1.本发明涉及有机垃圾处理技术领域,尤其涉及一种螺旋转鼓厌氧反应器及其厌氧发酵方法。
背景技术:
2.厨余垃圾处理设施的建设以“集中处理为主,分散处理为辅”为原则,相对于集中处理,分散处理可以解决运输成本高、收运过程不环保、易腐烂等问题。目前厨余等有机垃圾分散处理小型化设备主要采用好氧处理技术。
3.相较于好氧处理,厌氧发酵处理技术具有无臭气产生、对厨余中肉、蛋、淀粉类物质处理能力强、减容能力强、运行能耗低、可以获得能源等特点,是当前有机垃圾处理的一种主流方式,该技术是将有机垃圾置于封闭缺氧环境下,促使厌氧菌繁殖,从而实现对有机物的分解,使其转化成甲烷和二氧化碳。其中甲烷可以作为燃料应用于生产生活中;发酵产物固液分离为沼液和沼渣,可以作为肥料使用。厌氧发酵技术可以实现厨余等有机垃圾处理的无害化、减量化、资源化。
4.目前有机垃圾处理大多采用集中厌氧发酵的方式,分为以大型cstr反应器为代表的湿式厌氧发酵和以chsad卧式反应器为代表的干式厌氧发酵。而分散式处理需要厌氧反应器小型化,且面对更大的物料性质波动,现有这些形式的厌氧反应器小型化存在物料性质波动适应性差、物料短流发酵时间不受控、自动化控制复杂等问题。
技术实现要素:
5.本发明的目的是提出一种螺旋转鼓厌氧反应器及其厌氧发酵方法。
6.一种螺旋转鼓厌氧反应器,其特征在于,包括动力主轴、壳体、螺旋转鼓、筒体、螺旋叶片、单向排气阀、电机、螺旋转鼓出料口、排料仓、电动阀门、离心脱水机、沼渣出口、沼液溢流排口、沼液箱、螺旋转鼓进料口、均质进料仓、酸化仓、液位线、进料破碎制浆机、投料口、浆料输送泵、第一支架、第二支架、第三支架和沼液回流泵;
7.所述螺旋转鼓由动力主轴、筒体和螺旋叶片组成,螺旋转鼓中间设有动力主轴,环绕动力主轴连续焊接设置螺旋叶片,螺旋叶片的外缘无缝焊接在筒体上;动力主轴两端设有第一支架和第二支架,其中动力主轴靠近第二支架一端设有电机;筒体靠近第一支架一端设置螺旋转鼓进料口,靠近第二支架一端设置螺旋转鼓出料口;螺旋转鼓的外部设有固定在地面或第一支架的壳体,电机通过动力主轴带动螺旋转鼓在壳体内转动;壳体靠近第一支架一端设置均质进料仓,均质进料仓旁设有酸化仓,酸化仓与均质进料仓不连通,酸化仓的上部设有进料破碎制浆机,进料破碎制浆机的上部设有投料口,酸化仓的内部靠近地面设有浆料输送泵;壳体靠近第二支架一端的顶部设有单向排气阀,底部设有排料仓,排料仓通过电动阀门与离心脱水机的进料口连接,离心脱水机靠近其进料口的下方设置沼渣出口,离心脱水机通过第三支架进行支撑;离心脱水机的出液口与沼液箱的入口相连,沼液箱的上部设有沼液溢流排口,内部靠近地面设有沼液回流泵。
8.所述螺旋转鼓被壳体包裹,且在螺旋叶片的阻隔下形成内部空间密闭的多个独立厌氧发酵环境。
9.所述螺旋转鼓与地面形成10~30
°
的角度,通过其转动来完成物料的进料、搅动、推动和出料,且靠近地面的一端进料,远离地面的一端出料并排出沼气。
10.所述单向排气阀排出厌氧发酵沼气,排料仓接受和暂存螺旋转鼓排出的发酵后产物。
11.所述离心脱水机用于发酵产物的固液分离。
12.所述沼液箱用于暂存回流所需的固液分离沼液。
13.所述均质进料仓的内部设有搅拌器,先将酸化后浆料和回流沼液进行调配接种和均质,再送入螺旋转鼓进行厌氧发酵。
14.所述筒体的内壁到动力主轴的轴线之间的距离与螺旋叶片的间距之比为5:1。
15.所述液位线不超过动力主轴的下缘。
16.一种螺旋转鼓厌氧反应器的厌氧发酵方法,其特征在于,具体包括如下步骤:
17.步骤1:将有机垃圾通过投料口投入进料破碎制浆机,制成粒度≤20mm的浆液落入酸化仓中进行水解酸化;
18.步骤2:浆液经水解酸化3日后,通过浆料输送泵送入均质进料仓,在均质进料仓中与回流沼液配比混合,完成产甲烷菌接种和ph值调整,形成适宜厌氧发酵的浆料;
19.步骤3:螺旋转鼓通过转动将均质进料仓中的浆料绞进螺旋转鼓的内部进行厌氧发酵,厌氧发酵产生的沼气通过单向排气阀排出;
20.步骤4:完成30日的发酵时间后,发酵产物由螺旋转鼓出料口排入排料仓;
21.步骤5:排料仓储满1日的发酵产物后,开启电动阀门,将发酵产物排入离心脱水机;发酵产物在离心脱水机中被分离为沼渣和沼液,其中沼渣由沼渣出口排出,沼液由沼液溢流排口排入沼液箱暂存;沼液再通过沼液回流泵进入均质进料仓与酸化浆料配比混合,多余的沼液通过沼液溢流排口排出。
22.本发明的有益效果在于:
23.本发明对含固率5%~45%的物料均适用,适用范围广;物料不会在反应器内短流,所有进料都可以完成设定的发酵时间;建造规模不受限制,可以制成小型厌氧发酵设备,发酵效果不受影响;实现了酸化-厌氧发酵-固液分离的全过程一体化,便于自动化控制。另外,本发明可以完成厨余等有机垃圾两相厌氧发酵所需的破碎制浆、酸化、配比均质、厌氧发酵、固液分离、沼液回流等全套工艺流程。
附图说明
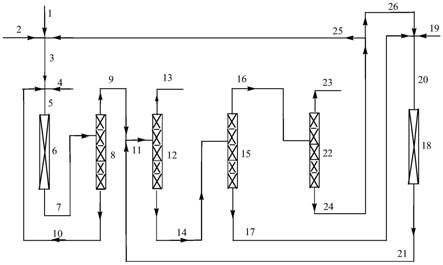
24.图1为本发明螺旋转鼓厌氧反应器整体结构剖视图;
25.图中:1-动力主轴、2-壳体、3-螺旋转鼓、4-筒体、5-螺旋叶片、6-单向排气阀、7-电机、8-螺旋转鼓出料口、9-排料仓、10-电动阀门、11-离心脱水机、12-沼渣出口、13-沼液溢流排口、14-沼液箱、15-螺旋转鼓进料口、16-均质进料仓、17-酸化仓、18-液位线、19-进料破碎制浆机、20-投料口、21-浆料输送泵、22-第一支架、23-第二支架、24-第三支架、25-沼液回流泵。
具体实施方式
26.本发明提出一种螺旋转鼓厌氧反应器及其厌氧发酵方法,下面结合附图和具体实施例对本发明做进一步说明。
27.图1为本发明螺旋转鼓厌氧反应器整体结构剖视图;,由卧式螺旋转鼓和密闭包裹螺旋转鼓的壳体构成的厌氧发酵反应器、物料破碎制浆装置、酸化仓、均质进料仓、排料仓、单向排气阀、离心脱水机和沼液箱组成。
28.螺旋转鼓3中间设有动力主轴1,环绕动力主轴1焊有连续的螺旋叶片5,螺旋叶片5环绕主轴90圈,螺旋叶片5的外缘与螺旋转鼓3的筒体4无缝焊死,筒体4的内壁与动力主轴1之间的距离与螺旋叶片5间距的比例为5:1,动力主轴1、螺旋叶片5、筒体4三者形成螺旋转鼓3。螺旋转鼓3倾斜布置,与地面形成10~30
°
的角度,较低的一端用于进料,较高的一端用于出料和排出沼气。动力主轴1的两端设有支撑支架,较高一端设有电机7通过动力主轴1带动螺旋转鼓3转动。
29.螺旋转鼓3通过转动完成物料的进料、搅动、推动和出料,螺旋转鼓3间歇式转动,每隔8小时旋转一次,每次旋转360
°
。即螺旋转鼓3每日进料3次,出料3次,完成搅动3次。
30.物料在螺旋转鼓3中进行厌氧发酵,发酵时间设置为30日,需在进料时控制液位高度不超过动力主轴1的下缘,否则沼气会无法排出;由于螺旋叶片5的隔断,物料在螺旋转鼓3中形成90个独立的厌氧发酵空间。每个独立的厌氧发酵空间容纳螺旋转鼓3每日进料量的1/3。
31.螺旋转鼓3外部设置与地面或支架固定的壳体2,螺旋转鼓3在壳体2内转动,壳体2包裹螺旋转鼓3且为密闭空间,为螺旋转鼓3提供厌氧发酵环境。壳体2与螺旋转鼓3采用同样的倾斜角度。
32.壳体2位于倾斜螺旋转鼓3较低一端的部分设置为均质进料仓16,其与壳体2是一个整体,内部设有垂直搅拌器,主要功能是将酸化后浆料和回流沼液进行调配接种和均质,形成适宜后续厌氧发酵的浆料,螺旋转鼓3通过转动将调配完成后浆料绞进螺旋转鼓3内部进行厌氧发酵。均质进料仓16的有效容积为2日的螺旋转鼓3的进料量。均质进料仓16中物料液面高度保持在螺旋转鼓3中较低一端动力主轴1的下缘,此设置是控制物料在螺旋转鼓3中每个独立厌氧发酵空间中液位高度不超过动力主轴1下缘的关键。
33.壳体2位于倾斜螺旋转鼓3较高一端的顶部位置设有单向排气阀6,用于排出螺旋转鼓3中厌氧发酵产生的沼气。
34.壳体2位于倾斜螺旋转鼓3较高一端的下部设置有排料仓9,位于螺旋转鼓出料口8下方,用于接受和暂存螺旋转鼓3排出的发酵后产物,有效容积为1日的发酵产物产量,排料仓9下部设有电动阀门10。
35.酸化仓17位于壳体2下端均质进料仓16旁,不与均质进料仓16连通,为独立仓体,用于浆料的水解酸化,浆料的水解酸化时间设置为3日,内部设有浆料输送泵21,将酸化后的浆料泵入均质进料仓16中。
36.进料破碎制浆机19设置在酸化仓17的上部,破碎后的浆料(粒度≤20mm)直接落入酸化仓17中,进料破碎制浆机19的物料入口即为本厌氧发酵一体化设备的物料(厨余等有机垃圾)入口。
37.离心脱水机11位于排料仓9的下方,通过支架托起,用于发酵产物的固液分离,其
进料口与壳体排料仓的电动阀门10连接,通过电动阀门10的开闭控制进料,其小时处理能力为排料仓9的有效容积,即1日的发酵产物产量。离心脱水机11的固相出口即为本厌氧发酵一体化设备的沼渣出口12。
38.沼液箱14位于离心脱水机11下方,固定在地面或支架上,用于暂存沼液回流所需的固液分离沼液,其入口与离心脱水机11的出液口相连,容积约为2日的沼液产量,内设有沼液回流泵25,向均质进料仓16中泵入设定比例的沼液。沼液箱14上部设有沼液溢流排口13,多余的沼液由此溢出,为本厌氧发酵一体化设备的沼液出口。
39.本螺旋转鼓厌氧发酵一体化设备的处理全过程:厨余等有机垃圾进入本一体化设备后,首先通过进料破碎制浆机19制成粒度≤20mm的浆液,落入酸化仓17中,在酸化仓17中水解酸化3日后,通过浆料输送泵21输送至均质进料仓16中,在均质进料仓16中与回流沼液配比混合,完成产甲烷菌接种和ph值调整,形成适宜厌氧发酵的浆料,螺旋转鼓3通过转动将均质进料仓16中的浆料绞进螺旋转鼓3内部进行厌氧发酵,厌氧发酵产生的沼气通过壳体2上部的单向排气阀6排出本设备,完成30日的发酵时间后,发酵产物由螺旋转鼓出料口8排入其下部的排料仓9,排料仓9储满1日的发酵产物后,开启其下部的电动阀门10,将发酵产物排入离心脱水机11,发酵产物在离心脱水机11中被分离为沼渣和沼液,沼渣由离心脱水机11固相出口排出本设备,沼液由离心脱水机11液相出口排入沼液箱14暂存,通过其中的沼液回流泵25泵入均质进料仓16,与酸化浆料配比混合,多余的沼液通过沼液箱14上部的沼液溢流排口13排出本设备。
40.本螺旋转鼓厌氧发酵一体化设备的处理全过程,包括各步骤进出料和沼液回流配比可以通过设置液位计、ph计、水泵控制器、程控芯片等方式实现自动化控制。
41.此实施例仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,可轻易想到的变化或替换,都应涵盖在本发明的保护范围之内。因此,本发明的保护范围应该以权利要求的保护范围为准。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。