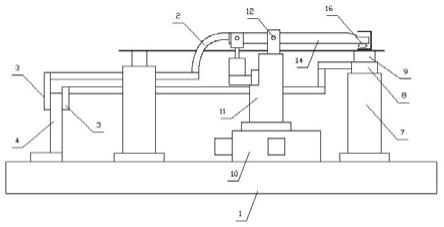
14.图1是本发明的整体结构示意图;图2是本发明中变位式傀儡焊机构的示意图;图3是本发明中电极顶出机构的示意图。
具体实施方式
15.以下结合附图对本发明的具体实施方式作详细说明。
16.如图1至图3所示,本实施例的一种车门导槽用共极定位傀儡焊接系统,包括夹具本体1、共极定位下电极机构与变位式傀儡焊机构。
17.夹具本体1一侧设有支撑座4,支撑座4上设有导电板3;导电板3分别安装在支撑座4两侧。
18.共极定位下电极机构包括基座7、共极电极板8和定位电极块9,其中基座7安装在夹具本体1上,基座7上安装有共极电极板8,共极电极板8按焊点位置分别安装定位电极块9,定位电极块9表面与制件相应表面一致。
19.变位式傀儡焊机构为可变位式的上电极机构,变位式傀儡焊机构包括二轴移动滑台10、安装座11、旋转销12、夹紧气缸13、气缸座15、傀儡焊上臂14和可换电极16,其中二轴移动滑台10安装在夹具本体1上,二轴移动滑台10实现x、y两轴移动。
20.二轴移动滑台10上有安装座11,安装座11上设置旋转销12,傀儡焊上臂14安装在
旋转销12上;气缸座15安装在安装座11上,其上安装有夹紧气缸13,夹紧气缸13活塞杆与傀儡焊上臂14一端相连接,傀儡焊上臂14另一端上安装可换电极16。
21.傀儡焊上臂14和共极电极板8分别连接有电缆2,电缆2与导电板3相连。
22.本实施例中,共极定位下电极机构位于变位式傀儡焊机构的一侧,变位式傀儡焊机构的另一侧还设有基座,基座上端与制件相应表面一致,用于支撑制件。
23.可换电极16为上小下大的锥状结构,可换电极16与傀儡焊上臂14锥度配合。与可换电极16相配合,在傀儡焊上臂14安装电极顶出机构。
24.电极顶出机构位于包括电极顶出本体18、转轴19、支撑板20、活动销轴21、螺旋顶杆22和复位弹簧23,其中:电极顶出本体18为u型结构,位于可换电极16左侧,并固定在傀儡焊上臂14上;电极顶出本体18上安装转轴19,转轴19连接支撑板20;复位弹簧23一端连接在电极顶出本体18,另一端连接在支撑板20上。
25.支撑板20为t型,由水平部和垂直部组成,支撑板20的垂直部设有活动销轴孔;支撑板20的水平部有螺旋顶杆22,与可换电极相应位置一致。螺旋顶杆22与支撑板20螺纹连接。
26.电极顶出机构有工作状态和非工作状态,方便更换电极,且不影响电极工作。
27.非工作状态下,支撑板20绕转轴19向上旋转至转轴19左侧,并在复位弹簧23作用下拉紧与电极顶出本体18保持稳定;工作状态,支撑板20绕转轴19向上旋转至转轴19右侧,使螺旋顶杆22与可换电极16位置对应,支撑板20的垂直部在活动销轴孔处穿过活动销轴21与电极顶出本体18连接。
28.本发明还包括plc控制器,plc控制器控制二轴移动滑台10的电机17及变位式傀儡焊机构的夹紧气缸13。
29.本发明的工作原理如下:当制件(车门及导水槽)放置在基座上,共极电极板8及其上部的定位电极块9保证与制件贴合,其中导水槽焊接位置分布为各个定位电极块9上部;作业时,电机17运转带动二轴移动滑台10运动,其上的傀儡焊上臂14移动并插入导水槽至相应的焊点位置,在plc 5作用下,夹紧气缸13的带动傀儡焊上臂14将车门与导水槽夹紧,同时支撑座4上两侧的导电板3通电,沿电缆2至傀儡焊上臂14及定位电极块9,与工件形成回路进行一次焊接,然后电机17运转带动二轴移动滑台10运动至下一焊点位置,进行下一次焊接。
30.进一步的,由于导水槽较窄,傀儡焊上臂14的电极为可换形式,可换电极16厚度较小,两者采用1:10锥度配合;傀儡焊上臂14上固定安装电极顶出本体18,再复位弹簧23的作用下,支撑板20绕转轴19在非工作状态,不影响电极进入导水槽内部,更换电极时,移动支撑板20绕转轴19旋转至工作状态,复位弹簧23可保证不受力时支撑板20位置不产生移动,然后将活动销轴21插入支撑板20垂直部的活动销轴孔及电极顶出本体18上相应的安装孔内,再旋转螺旋顶杆22将可换电极16顶出;上述步骤反向操作后,支撑板20回到非工作状态,插入新的换电极16,完成电极的更换。
31.本发明利用共极定位下电极机构与变位式傀儡焊机构相配合的方式,其中定位共极下电极机构利用固定共极电极板加上定位电极块,定位电极块采用与制件表面一致的型面,可使定位电极块与制件完美贴合,解决了车门导槽焊接点分布于弧面造成打点时易产
生扭曲的问题。
32.本发明中变位式傀儡焊机构采用可变位式的上电极机构,分别移动至定位电极块焊点处,采用夹紧气缸使上电极机构进入车门导槽后进行二次打紧,不仅解决了导槽空间狭小操作不便的问题,同时也解决了焊点排列密集的问题;解决人工焊接导致的焊点质量不良、劳动强度大等问题,同时简化了夹具结构,减少了傀儡焊数量,降低了投资。
33.以上实施例仅用以说明而非限制本发明的技术方案,尽管参照上述实施例对本发明进行了详细说明,本领域的普通技术人员应当理解:依然可以对本发明进行修改或者等同替换,而不脱离本发明的精神和范围的任何修改或局部替换,其均应涵盖在本发明的权利要求范围当中。
34.在本发明的描述中,需要理解的是,术语“上”、“下”、“前”、“后”、“左”、“右”、“x、y、z”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为便于描述本发明和简化描述,而不是指示或暗指所指的装置或元件必须具有特定的方位、为特定的方位构造和操作,因而不能理解为对本发明保护内容的限制。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。