基于pbat的自增强弹性体及其制备方法和应用
技术领域
1.本发明属于聚合物技术领域,具体涉及基于pbat的自增强弹性体及其制备方法和应用。
背景技术:
2.1975年,capiati和porter首先提出了自增强复合材料的概念,并首次应用于制备聚乙烯自增强复合材料。在自增强复合材料中,增强相和基相属于同源化合物或分子结构相同。高度各向异性的增强相起到承受力的作用,各相同性或各向异性较低的基相将增强相粘合起来。自增强复合材料的制备方法主要有浸渍热压法、皮芯结构纤维热压法、同位法、包合法。其基本原理是选择具有同种化学结构、不同熔点的增强相和基相并创造温度加工窗口,在此温度加工窗口内进行热处理,低熔点的基体熔化并对增强体进行浸渍或包覆,降温冷却后基体固化将增强相粘结起来,从而制备自增强材料。
3.中国专利公开号cn105368022a和cn109593216a都公开了一种利用浸渍热压法制得自增强材料。该方法是将聚合物进行熔融纺丝,得到初生纤维,拉伸,得到聚合物拉伸纤维。再将聚合物溶解到溶剂中,得到聚合物溶液,最后将聚合物拉伸纤维穿过低熔点聚合物溶液后,热风吹干,热压,冷却,即得。中国专利公开号cn104001428a、cn104888621a、cn104888621a和cn104801205a都公开了一种利用皮芯结构纤维热压法制得一种自增强型中空纤维膜。该方法是先制备中空编织管增强体,再制备铸膜液。最后将铸膜液通过共挤出喷丝头均匀涂覆在中空编织管的表面,然后在导丝辊牵引下,经过空气间隙,浸入凝固浴中成形,即得到所述中空纤维膜。中国专利公开号cn108265566a公开了一种利用同位法制得一种自增强对位芳纶纸。该方法是将芳纶短切、浆粕、沉析纤维和芳纶纳米纤维经过混合疏解分散制成均匀的悬浮液,抄造成形,压榨、干燥并进一步在热压机上进行热压得到芳纶纸。alper等人利用包合法形成主客体结构的超分子化学方法制备了聚己内酯自增强复合材料。该方法是将聚己内酯的丙酮溶液与环糊精的水溶液在一定条件下进行混合,环糊精的疏水性内腔能将单聚己内酯高分子链包合起来,形成串珠形状。此时,聚己内酯的高分子链由缠结或无规卷绕状态变为伸直链结构,分子链的规整性得到大幅度提高。环糊精去掉后,大分子链的伸直结构得以保持,此时聚合物展现出更高的力学强度[gurarslan,a.;shen,j.;tonelli,a.e.,behavior of poly(ε-caprolactone)s(pcls)coalesced from their stoichiometric urea inclusion compounds and their use as nucleants for crystallizing pcl melts:dependence on pcl molecular weights.macromolecules 2012,45(6),2835-2840.]。
[0004]
在以上自增强材料制备技术中需要先制备增强纤维,再将增强纤维和树脂复合制备工艺复杂、设备要求高,部分技术甚至需要加入有机溶剂,存在溶剂回收增加成本的问题,还有污染环境的风险。
[0005]
聚乳酸(pla)是目前产量最大、应用范围最广的一种新型生物可降解材料。它具有降解性能优异,机械强度高,加工性能好等优点,但是由于其质地脆的问题限制了它在很多
领域内的应用。聚己二酸/对苯二甲酸丁二酯(pbat)既具有脂肪族聚酯卓越的降解性和延展性,又具有芳香族聚酯良好的机械特性和耐高温性。通常使用pbat与pla进行共混改性,既可以提高pla的韧性,也可以改善pbat的加工性能,但是pbat作为韧性材料,通常降低共混物的强度。因此,中国专利cn103589124a,cn111718566a使用pbat增韧的同时,又加入了二恶唑啉类、异氰酸酯类、苯乙烯-丙烯酸酯-环氧丙烯酸酯共聚物等作为扩链剂同时提高了pbat/pla复合材料的冲击强度和断裂伸长率。中国专利cn113429762a加入了滑石粉作为纳米填料共混改性,用于提高pla/pbat复合材料的强度。中国专利cn104194294a公开了一种pla/pbat复合材料及其制备方法和应用,以提高pla/pbat材料的力学强度;其复合材料的制备方法如下:将pla和pbat放入真空干燥箱中,于70~100℃下干燥8~16小时;将超支化三嗪、pla、pbat、硬脂酸、硬脂酸钙和抗氧化剂按照重量份配比放入密炼机中混合均匀;将挤出的混物料放入压片机中进行压片,制得pla/pbat复合材料,该复合材料的拉伸强度为24~25.44mpa与断裂伸长率为20.19%~69.86%。中国专利cn111040395a公开了一种添加了纳米氧化镧、环氧化合物和柠檬酸酯类塑化剂的pbat/pla复合材料,大大提升了复合材料的拉伸强度和断裂伸长率。
[0006]
但是上述制备pla复合材料的技术存在配方及工艺复杂的问题,即使加入了其他助剂,复合材料的拉伸强度和断裂伸长率的提升也十分有限。
技术实现要素:
[0007]
发明目的:本发明所要解决的技术问题是提供基于pbat的自增强弹性体及其制备方法和应用。
[0008]
本发明还要解决的技术问题是提供了一种pla/pbat基弹性体共混物的制备方法,使用pbat基弹性体改性pla,工艺简单,同时提高了材料的强度和韧性。
[0009]
技术方案:为了解决现有技术问题,本发明提供了基于pbat的自增强弹性体,所述自增强材料按重量份数包括如下成分制成:pbat19~80份、聚醚19~80份,催化剂0.01~0.05份。
[0010]
其中,所述聚醚为聚环氧乙烷、环氧乙烷/环氧丙烷共聚物、聚四氢呋喃、聚丙二醇或环氧氯丙烷-四氢呋喃共聚醚等双官能团聚醚中的一种或几种。
[0011]
其中,所述pbat常规市售产品。
[0012]
其中,所述催化剂为钛酸正丁酯、三氧化二锑、烷氧基铝、氧化钛、或醋酸锑等酯化催化剂中的一种或几种。
[0013]
本发明内容还包括所述的基于pbat的自增强弹性体的制备方法,包括以下步骤:在氮气保护下,将pbat、聚醚和催化剂放入反应釜中加热,熔融后,开启搅拌、真空泵,并在恒定温度下进行酯交换反应,反应完成后,制备得到共聚物。
[0014]
其中,所述酯交换反应温度为200~280℃。
[0015]
其中,所述真空度为50~500pa。
[0016]
本发明还提供了基于pbat的自增强弹性体在pla增韧或/和增强中的应用。
[0017]
本发明还提供了一种pla/pbat基弹性体共混物的制备方法,所述制备方法包括以下步骤:
[0018]
(1)pbat基弹性体的制备:将pbat、聚醚和催化剂放入反应釜中加热,熔融后,开启
搅拌、真空泵,并在恒定温度下进行酯交换反应,反应完成后,制备得到共聚物即为pbat基弹性体;
[0019]
(2)pla/pbat基弹性体共混物的制备:将pla和pbat基弹性体放入带干燥器的双螺杆挤出机的料斗中,经过挤出机挤出得到pla/pbat基弹性体共混物。
[0020]
其中,所述聚醚为双官能团聚醚,作为优选,所述聚醚为聚环氧乙烷、环氧乙烷/环氧丙烷共聚物、聚四氢呋喃、聚丙二醇或环氧氯丙烷-四氢呋喃共聚醚中的一种或几种。
[0021]
其中,所述催化剂为钛酸正丁酯、三氧化二锑、烷氧基铝、氧化钛、或醋酸锑等酯化催化剂中的一种或几种。
[0022]
其中,步骤(1)中按重量份数计,所述pbat19~80份、聚醚19~80份,催化剂0.01~0.05份。
[0023]
其中,步骤(2)中按重量份数计,所述pla60~90份和pbat基弹性体10~40份。
[0024]
其中,步骤(2)中所述双螺杆挤出机一区到六区以及机头温度为100℃、150℃、170℃、180℃、190℃、190℃、180℃。
[0025]
其中,步骤(2)中所述双螺杆挤出机挤出速度为80-150转/分钟。
[0026]
本发明通过pbat与双官能团聚醚中加入催化剂后进行酯交换反应,聚醚置换出pbat分子链上的丁二醇,嵌入到pbat分子链中,制备得pbat和聚醚的嵌段共聚物。该共聚物具有弹性体的特征,其在使用过程中,如果受到应力作用,其微观结构中将产生沿应力方向的取向微纤维,从而原位转变为自增强弹性体。
[0027]
有益效果:与现有技术相比,本发明具备以下优点:本发明的自增强弹性体作为自增强材料中的一种,无需单独预先制备纤维、也无需纤维与基体复合、更不需要有机溶剂,所需设备及制备工艺简单。本发明制备的自增强弹性体在改性、加工及成型过程中,可直接使用普通的高分子熔融共混生产线。通过将弹性体与pla熔融共混,使其以分散相形式存在于复合材料中,不仅能够起到增韧复合材料的作用,还能够同时提高复合材料的拉伸强度。本发明制备的pla/pbat基弹性体共混物,可直接用于普通的热塑性高分子材料生产线,不增加工艺流程,就可以得到具有纤维增强特征的材料,适用性强,应用更加广泛。
附图说明
[0028]
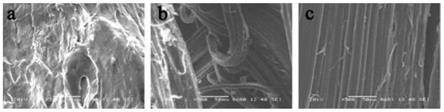
图1为实施例3制备的自增强弹性体扫描电镜微观图。
具体实施方式
[0029]
本发明的pbat其他试剂等均为市售产品。
[0030]
下面结合附图和实施例对本发明作进一步的说明。
[0031]
实施例1自增强弹性体的制备
[0032]
在氮气保护下,将80份pbat、19份聚四氢呋喃和0.01份钛酸正丁酯放入反应釜中加热至240℃,熔融后,开启搅拌、真空泵,并在真空度50pa恒定温度下进行酯交换反应,反应完成后,制备得到共聚物。
[0033]
实施例2自增强弹性体的制备
[0034]
在氮气保护下,将60份pbat、39.9份环氧乙烷/环氧丙烷共聚物和0.03份三氧化二锑放入反应釜中加热至280℃,熔融后,开启搅拌、真空泵,并在真空度100pa恒定温度下进
行酯交换反应,反应完成后,制备得到共聚物。
[0035]
实施例3自增强弹性体的制备
[0036]
在氮气保护下,将50份pbat、49.9份聚环氧乙烷和0.03份烷氧基铝放入反应釜中加热至200℃,熔融后,开启搅拌、真空泵,并在真空度500pa恒定温度下进行酯交换反应,反应完成后,制备得到共聚物。
[0037]
实施例4自增强弹性体的制备
[0038]
在氮气保护下,将30份pbat、59.9份聚丙二醇和0.04份氧化钛放入反应釜中加热至200℃,熔融后,开启搅拌、真空泵,并在真空度300pa恒定温度下进行酯交换反应,反应完成后,制备得到共聚物。
[0039]
实施例5自增强弹性体的制备
[0040]
在氮气保护下,将19份pbat、80份环氧氯丙烷-四氢呋喃共聚醚和0.05份醋酸锑放入反应釜中加热至260℃,熔融后,开启搅拌、真空泵,并在真空度50pa恒定温度下进行酯交换反应,反应完成后,制备得到共聚物。
[0041]
对比例1
[0042]
在氮气保护下,将50份pbat、49.9份聚氧化丙烯四醇和0.03份烷氧基铝放入反应釜中加热至200℃,熔融后,开启搅拌、真空泵,并在真空度500pa恒定温度下进行酯交换反应,反应完成后,制备得到共聚物。
[0043]
对比例2
[0044]
在氮气保护下,将80份聚对苯二甲酸丁二醇酯(pbt)、19份聚四氢呋喃和0.01份钛酸正丁酯放入反应釜中加热至240℃,熔融后,开启搅拌、真空泵,并在真空度50pa恒定温度下进行酯交换反应,反应完成后,制备得到共聚物。
[0045]
实施例1-5制备的共聚物和对比例1-2制备的共聚物力学性能测试结果如表1所示。
[0046]
所进行的力学性能的测试方法采用gb/t 1040-2006(塑料拉伸性能的测定标准方法)。
[0047]
表1
[0048][0049]
[0050]
从表1可以看出,对比例1得到的共聚物的拉伸强度和断裂拉伸应变都小于实施例3得到的共聚物。这是因为对比例1中的聚氧化丙烯四醇不是双官能团聚醚,在酯化反应过程中发生交联或接枝反应导致在拉伸过程中没有纤维产生。对比例2与实施例1相比得到的共聚物断裂拉伸应变更小而拉伸强度更大,这是由于对比例2得到的共聚物中的pbt是芳香族聚酯刚性极大,所以拉伸强度更大,但在拉伸过程中没有产生纤维,所以断裂拉伸应变更小。实施例1-5制得的共聚物由于聚醚二醇嵌段的存在且没有在酯化反应过程中发生交联或接枝反应,所以有形成纤维从而提高该共聚物的断裂拉伸应变和拉伸强度,使其拥有更好的的机械强度和更大的的拉伸应变。对实施例3得到的己二酸/对苯二甲酸丁二酯乙二醇共聚物进行扫描电镜分析。从图1中可以看出,a为不受力时的显微结构,此时材料中不存在纤维。b和c为应力逐渐增加时的显微结构,材料在应力作用下逐渐产生与应力方向相同的取向纤维,并且随应力增加纤维结构越明显。
[0051]
实施例6
[0052]
将pla与实施例1制备的pbat自增强弹性体按90∶10共混均匀后加入双螺杆挤出机,将挤出机一区到六区及机头的温度分别设定为100℃、150℃、170℃、180℃、190℃、190℃、180℃。以130r/min的速度挤出,牵条,造粒得到pla/pbat基弹性体共混物。共混物的性能参数参见表2。
[0053]
实施例7
[0054]
将pla与实施例2制备的pbat自增强弹性体按80∶20共混均匀后加入双螺杆挤出机,将挤出机一区到六区及机头的温度分别设定为100℃、150℃、170℃、180℃、190℃、190℃、180℃。以110r/min的速度挤出,牵条,造粒得到pla/pbat基弹性体共混物。共混物的性能参数参见表2。
[0055]
实施例8
[0056]
将pla与实施例3制备的pbat自增强弹性体按70∶30共混均匀后加入双螺杆挤出机,将挤出机一区到六区及机头的温度分别设定为100℃、150℃、170℃、180℃、190℃、190℃、180℃。以100r/min的速度挤出,牵条,造粒得到pla/pbat基弹性体共混物。共混物的性能参数参见表2。
[0057]
实施例9
[0058]
将pla与实施例4制备的pbat自增强弹性体按60∶40共混均匀后加入双螺杆挤出机,将挤出机一区到六区及机头的温度分别设定为100℃、150℃、170℃、180℃、190℃、190℃、180℃。以100r/min的速度挤出,牵条,造粒得到pla/pbat基弹性体共混物。共混物的性能参数参见表2。
[0059]
对比例3
[0060]
将pla、pbat按质量比90∶10共混均匀后加入双螺杆挤出机,将挤出机一区到六区及机头的温度分别设定为100℃、150℃、170℃、180℃、190℃、190℃、180℃。以130r/min的速度挤出,牵条,造粒得pla/pbat复合材料。pla/pbat复合材料的性能参数参见表2。
[0061]
对比例4
[0062]
将pla、pbat按质量比80∶20共混均匀后加入双螺杆挤出机,将挤出机一区到六区及机头的温度分别设定为100℃、150℃、170℃、180℃、190℃、190℃、180℃。以110r/min的速度挤出,牵条,造粒得pla/pbat复合材料。pla/pbat复合材料的性能参数参见表2。
[0063]
对比例5
[0064]
将pla、pbat按质量比70∶30共混均匀后加入双螺杆挤出机,将挤出机一区到六区及机头的温度分别设定为100℃、150℃、170℃、180℃、190℃、190℃、180℃。以100r/min的速度挤出,牵条,造粒得pla/pbat复合材料。pla/pbat复合材料的性能参数参见表2。
[0065]
对比例6
[0066]
将pla、pbat按质量比60∶40共混均匀后加入双螺杆挤出机,将挤出机一区到六区及机头的温度分别设定为100℃、150℃、170℃、180℃、190℃、190℃、180℃。以90/min的速度挤出,牵条,造粒得pla/pbat复合材料。pla/pbat复合材料的性能参数参见表2。
[0067]
对比例7
[0068]
将pla、pbat、聚乙酸二甘酯按质量比90∶10∶5共混均匀后加入双螺杆挤出机,将挤出机一区到六区及机头的温度分别设定为100℃、150℃、170℃、180℃、190℃、190℃、180℃。以130r/min的速度挤出,牵条,造粒得pla/pbat复合材料。pla/pbat复合材料的性能参数参见表2。
[0069]
对比例8
[0070]
将pla、pbat、纳米碳酸钙(nano-caco3)按质量比80∶20∶5共混均匀后加入双螺杆挤出机,将挤出机一区到六区及机头的温度分别设定为100℃、150℃、170℃、180℃、190℃、190℃、180℃。以110r/min的速度挤出,牵条,造粒得pla/pbat复合材料。pla/pbat复合材料的性能参数参见表2。
[0071]
对比例9
[0072]
将pla、pbat、增容剂dt按质量比70∶30∶0.3共混均匀后加入双螺杆挤出机,将挤出机一区到六区及机头的温度分别设定为100℃、150℃、170℃、180℃、190℃、190℃、180℃。以100r/min的速度挤出,牵条,造粒得pla/pbat复合材料。pla/pbat复合材料的性能参数参见表2。
[0073]
实施例6-9制备的pla/pbat基弹性体共混物和对比例3-9制备的复合材料测试其力学性能,测试结果如表2所示。
[0074]
所进行的力学性能的测试方法采用gb/t 1040-2006(塑料拉伸性能的测定标准方法)。
[0075]
表2 pla/pbat基弹性体共混物的性能和pla/pbat复合材料的力学性能
[0076][0077]
从表2可以看出,对比例3-6的拉伸强度和断裂拉伸应变都小于实施例6-9得到的共聚物。这是因为纯的pla的拉伸强度在60mpa左右,断裂伸长率在4-6%左右,由于对比例3-6中只加入了pbat这种韧性材料使得复合材料的断裂伸长率有了一定的提升,但也导致了该复合材料的拉伸强度较纯pla有所下降,且pla与pbat的相容性较差,所以拉伸强度和伸长率随pbat含量增加而降低。实施例6-9所制得的共聚物由于聚醚二醇嵌段的存在且没有在酯化反应过程中发生交联或接枝反应,所以内部在受力时会形成纤维结构,从而提高该共聚物的断裂伸长率和拉伸强度。对比例7-9中添加了其他助剂,一定程度上保证了复合材料的拉伸强度,并且使用pbat提升了断裂伸长率,但是该拉伸强度和断裂伸长率仍旧远远低于实施例6-9制备得到的共聚物。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。