技术特征:
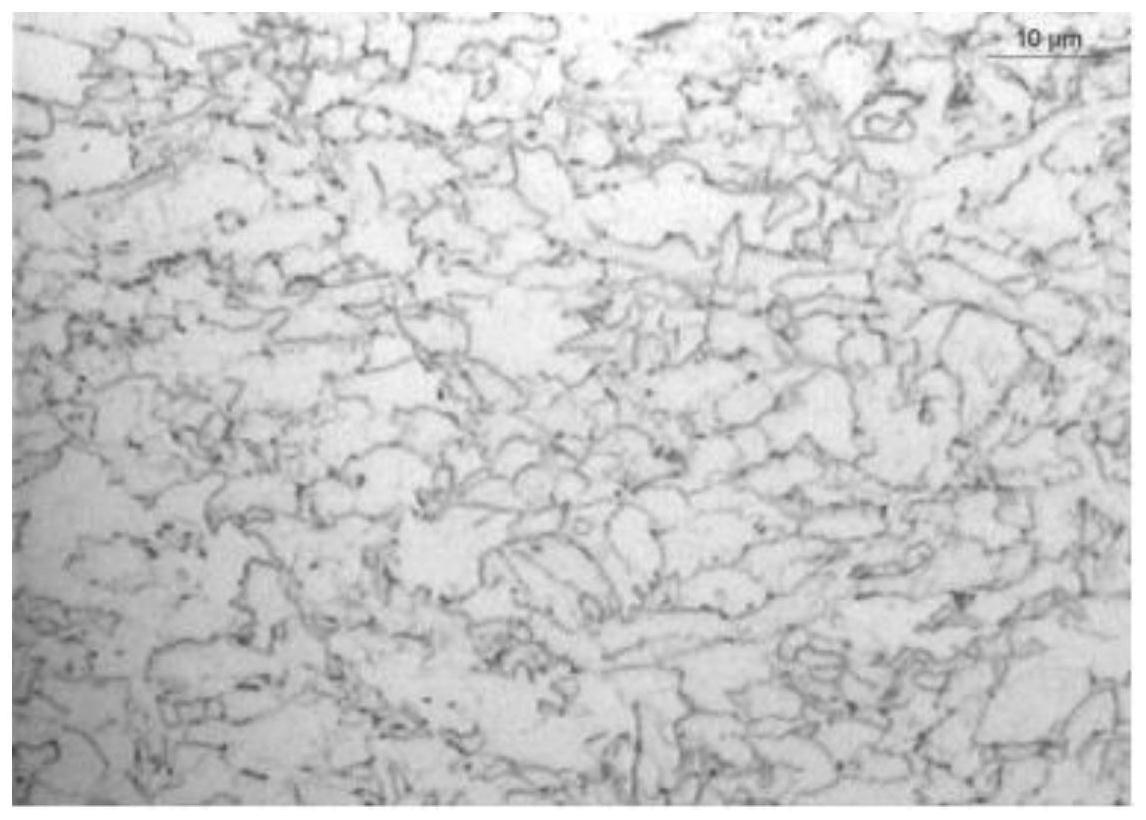
1.一种一钢多级多规格大梁钢,其特征在于:所述大梁钢化学成分组成及质量百分含量为:c:0.06-0.08%,si:0.10-0.15%,mn:1.30-1.50%,p≤0.018%,s≤0.003%,als:0.015-0.045%,nb:0.020-0.040%,ti:0.075-0.095%,n≤0.0050%,余量为fe和不可避免的杂质。2.根据权利要求1所述的一种一钢多级多规格大梁钢,其特征在于:所述大梁钢厚度规格为3-15mm;显微组织为铁素体+珠光体,晶粒度等级11级以上,冷弯性能合格;所述大梁钢包括:510l牌号产品,横向性能指标如下:屈服强度410-447mpa,抗拉强度533-568mpa,延伸率a:24-26%,-20℃冲击功≥140 j;550l牌号产品,横向性能指标如下:屈服强度425-471mpa,抗拉强度566-589mpa,延伸率a:22-24%,-20℃冲击功≥128j;610l牌号产品,横向性能指标如下:屈服强度510-537mpa,抗拉强度615-640mpa,延伸率a:20-22%,-20℃冲击功≥115j;650l牌号产品,横向性能指标如下:屈服强度562-598mpa,抗拉强度668-693mpa,延伸率a:18-20%,-20℃冲击功≥93j;700l 牌号产品,横向性能指标如下:产品屈服强度640-671mpa,抗拉强度711-738mpa,延伸率a:16-18%,-20℃冲击功≥76j。3.基于权利要求1或2所述的一种一钢多级多规格大梁钢的生产方法,其特征在于:包括铁水预处理、转炉冶炼、lf精炼、连铸、轧制工序;所述轧制工序,加热温度1140-1240℃、加热时间140-240min、终轧温度820-920℃、卷取温度460-620℃。4.根据权利要求3所述的一种一钢多级多规格大梁钢的生产方法,其特征在于:所述轧制工序,炼钢连铸产出的铸坯,经热轧工序进行轧制,当加热温度1140-1160℃、加热时间140-160min、终轧温度820-840℃、前段1/2冷却模式、卷取温度460-490℃时,产出的是510l牌号产品。5.根据权利要求3所述的一种一钢多级多规格大梁钢的生产方法,其特征在于:所述轧制工序,炼钢连铸产出的铸坯,经热轧工序进行轧制,当加热温度1161-1180℃、加热时间161-180min、终轧温度841-860℃、前段1/2冷却模式、卷取温度491-520℃时,产出的是550l牌号产品。6.根据权利要求3所述的一种一钢多级多规格大梁钢的生产方法,其特征在于:所述轧制工序,炼钢连铸产出的铸坯,经热轧工序进行轧制,当加热温度1181-1200℃、加热时间181-200min、终轧温度861-880℃、前段3/4冷却模式、卷取温度521-550℃时,产出的是610l牌号产品。7.根据权利要求3所述的一种一钢多级多规格大梁钢的生产方法,其特征在于:所述轧制工序,炼钢连铸产出的铸坯,经热轧工序进行轧制,当加热温度1201-1220℃、加热时间201-220min、终轧温度881-900℃、前段3/4冷却模式、卷取温度551-580℃时,产出的是650l牌号产品。8.根据权利要求3所述的一种一钢多级多规格大梁钢的生产方法,其特征在于:所述轧制工序,炼钢连铸产出的铸坯,经热轧工序进行轧制,当加热温度1221-1240℃、加热时间221-240min、终轧温度901-920℃、前段集中冷却模式、卷取温度581-620℃时,产出的是700l牌号产品。9.根据权利要求3-8任意一项所述的一种一钢多级多规格大梁钢的生产方法,其特征
在于:所述铁水预处理工序,进行铁水预脱硫,脱硫后铁水硫质量百分比控制在≤0.0020%;所述转炉冶炼工序,终点氧控制在0.040-0.060%,控制终点温度1610-1630℃,终点c≤0.035%,p≤0.015%,出钢后进行脱氧合金化,控制als:0.030-0.050%,转炉出站s控制在≤0.008%;所述lf精炼工序,送电升温,根据温度测定值,按照1610℃进行设定升温时间,送电升温同时加入石灰,石灰加入量按照5-5.5kg/吨钢加入,升温后进行脱硫和取样,合金调整,同时加入ti铁,喂入纯钙线,调整净吹气量,并保持净吹时间6-12min;所述连铸工序,根据液相线计算公式得出钢水的液相线温度为1520℃,连铸浇铸时保证中包温度在1530-1545℃,确保连铸过热度在10-25℃,拉速控制在1.1-1.3m/min。10.根据权利要求3-8任意一项所述的一种一钢多级多规格大梁钢的生产方法,其特征在于:所述一钢多级多规格大梁钢厚度区间为3-15mm;所述连铸工序,连铸坯化学成分组成及质量百分含量为:c:0.06-0.08%,si:0.10-0.15%,mn:1.30-1.50%,p≤0.018%,s≤0.003%,als:0.015-0.045%,nb:0.020-0.040%,ti:0.075-0.095%,n≤0.0050%,余量为fe和不可避免的杂质。
技术总结
本发明公开一种一钢多级多规格大梁钢及其生产方法,大梁钢化学成分组成及质量百分含量为:C:0.06-0.08%,Si:0.10-0.15%,Mn:1.30-1.50%,P≤0.018%,S≤0.003%,Als:0.015-0.045%,Nb:0.020-0.040%,Ti:0.075-0.095%,N≤0.0050%,余量为Fe和不可避免的杂质。生产方法包括铁水预处理、转炉冶炼、LF精炼、连铸、轧制工序。本发明通过对大梁钢基础固溶强化元素含量进行确定,添加廉价的金属Ti,并对生产工艺进行针对性调整和优化,生产出能够满足系列牌号对应性能要求的大梁钢产品,实现一个成分对应多个牌号,提高生产效率。提高生产效率。提高生产效率。
技术研发人员:孙毅 韩健 李俊生 李红俊 张继永 周建川 刘斌 申建军
受保护的技术使用者:河钢股份有限公司邯郸分公司
技术研发日:2021.11.08
技术公布日:2022/2/24
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。