1.本发明涉及薄壁件颤振及加工变形控制方法,尤其涉及一种薄壁件铣削颤振抑制及加工变形控制方法。
背景技术:
2.由于薄壁件刚度较低,在铣削加工过程中,铣削稳定性对其加工质量影响很大。不稳定的铣削过程即颤振导致薄壁件在加工过程中产生加工振纹、加速刀具磨损,严重影响工件表面质量,如表面粗糙度、加工残余应力等,严重的颤振甚至会导致加工过程终止。即使在稳定切削状态下,由于薄壁件厚度小、刚度低,工件在周期性铣削力作用下产生较大振动位移,导致过切或欠切现象,降低加工精度。此外,薄壁件在动态铣削力的作用下,容易产生让刀变形,导致加工误差和加工变形。
3.现阶段针对薄壁件铣削颤振和加工变形问题通常进行独立研究,具体表现为:
4.1.对铣削振动的研究通常不考虑受迫振动,主要集中于颤振抑制方面;
5.2.在薄壁件加工变形的研究中,通常假定在稳定切削区间进行,减小变形的方法也并未考虑是否会影响薄壁件加工颤振;
6.薄壁件刚度低,加工过程中动态铣削振动对加工变形及加工质量的影响不能忽视,独立解决颤振或减小加工变形可能会导致顾此失彼,不利于薄壁件加工质量的提高。现有方法中没有公开采用剪切增稠效应实现抑制薄壁件铣削颤振抑制同时减小薄壁件加工变形的报道。
技术实现要素:
7.本发明的目的在于克服已有技术的缺点,提供一种基于剪切增稠效应的薄壁件铣削颤振抑制及变形控制方法,该方法利用剪切增稠效应实现抑制薄壁件铣削颤振抑制同时减小薄壁件加工变形。
8.本发明解决上述技术问题采用的技术方案为:
9.本发明的基于剪切增稠效应的薄壁件铣削颤振抑制及变形控制方法,包括以下步骤:
10.步骤一、配置剪切增稠液;
11.步骤二、将待加工的薄壁件通过夹具固定在机床的工作台上;然后将剪切增稠液充填在待加工的薄壁件的加工面的相对面一侧,使得剪切增稠液与加工面的相对面接触;
12.步骤三、启动数控铣削加工中心对薄壁件采用硬质合金刀具进行加工,铣削方式为顺铣,加工完成后,将工件取出清洗,完成整个加工过程。
13.本发明的有益效果是:
14.剪切增稠液这种智能材料在高应变率状态下,粘度急剧增加,其力学特征参数由液态特性转变为类固态特性。将剪切增稠液这种独特的流变力学特性,应用于薄壁件铣削加工中,在铣削动态载荷的冲击作用下,剪切增稠液的增稠效应极大地提高了薄壁件的刚
度,增加了铣削过程中的阻尼,可同时实现薄壁件铣削颤振抑制和加工变形的控制。
附图说明
15.图1是采用本发明的基于剪切增稠效应的薄壁件铣削颤振抑制及变形控制方法对闭合型薄壁件的内侧平面加工过程示意图;
16.图2是采用本发明的基于剪切增稠效应的薄壁件铣削颤振抑制及变形控制方法对闭合型薄壁件的外侧平面加工过程示意图;
17.图3是采用本发明的基于剪切增稠效应的薄壁件铣削颤振抑制及变形控制方法对闭合型薄壁件曲面加工过程示意图;
18.图4是采用本发明的基于剪切增稠效应的薄壁件铣削颤振抑制及变形控制方法对开放型薄壁件加工过程示意图。
具体实施方式
19.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅是本发明一部分实施例,而不是全部的实施例,基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
20.如附图所示本发明的基于剪切增稠效应的薄壁件铣削颤振抑制及变形控制方法,包括以下步骤:
21.步骤一、配置剪切增稠液;
22.剪切增稠液的配置步骤可以为:将剪切增稠液溶质和溶剂倒入容器中,使用搅拌头对溶质和溶剂的混合物进行搅拌处理,直到溶质和溶剂混合均匀,完成剪切增稠液的配置。优选的,剪切增稠液的溶质采用玉米淀粉,溶剂采用水;所述的剪切增稠液中溶质的质量分数在45%到62%之间。这样配比的剪切增稠液在薄壁件铣削颤振抑制和减小变形方面的效果经测试特别好。
23.步骤二、将待加工的薄壁件通过夹具2固定在机床的工作台1上;然后将剪切增稠液充填在待加工的薄壁件的加工面的相对面一侧,使得剪切增稠液与加工面的相对面接触;
24.作为本发明的第一种实施方式,如图1、3所示,若所述的薄壁件为闭合型结构(闭合型平面或者闭合型曲面结构)且加工面为薄壁件内侧面,则执行以下步骤:
25.第一步,将所述的待加工的薄壁件5装夹在一个容器内;
26.第二步,将容器和薄壁件5通过夹具2固定在机床工作台1上;
27.第三步,在薄壁件的外部即薄壁件的加工面的相对面一侧的容器内加入步骤一中配置好的剪切增稠液。
28.作为本发明的第二种实施方式,如图2所示,若所述的薄壁件为闭合型结构(闭合型平面或者曲面结构)且加工部位为薄壁件外侧面,则执行以下步骤:
29.第一步,薄壁件通过夹具2直接固定在机床的工作台1上;
30.第二步,直接在与薄壁件的加工面相对面一侧,即薄壁件的内部,加入步骤一中配置好的剪切增稠液。
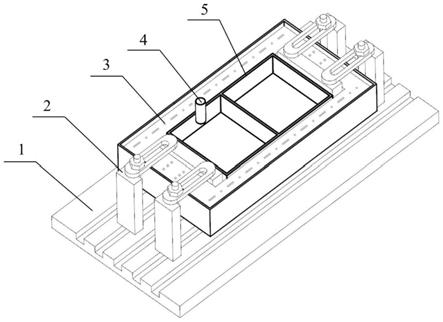
31.作为本发明的第三种实施方式,如图4所示,若所述的薄壁件为开放型薄壁结构(开放型平面或者曲面结构),则执行以下步骤:
32.第一步,通过密封装置6将与薄壁件待加工面相对的一侧与容器相连形成封闭空间;所述的密封装置6采用常用的挡板及密封胶即可,即通过密封装置6阻挡剪切增稠液的流动,保证剪切增稠液稳定在与薄壁件待加工面相对的一侧,使得剪切增稠液不对加工过程产生影响。
33.第二步,将薄壁件通过容器与夹具2连接以固定在机床的工作台1上;
34.第三步,在封闭空间内加入步骤一中配置好的剪切增稠液。
35.步骤三、启动数控铣削加工中心对薄壁件采用硬质合金刀具进行加工,铣削方式为顺铣,加工完成后,将工件取出清洗,完成整个加工过程。
36.推荐的铣削加工参数为切削速度314m/min-502.4m/min(如可以为314m/min、400m/min、502.4m/min),每齿进给量为0.05mm,铣削宽度为0.5mm,铣削轴向切深为5-11mm(如可以为5mm、8mm、11mm)。这样的铣削参数加工效率较高。
37.实施例1
38.通过薄壁件铣削加工试验对本方法进行验证。试验所采用的剪切增稠液为玉米淀粉-水悬浊液,铣削实验加工的工件为含有两个型腔的薄壁结构件,工件材料为航空铝合金7075-t7651。薄壁件铣削试验分别在添加玉米淀粉-水悬浊液和未添加玉米淀粉-水悬浊液的情况下进行,试验所采用的机床型号为赫克五轴加工中心vmx42ui,试验刀具选用硬质合金刀具。铣削实验中采用加速度传感器pcb352c33,以及动态信号采集仪dhdas8302对振动加速度信号进行采集和分析,采样频率为5khz。铣削参数为切削速度376.8m/min,每齿进给量0.05mm,铣削宽度0.5mm,轴向切深为9mm,加工后工件厚度为2.5mm。实验结果表明,在该组铣削参数加工情况下,加入质量分数为45%的玉米淀粉-水悬浊液后,工件铣削振幅减小90%以上,且通过铣削振动信号频域分析发现1782hz的铣削颤振信号消失;加入质量分数为50%的玉米淀粉-水悬浊液后,工件铣削振福减小93%以上,且铣削颤振信号消失;加入质量分数为62%的玉米淀粉-水悬浊液后,工件铣削振福减小96%以上,且铣削颤振信号消失;实验结果证明了玉米淀粉-水悬浊液的剪切增稠效应可以有效减小铣削振动并抑制铣削颤振。
39.此外,铣削加工完成后工件的变形采用型号为aberlink zentth1500的三坐标测量仪进行检测。检测结果表明,加入质量分数为45%的玉米淀粉-水悬浊液辅助铣削加工薄壁件后,工件最大变形量由0.083mm减小到0.035mm,减小了57.8%;加入质量分数为50%的玉米淀粉-水悬浊液辅助铣削加工薄壁件后,工件最大变形量减小到0.023mm,减小了72.3%;加入质量分数为62%的玉米淀粉-水悬浊液辅助铣削加工薄壁件后,工件最大变形量减小到0.018mm,减小了78.3%;实验结果表明采用玉米淀粉-水悬浊液可以有效减小薄壁件铣削加工变形。
40.以上对本发明的描述仅仅是示意性的,而不是限制性的,所以,本发明的实施方式并不局限于上述的具体实施方式。如果本领域的普通技术人员受其启示,在不脱离本发明宗旨和权利要求所保护范围的情况下,做出其他变化或变型,均属于本发明的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。