布线体及其制造方法
1.相关申请的交叉参考
2.本技术基于2020年8月11日向日本特许厅提交的日本专利申请2020-135927号,因此将所述日本专利申请的全部内容以引用的方式并入本文。
技术领域
3.本发明涉及布线体及其制造方法。
4.近年来,智能手机、笔记本电脑、数码相机或者游戏机等电子设备,随着向小型化和高速化发展,信息处理量急剧增加。因此,信号速度存在越来越高速化的倾向。智能手机等移动通信终端从2019年开始向下一代通信标准5g转移。在5g中,由通信终端发送和接收的信号的频率变为从数ghz到20~30ghz。并且,预计到2022年左右,信号频率将提高到50ghz左右。随信号频率的增加,信号的传输损耗增加。因此,要求设置信号线(传输线)的布线体要降低传输损耗。
5.另外,随着电子设备的小型化和高密度化,布线体上不仅可以设置信号线,还可以设置供电线(电源线)。该供电线用于将由电子设备的电源供给的电力提供给诸如处理器等电子部件。尤其是,在智能手机等便携终端的情况下,对布线体的宽度方向的尺寸加以严格限制。另一方面,由于随着电子设备的高速化,耗电增加,因此需要更大的电源容量。
6.另外,在国际公开公报2014-002785号和国际公开公报2014-157031号中记载了用于传输高频信号的高频信号线。
7.如上所述,要求布线体增加电流容量。但是,由于对布线体的宽度的限制,难以增加供电线的宽度。因此,难以确保所需的电流容量。
技术实现要素:
8.本发明的目的之一是提供能够抑制布线体的宽度增加同时能够增加供电线的电流容量的布线体及其制造方法。
9.本发明提供一种布线体(本布线体),其包括:芯材绝缘基材,具有第一主平面以及所述第一主平面的相反侧的第二主平面;信号线,设置在所述第一主平面上,沿所述布线体的长边方向延伸;第一供电线,设置在所述第一主平面上,沿所述布线体的长边方向延伸;第二供电线,设置在所述第二主平面上,沿所述布线体的长边方向延伸,通过设置在所述芯材绝缘基材上的层间连接部,与所述第一供电线电连接;第一电介质层,层叠在所述第一主平面上,埋设有所述信号线和所述第一供电线;第一接地层,设置在所述第一电介质层上;第二电介质层,层叠在所述第二主平面上,埋设有所述第二供电线;以及第二接地层,设置在所述第二电介质层上,与所述第一接地层一起至少夹着所述信号线。
10.另外,在本布线体中,所述第一供电线可以比所述信号线厚。
11.另外,在本布线体中,所述第一供电线包括设置在所述第一主平面上的金属箔和形成在所述金属箔上的镀层,所述信号线也可以包括设置在所述第一主平面上的金属箔。
12.另外,在本布线体中,所述第二供电线可以比所述信号线厚。
13.另外,在本布线体中,当从所述芯材绝缘基材的所述第一主平面的法线方向观察时,所述第一接地层可以实际上覆盖所述第一供电线和所述第二供电线。
14.另外,在本布线体中,当从所述芯材绝缘基材的所述第二主平面的法线方向观察时,所述第二接地层可以实际上覆盖所述第一供电线和所述第二供电线。
15.另外,本布线体还具有在所述信号线的端部上局部设置的着陆处,所述着陆处和设置在所述第一电介质层上的焊盘可以通过填充过孔电连接。
16.另外,在本布线体中,所述芯材绝缘基材可以包括液晶聚合物。
17.另外,在本布线体中,所述第一电介质层具有第一粘合剂层和第一绝缘基材,所述第一粘合剂层层叠在所述第一主平面上,埋设有所述信号线和所述第一供电线,所述第一绝缘基材层叠在所述第一粘合剂层上,所述第二电介质层具有第二粘合剂层和第二绝缘基材,所述第二粘合剂层层叠在所述第二主平面上,埋设有所述第二供电线,所述第二绝缘基材层叠在所述第二粘合剂层上。
18.另外,在本布线体中,所述第一绝缘基材和/或所述第二绝缘基材可以包括液晶聚合物。
19.另外,在本布线体中,所述芯材绝缘基材、所述第一电介质层和所述第二电介质层中至少任意一个中的10ghz的相对介电常数是2.0~3.5,其介质损耗角正切可以是0.001~0.005。
20.另外,本布线体还包括:第一焊盘,设置在所述第一电介质层上,并通过填充过孔与所述信号线电连接,第二焊盘,设置在所述第一电介质层上,并通过填充过孔与所述第一供电线电连接;以及部件,所述部件具有焊锡连接到所述第一焊盘的第一端子和焊锡连接到所述第二焊盘的第二端子。
21.本发明提供一种布线体的制造方法(本布线体的制造方法),其包括如下工序:准备双面覆金属箔层压板,所述双面覆金属箔层压板具有:芯材绝缘基材,其具有第一主平面和所述第一主平面的相反侧的第二主平面;第一金属箔,设置在所述第一主平面上;以及第二金属箔,设置在所述第二主平面上;在所述双面覆金属箔层压板上形成第一导通孔;至少在成为供电线的部分的所述第一金属箔和所述第二金属箔上以及所述第一导通孔的内壁形成镀层;通过对所述第一金属箔、所述第二金属箔以及所述镀层进行蚀刻处理,形成信号线及供电线,由此得到双面芯板;准备第一单面覆金属箔层压板,该第一单面覆金属箔层压板具有第一绝缘基材和第三金属箔,所述第一绝缘基材具有第三主平面以及与所述第三主平面相反侧的第四主平面,所述第三金属箔设置在所述第三主平面上;在所述第四主平面上层叠第一粘合剂层,并且在所述第一粘合剂层上层叠第一保护膜;通过对所述第一保护膜的规定部位照射激光,去除与所述规定部位对应的所述第一保护膜、所述第一粘合剂层以及所述第一绝缘基材的部分,形成在底面上露出所述第三金属箔的有底的第二导通孔;在所述第二导通孔内填充第一导电浆料,由此获得第一单面基板;准备第二单面覆金属箔层压板,该第二单面覆金属箔层压板具有第二绝缘基材和第四金属箔,所述第二绝缘基材具有第五主平面以及与所述第五主平面相反侧的第六主平面,所述第四金属箔设置在所述第六主平面上;在所述第五主平面上层叠第二粘合剂层,并且在所述第二粘合剂层上层叠第二保护膜;通过对所述第二保护膜的规定部位照射激光,去除与所述规定部位对应的所述第二保护膜、所述第二粘合剂层以及所述第二绝缘基材的部分,形成在底面上露出所述
第四金属箔的有底的第三导通孔;在所述第三导通孔内填充第二导电浆料,由此获得第二单面基板;从所述第一单面基板的所述第一粘合剂层剥离所述第一保护膜,并且从所述第二单面基板的所述第二粘合剂层剥离所述第二保护膜;通过使所述第一单面基板的所述第一粘合剂层与所述双面芯板的一个主平面相对,以及使所述第二单面基板的所述第二粘合剂层与所述双面芯板的另一个主平面相对,在所述第一单面基板、所述第二单面基板以及所述双面芯板之间进行位置对准,然后,以由所述第一单面基板以及所述第二单面基板夹着所述双面芯板的方式,通过层叠所述第一单面基板、所述第二单面基板以及所述双面芯板,形成层压体;通过加热和加压使所述层压体一体化。
22.另外,在本布线体的制造方法中,形成所述镀层的工序可以包括避免在作为所述信号线的部分形成镀层的工序。
23.另外,在本布线体的制造方法中,获得所述双面芯板的工序可以通过卷对卷方法进行。
24.按照本发明,能够提供在可抑制布线体的宽度增加的同时增加供电线的电流容量的布线体及其制造方法。
附图说明
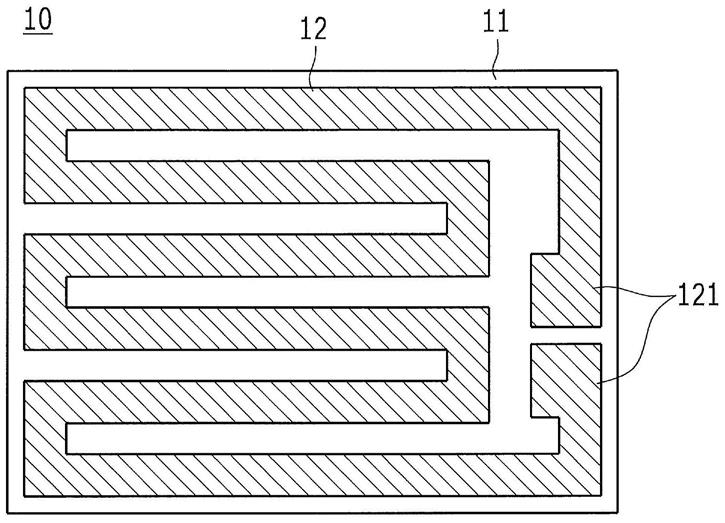
25.图1是实施方式的布线体的平面示意图。
26.图2是表示设置在实施方式的布线体内部的多条布线的一部分的俯视图。
27.图3是实施方式的布线体的端部的宽度方向的局部断面图。
28.图4是实施方式的布线体的沿信号线的长边方向的局部断面图。
29.图5a是用于说明实施方式的双面芯板的制造方法的工序断面图。
30.图5b是接着图5a的用于说明实施方式的双面芯板的制造方法的工序断面图。
31.图6a是用于说明实施方式的上侧积层用的单面基板的制造方法的工序断面图。
32.图6b是接着图6a的用于说明实施方式的上侧积层用的单面基板的制造方法的工序断面图。
33.图7a是用于说明实施方式的下侧积层用的单面基板的制造方法的工序断面图。
34.图7b是接着图7a的用于说明实施方式的下侧积层用的单面基板的制造方法的工序断面图。
35.图8是用于说明实施方式的布线体的层叠工序的工序断面图。
36.图9的(1)是已形成阻焊层的实施方式的布线体的局部断面图,图9的(2)是已安装连接部件的实施方式的布线体的局部断面图。
37.图10a是用于说明实施方式的变形例的双面芯板的制造方法的工序断面图。
38.图10b是接着图10a的用于说明变形例的双面芯板的制造方法的工序断面图。
具体实施方式
39.在下面的详细说明中,出于说明的目的,为了提供对所公开的实施方式的彻底的理解,提出了许多具体的细节。然而,显然可以在没有这些具体细节的前提下实施一个或更多的实施方式。在其它的情况下,为了简化制图,示意性地示出了公知的结构和装置。
40.以下,边参照附图,边对本发明的实施方式进行说明。在各图中,具有同等功能的
构成要素赋予相同的附图标记。附图是示意性地描绘。在各图中,厚度与平面尺寸的关系(纵横比)以及各层的厚度的比率等未必与现实的一致。
41.(布线体1)
42.首先,参照图1和图2,对本实施方式的布线体1的大致结构进行说明。图1是布线体1的平面示意图,图2是表示设置在布线体1内部的多条布线的一部分的平面图。此外,在图1中,x方向是布线体1的长边方向,y方向是布线体1的宽度方向。
43.布线体1是用于传输信号和电力的布线体。布线体1设置在智能手机以及平板终端等信息处理终端的壳体内。例如,布线件1用于电连接发送和接收无线信号的rf模块以及安装有信号处理芯片等的主基板。
44.如图1所示,在布线体1的内部,沿布线体1的长边方向延伸地设置供电线lv、信号线ls以及接地布线lg。
45.供电线lv是用于传输电力的布线。后面将详细地进行说明,不过该供电线lv通过通孔等层间连接部,使分别形成于布线体1的芯板(后述的绝缘基材11)的上表面和下表面的导电层相互电连接。因此,即使在限制布线体1的宽度的条件下,也可以增加供电线的实际厚度。其结果,能够确保所需的电流容量。
46.信号线ls是用于传输高速信号的布线。稍后将详细地进行说明,不过该信号线ls形成为比供电线lv薄。此外,高精度地控制信号线ls的线宽。因此,阻抗匹配性优异。
47.接地布线lg是为了稳定信号线ls的电位而设置的。如图2所示,在本实施方式中,接地布线lg设置在信号线ls的两侧。
48.如图1所示,在布线体1的两端部设置有用于安装连接器等部件(未图示)的多个焊盘p1~p6。焊盘p1和焊盘p2通过供电线lv电连接。焊盘p3和焊盘p4通过接地布线lg电连接。焊盘p5和焊盘p6通过信号线ls电连接。
49.此外,图1示意性地简化表示了本实施方式的布线体1。各种布线和焊盘的数量及配置不限于图1所示的数量和配置。例如,可以在布线体1上设置多条信号线ls。另外,也可以在布线体1上设置多条供电线lv。焊盘也可以设置为与多条信号线ls对应的数量。
50.另外,如图2所示,信号线ls也可以配置为被接地布线lg夹着。与信号线ls同样,供电线lv也可以配置为被接地布线lg夹着。
51.另外,信号线ls不限于单端的传输线,也可以设置为差动线路。此时,两条信号线设置为不夹着接地布线lg地并行。另外,多组一对差动线路也可以隔着接地布线lg设置。另外,也可以单端的传输线和差动线路混合设置。
52.另外,各布线的平面形状不限于图2所示的直线状。各布线的平面形状例如也可以是特开2019-106508号公报中记载的形状。
53.下面,将参照图3和图4的断面图,对布线体1的内部结构详细地进行说明。图3是布线体1的端部的宽度方向的局部断面图。图4是布线体1的沿信号线的长边方向的局部断面图。
54.布线体1具备绝缘基材(芯绝缘基材)11、设置在该绝缘基材11上的各种布线(信号线ls、供电线lv及接地布线lg)、形成在绝缘基材11的上表面的粘合剂层23(第一粘合剂层)、层叠在该粘合剂层23上的绝缘基材21(第一绝缘基材)、设置在该绝缘基材21上的导体部(接地层22a、焊盘22b、22c)、层叠在绝缘基材11的下表面的粘合剂层33(第二粘合剂层)、
层叠在该粘合剂层33上的绝缘基材31(第二绝缘基材)、设置在绝缘基材31上的导电部(接地层32a、焊盘32b)、层间连接部(通孔th、填充过孔25c、35c)以及阻焊层26、36。以下,对各构成要素详细地进行说明。
55.绝缘基材11是布线体1的芯材,例如,包括具有柔性的绝缘树脂膜。作为该绝缘基材11的材料,从降低高速信号的传输损耗的角度出发,优选使用相对介电常数和介质损耗角正切(tanδ)小的绝缘材料。作为这样的材料,例如可以是液晶聚合物(lcp)。此外,绝缘基材11的材料也可以是聚酰亚胺(pi)、改性聚酰亚胺(mpi)、聚萘二甲酸乙二醇酯(pen)、聚乙醚酮(peek)以及氟树脂(pfa、ptfe等)等。
56.此外,可以根据对布线体所要求的传输特性和/或柔性来确定绝缘基材11的厚度。例如,绝缘基材11的厚度为25~100μm。
57.供电线lv具有供电线lva(第一供电线)和供电线lvb(第二供电线)。供电线lva设置在绝缘基材11的上表面(第一主平面),形成为沿布线体1的长边方向延伸。供电线lvb设置在绝缘基材11的下表面(第一主平面的相反侧的第二主平面),形成为沿布线体1的长边方向延伸。供电线lva和供电线lvb通过形成在绝缘基材11上的通孔th电连接。
58.如图3所示,供电线lva包括两层导体膜(金属箔12和镀层14)。因此,供电线lva比包括一层导体膜的信号线ls厚。同样地,供电线lvb包括两层导电膜(金属箔13和镀层14)。此外,供电线lva和lvb包括两层导体膜不是必需的。供电线lva和lvb中的至少任意一个可以包括金属箔而不包括镀层14。
59.供电线lva经由填充过孔25c与焊盘22b(第二焊盘)电连接。同样地,供电线lvb通过填充过孔35c与焊盘32b电连接。焊盘22b与安装在布线体1上的部件的第二端子(未示出)焊接连接。该焊盘22b设置在绝缘基材21上(在第一电介质层上),并且经由填充过孔25c与供电线lv电连接。此外,在本实施例中,由于没有使用焊盘32b,所以焊盘32b由阻焊层36覆盖。
60.此外,供电线lva和供电线lvb形成为从绝缘基材11的主平面的法线方向观察时至少一部分相互重叠。在本实施例中,供电线lva和供电线lvb形成为彼此完全重叠。
61.如上所述,信号线ls形成在绝缘基材11的上表面。如图4所示,信号线ls通过填充过孔25c与设置在绝缘基材21上的焊盘22c(第一焊盘)电连接。焊盘22c与安装在布线体1上的部件的第一端子(未示出)焊接连接。该焊盘22c设置在绝缘基材21之上(第一电介质层之上),并且经由填充过孔25c与信号线ls电连接。
62.如图4所示,在信号线ls的端部与填充过孔25c之间局部地设置镀层14作为着陆处。由此,填充过孔25c的长度可以缩短正好镀层14厚度的量。其结果,能够提高相对于层间连接的可靠性。特别是在绝缘基材21包含热膨胀系数大的材料(液晶聚合物等)时,设置着陆处很有效。
63.如图3所示,在本实施方式中,接地布线lg分别形成于绝缘基材11的上表面及下表面。各接地布线lg与供电线lva、lvb相同,包含两层导体膜。因此,能够使填充过孔25c的长度缩短相当于镀层14的厚度的量。其结果,能够提高相对于层间连接的可靠性。
64.此外,形成于绝缘基材11的上表面的接地布线lg和形成于绝缘基材11的下表面的接地布线lg可以如供电线lva和供电线lvb那样,通过通孔等层间连接部电连接。此外,有时也省略绝缘基材11的下表面侧的接地布线lg。
65.如图3所示,粘合剂层23层叠在绝缘基材11的上表面,使其埋设信号线ls、供电线lva以及形成在绝缘基材11的上表面的接地布线lg。
66.粘合剂层33层叠在绝缘基材11的下表面,使其埋设供电线lvb以及形成于绝缘基材11的下表面的接地布线lg。
67.此外,作为粘合剂层23、33的材料,使用具有热固性并能够确保充分的粘接强度的材料。例如使用以聚烯烃、聚苯乙烯或聚酰亚胺等为主要成分的粘合剂作为该材料。
68.另外,作为粘合剂层23和33的材料,也可以使用具有与绝缘基材11的介电特性相同或更大的介电特性的粘合剂。由此,能够提高布线体1的传输特性。
69.如图3所示,绝缘基材21层叠在粘合剂层23上。该绝缘基材21与粘合剂层23一起构成各布线与接地层之间的电介质层(第一电介质层)。绝缘基材31层叠在粘合剂层33上。该绝缘基材31与粘合剂层33一起构成各布线与接地层之间的电介质层(第二电介质层)。
70.从降低高速信号的传输损耗的角度来看,绝缘基材21、31的材料优选使用相对介电常数和介质损耗角正切小的绝缘材料。作为这样的材料,例如可以是液晶聚合物(lcp)。此外,绝缘基材21、31的材料也可以是聚酰亚胺(pi)、改性聚酰亚胺(mpi)、聚萘二甲酸乙二醇酯(pen)、聚乙醚酮(peek)以及氟树脂(pfa、ptfe等)等。
71.从传输损耗的角度来看,优选第一和第二电介质层的厚度较厚。另一方面,从组装到设备中和层间连接的可靠性的角度来看,这些第一和第二电介质层的厚度优选较薄。考虑到这两方面,关于第一以及第二电介质层的厚度,例如含有液晶聚合物的绝缘基材21、31的厚度分别在25~100μm的范围内,并且粘合剂层23、33的厚度分别在25~75μm的范围内。这里,第一和第二电介质层具有用50μm厚的粘合剂粘合50μm厚的lcp树脂层的结构。
72.此外,绝缘基材21和绝缘基材31的厚度不必彼此相同。也可以采用将信号线ls配置在布线体1的断面中央附近的方式,使绝缘基材31比绝缘基材21薄(例如25μm厚)。
73.接地层22a(第一接地层)设置在绝缘基材21(第一电介质层)上。该接地层22a经由填充过孔25c与绝缘基材11的上侧的接地布线lg电连接。
74.接地层32a(第二接地层)设置在绝缘基材31(第二电介质层)上。该接地层32a经由填充过孔35c与绝缘基材11的下侧的接地布线lg电连接。
75.如图3所示,接地层32a设置为与接地层22a一起夹住信号线ls。由此,形成三层带状线结构。
76.此外,接地层22a和/或接地层32a可以构成为从绝缘基材11的主平面(上表面和下表面)的法线方向观察时,实际上覆盖供电线lva和供电线lvb。这里,“实际上覆盖供电线lva和供电线lvb”是指例如除了焊盘22b和32b周围的开口部分之外,覆盖供电线lva和供电线lvb。这样,通过将供电线lv配置在接地层22a的内侧,能够有效地屏蔽由供电线lv辐射的噪声。其结果,可以降低从布线体1泄漏的电磁波噪声。
77.此外,从确保传输特性的角度出发,对于绝缘基材11、21、31以及粘合剂层23、33各层中的至少一个,优选10ghz的相对介电常数为2.0~3.5,并且介质损耗角正切为0.001~0.005。这些值是根据jisc 2138:2007中规定的方法测量的值。
78.另外,在本实施方式的布线体1中,绝缘基材21和粘合剂层23构成第一电介质层,并且绝缘基材31和粘合剂层33构成第二电介质层。关于这点,第一和第二电介质层的构成并不限定于此。第一和第二电介质层也可以构成为包含两层以上的绝缘基材和/或两层以
上的粘合剂层。也可以在第一和第二电介质层中设置布线。例如,与填充过孔25c电连接的布线(起到供电线作用)可以设置在第一和第二电介质层中。
79.另外,在本实施方式的布线体1中,在绝缘基材11的上表面设置有信号线ls。关于这点,也可以在绝缘基材11的下表面设置信号线(未图示)。此时,信号线以当俯视布线体1时不与绝缘基材11的上表面的信号线ls重叠的方式,设置在绝缘基材11的下表面。
80.如上所述,在本实施方式的布线体1中,供电线lv包括供电线lva和供电线lvb两条供电线。因此,即使在限制布线体1的宽度的条件下,也可以增加供电线的实际厚度。其结果,能够确保所需的电流容量。另外,供电线lva和lvb包括两层导体膜。因此,能够确保更大的电流容量。
81.此外,在本实施方式的布线体1中,供电线lva、lvb包含两层导体膜,而信号线ls包含一层导体膜。因此,由于信号线ls比供电线lv薄,所以能够抑制线宽的偏差。从而能够容易地实现特性阻抗匹配。
82.并且,在本实施方式的布线体1中,接地层22a、32a设置为当俯视布线体1时,实际上覆盖供电线lv。因此,能够有效地屏蔽由供电线lv辐射的噪声。
83.如上所述,在本实施方式的布线体中,为了以有限的外形尺寸确保所需的电流容量,在双面芯板100上设置两条供电线lva及lvb。为了降低来自供电线的辐射噪声,仅通过设置在双面芯板100上的、由接地层22a和32a实际上覆盖的供电线lva、lvb构成电源线。
84.(布线体1的制造方法)
85.边参照图5a~图9的工序断面图,边对上述布线体1的制造方法进行说明。
86.首先,参照图5a和5b对双面芯板的制造方法进行说明。
87.如图5a的(1)所示,准备双面覆金属箔层压板10,其具有绝缘基材11、设置在绝缘基材11的上表面的金属箔12(第一金属箔)以及设置在绝缘基材11的下表面的金属箔13(第二金属箔)。在该双面覆金属箔层压板10的规定位置上形成导通孔h1(第一导通孔)。
88.绝缘基材11例如是25μm厚的液晶聚合物膜。另外,绝缘基材11可以包括层叠的多个绝缘层。此时,也可以在绝缘基材11中设置其他布线。
89.金属箔12、13例如是18μm厚的铜箔。这样,通过使用比较厚的金属箔作为金属箔12、13,能够容易地确保供电线lv的电流容量。金属箔12、13也可以是铜以外的金属(银、铝等)箔。
90.在本实施方式中,导通孔h1通过激光加工或nc钻头等机械加工形成为在厚度方向上贯通双面覆金属箔层压板10的贯通孔。此外,导通孔h1不限定于通孔,也可以是底面上露出金属箔12或金属箔13的有底的导通孔。
91.接着,如图5a的(2)所示,在双面覆金属箔层压板10的规定位置上形成镀层用的抗蚀剂r1。抗蚀剂r1以覆盖在后续工序中形成信号线ls的区域、而不覆盖在后续工序中形成供电线lv的区域的方式形成。
92.接着,如图5a的(3)所示,对已形成有抗蚀剂r1的双面覆金属箔层压板10进行导电处理,并进行面板镀层。在本工序中,例如进行电解镀铜。由此,在未被抗蚀剂r1覆盖的金属箔12、13的部分上形成镀层14。另外,在导通孔h1的内壁上也形成镀层14。由此,金属箔12和金属箔13被电连接。镀层14的厚度例如为15μm。
93.接着,如图5a的(4)所示,去除抗蚀剂r1。在形成信号线ls的区域不形成镀层14,在
形成供电线lva、lvb以及接地布线lg的区域形成镀层14。即,至少在成为供电线lva、lvb的部分的金属箔12、13上以及导通孔h1的内壁上形成镀层14。并且,在形成镀层14的过程中,避免在成为信号线ls的部分形成镀层14。
94.接着,通过对金属箔12、13及镀层14进行蚀刻处理,形成信号线ls及供电线lva、lvb,由此得到双面芯板100。即,首先,如图5b的(1)所示,在双面覆金属箔层压板10的规定位置形成蚀刻用的抗蚀剂r2。抗蚀剂r2以覆盖形成供电线lva、lvb、信号线ls和接地布线lg的部分的方式形成。
95.接着,如图5b的(2)所示,蚀刻去除未被抗蚀剂r2覆盖的金属箔12、13和镀层14的部分。当进行蚀刻处理时,成为信号线ls的部分不形成镀层14,仅包括金属箔12。因此,能够抑制侧面蚀刻的影响,所以能够以高尺寸加工精度形成信号线。
96.另一方面,对于对线宽无高精度要求的供电线lv和接地布线lg,通过蚀刻在金属箔12、13上形成镀层14的部分(2层构成的部分)而形成。由于填充过孔25c、35c的长度可以缩短相当于作为着陆处形成的镀层14的厚度,因此能够提高层间连接的可靠性。并且,对于供电线lv,能够既抑制线路宽度又增加电流容量。
97.然后,如图5b的(3)所示,去除抗蚀剂r2。通过到目前为止的工序,能够得到双面芯板100。在双面芯板100上形成具有通孔th的供电线lv、信号线ls和接地布线lg。
98.上述的双面芯板100的制造工序可以通过所谓的卷对卷方法进行。此时,能够以高生产效率制造双面芯板100。
99.此外,在上述方法中,形成通孔th作为层间连接部。关于这点,也可以形成填充过孔作为层间连接部。例如,通过在有底的导通孔中填充导电浆料形成该填充过孔。
100.接着,参照图6a和图6b,对单面基板(上侧)的制造方法进行说明。
101.如图6a的(1)所示,准备单面覆金属箔层压板20(第一单面覆金属箔层压板),其具有绝缘基材21和设置在绝缘基材21的上表面的金属箔22(第三金属箔)。绝缘基材21具有上表面(第三主平面)和下表面(与第三主平面相反侧的第四主平面)。绝缘基材21例如是25μm厚的液晶聚合物膜。金属箔22例如是12μm厚的铜箔。此外,金属箔22也可以是铜以外的金属(银、铝等)箔。
102.接着,如图6a的(2)所示,通过公知的光刻法对单面覆金属箔层压板20的金属箔22进行图形化。由此,形成接地层22a和焊盘22b。此外,虽然未图示,但是上述的信号线用的焊盘22c也在本工序中形成。
103.接着,如图6a的(3)所示,在绝缘基材21的下表面上形成(层叠)粘合剂层23。并且,在粘合剂层23上形成(层叠)保护膜24(第一保护膜)。粘合剂层23的厚度例如为50μm。保护膜24的厚度例如为15μm。
104.使用能够确保与液晶聚合物膜等绝缘基材21的粘接强度的材料,作为粘合剂层23的材料。作为粘合剂层23的材料,也可以使用具有与绝缘基材21的介电特性同等或其以下的介电特性的粘合剂。
105.例如,使用包括聚对苯二甲酸乙二醇酯(pet)的膜作为保护膜24。
106.此外,保护膜24的厚度规定后述的导电浆料25的突出量。在保护膜24太厚时,有可能导电浆料25的突出量过大,从而在后述的层叠工序中,导致粘合剂层23无法完全吸收凹凸不平。另一方面,当保护膜24太薄时,有可能导电浆料25的突出量太小,从而难以充分确
保导电浆料25和双面芯板100的布线之间的连接可靠性。考虑到这些方面,保护膜24的厚度可以选取为例如15
±
10μm的范围内。
107.另外,也可以使用保护膜24以及包含涂覆在保护膜24的单面上的粘合剂层23的带有粘合剂层的保护膜(未图示)。此时,通过将带有粘合剂层的保护膜粘贴在单面覆金属箔层压板20的绝缘基材21侧,获得图6a的(3)所示的状态。
108.接着,如图6b的(1)所示,通过对保护膜24的规定位置照射激光,去除与这些规定位置对应的保护膜24、粘合剂层23以及绝缘基材21的部分,形成在底面上露出金属箔(接地层22a、焊盘22b、22c)的、有底的导通孔h2(第二导通孔)。导通孔h2的直径例如为φ150μm~200μm。当使用二氧化碳气体激光器时,将光束直径设为上述直径进行激光加工。
109.在本工序中,首先,通过照射激光脉冲,对导通孔h2进行穿孔。例如,激光加工使用三菱电机(株)生产的二氧化碳气体激光加工机(ml605gtxiii-5100u2)。通过规定的小孔(aperture)等,将激光脉冲的光束直径设为150μm。此外,激光脉冲的脉冲宽度设为10μsec,并且每次脉冲的能量为5mj。通过对每处照射5次脉冲,对导通孔h2进行穿孔。穿孔后,通过进行除胶渣处理,去除绝缘基材21与金属箔之间的边界处的树脂残渣以及金属箔的背面处理膜(ni/cr膜等)。
110.接着,如图6b的(2)所示,在导通孔h2内填充导电浆料25(第一导电浆料)。更具体地说,通过丝网印刷等印刷方法,将保护膜24作为印刷掩模,在导通孔h2内填充导电浆料25。这里,通过将金属粒子分散在糊状热固性树脂即树脂粘合剂中得到导电浆料25。
111.此外,在本工序中,为了抑制在导通孔h2内混入气孔,优选在真空环境下进行导电浆料25的印刷。例如,优选使用丝网印刷用的真空印刷机。由此,即使在导电浆料的印刷过程中,在导通孔h2内产生空隙时,当解除真空状态时,由于大气压,该空隙也被挤压消失。
112.通过上述的工序,得到图6b的(2)所示的单面基板200(第一单面基板)。
113.接着,参照图7a和图7b对单面基板(下侧)的制造方法进行说明。
114.如图7a的(1)所示,准备单面覆金属箔层压板30(第二单面覆金属箔层压板),该单面覆金属箔层压板30具有绝缘基材31和设置在绝缘基材31的下表面上的金属箔32(第四金属箔)。绝缘基材31具有上表面(第五主平面)和下表面(与第五主平面相反侧的第六主平面)。绝缘基材31的材料和厚度与上述的绝缘基材21相同。另外,金属箔32的材料和厚度与上述的金属箔22相同。
115.接着,如图7a的(2)所示,通过公知的光刻法对单面覆金属箔层压板30的金属箔32进行图形化。由此,形成接地层32a和焊盘32b。
116.接着,如图7a的(3)所示,在绝缘基材31的上表面形成(层叠)粘合剂层33。并且,在粘合剂层33上形成(层叠)保护膜34(第二保护膜)。可以使用包括保护膜34和涂覆在保护膜34的单面上的粘合剂层33的、带有粘合剂层的保护膜(未示出)。此时,通过将带有粘合剂层的保护膜粘贴在单面覆金属箔层压板30的绝缘基材31侧,获得图7a的(3)所示的状态。
117.粘合剂层33的厚度例如为50μm。保护膜34的厚度例如为15μm。粘合剂层33的材料和厚度与上述粘合剂层23相同。另外,保护膜34的材料和厚度与上述保护膜24相同。
118.接着,如图7b所示,通过对保护膜34的规定位置照射激光,去除与这些规定位置对应的保护膜34、粘合剂层33以及绝缘基材31的部分,形成在底面上露出金属箔(接地层32a、焊盘32b)的有底的导通孔h3(第三导通孔)。导通孔h3的直径例如为φ150μm~200μm。本工
序的详细内容与形成所述导通孔h2的情况相同。
119.接着,如图7b的(2)所示,在导通孔h3内填充导电浆料35(第二导电浆料)。本工序的详细内容与上述的填充导电浆料25的情况相同。
120.通过上述的工序,得到如图7b的(2)所示的单面基板300(第二单面基板)。
121.接着,将单面基板200和单面基板300与双面芯板100的上下对准进行层叠,通过加热和加压使这些基板一体化。详细的工序如下。
122.首先,如图8所示,从单面基板200的粘合剂层23剥离保护膜24。由此,填充在导通孔h2中的导电浆料25只从粘合剂层23突出相当于保护膜24的厚度的量。同样地,从单面基板300的粘合剂层33剥离保护膜34。由此,填充在导通孔h3中的导电浆料35只从粘合剂层33突出相当于保护膜34的厚度的量。
123.接着,如图8所示,通过使单面基板200的粘合剂层23与双面芯板100的上表面(一个主平面)相对以及使单面基板300的粘合剂层33与双面芯板的下表面(另一个主平面)相对,进行双面芯板100、单面基板200以及单面基板300之间的位置对准。
124.详细地说,通过使从粘合剂层23突出的导电浆料25分别与供电线lv、信号线ls和接地布线lg抵接,使单面基板200相对于双面芯板100位置对准。另外,通过使从粘合剂层33突出的导电浆料35分别与供电线lv和接地布线lg抵接,使单面基板300相对于双面芯板100位置对准。
125.在如上所述进行位置对准后,通过层叠双面芯板100、单面基板200和单面基板300形成层压体。即,以用单面基板200和单面基板300夹着双面芯板100的方式,通过层叠双面芯板100、单面基板200和单面基板300形成层压体。
126.然后,使用真空压力装置或真空层压装置,通过加热和加压,使层压体一体化(一体化工序)。在本工序中,同时进行导电浆料25、35的金属结合和粘合剂层23、33的固化。
127.在一体化工序中,例如,将层压体加热到200℃左右,并且以数mpa左右的压力进行加压。在绝缘基材11、21、31由液晶聚合物构成时,加热温度优选设定为与液晶聚合物的软化温度相比足够低(例如50℃以上)的温度。
128.当使用真空压力装置时,例如,在上述的加热、加压条件下保持层压体约30~60分钟。由此,完成粘合剂层23、33的热固化以及导电浆料25、35的粘合剂树脂的热固化。
129.当使用真空层压装置时,加热和加压时间约为几分钟。当加热和加压结束时,热固化反应尚未完成。因此,将层压体从真空层压装置移送到烤炉装置中,对层压体进行后固化处理。在后固化处理中,例如在200℃左右的温度下加热层压体60分钟左右。由此,完成粘合剂层23、33的热固化以及导电浆料25、35的粘合剂树脂的热固化。
130.无论使用真空压力装置和真空层压装置中的哪一个,都是通过在规定温度下加热,使导电浆料25、35中包含的金属粒子相互金属结合,并且与镀层14金属结合。因此,如图9所示,形成用于层间连接的填充过孔25c和35c。并且,通过该加热,导电浆料25、35中包含的树脂粘合剂的热固化反应以及粘合剂层23、33的热固化反应都实际上结束。
131.此外,在一体化工序中,由于通过在层压加工温度(例如200℃左右)下的加热,导电浆料25、35中包含的金属粒子之间进行金属结合,所以优选金属粒子的熔点在层压加工温度以下。作为这样的低熔点金属,能够例举in、snin以及snbi。因此,优选使用包含由这些低熔点金属中的任意一个构成的金属粒子的材料,作为导电浆料25、35。
132.另外,当金属箔22、32为铜箔,镀层14为镀铜层时,优选使用包含由sn、zn、al、ag、ni、cu或这些金属的合金构成的金属粒子的导电浆料作为导电浆料25、35。由此,通过以层压加工温度(例如200℃左右)加热,导电浆料25、35中包含的金属粒子与铜形成合金层,并金属结合。
133.在一体化工序后,进行对露在外侧的导电层的表面处理。然后,如图9的(1)所示,形成阻焊层26、36作为表面保护膜。在阻焊层26中设置开口部,以使焊盘22ap、22b、22c露出。此外,在使用焊盘32b时,在阻焊层36中设置开口部,使焊盘32b露出。
134.然后,如图9的(2)所示,将连接部件500安装在布线体1上。连接部件500包括端子501和端子502。此外,连接部件500可以具有与信号线ls用的焊盘22c电连接的端子(未示出)。
135.端子501借助焊锡27电连接到供电线lv用的焊盘22b上。端子502借助焊锡27电连接到接地布线lg用的焊盘22ap上。焊盘22ap是接地层22a的一部分,并且从阻焊层26的开口部露出。该焊盘22ap设置在绝缘基材21上,借助填充过孔25c与接地布线lg电连接。
136.经过以上工序,可得到带有连接器的布线体1000。
137.此外,金属箔22、32的图形化(形成接地层22a、32a及焊盘22b、22c、32b)也可以在一体化工序之后进行。
138.另外,在上述的制造方法中,通过在成为供电线的部分等上形成电镀层之后进行蚀刻处理,形成各种布线。与此相反,也可以通过先进行蚀刻处理,并在形成各种布线之后,仅对成为供电线的部分等所需的部分,通过部分施镀形成镀层。
139.另外,作为层间连接部,形成有填充过孔25c、35c。但是,层间连接部不限定于填充过孔。在绝缘基材21、31包含聚酰亚胺等热膨胀系数相对较小的材料时,也可以形成通孔作为层间连接部。
140.另外,当不使用焊盘32b时,可以省略连接到供电线lv的填充过孔35c。
141.另外,安装在布线体1上的部件不限定于连接部件,也可以是其他部件(芯片等)。
142.(双面芯板的变形例)
143.最后,参考图10a和图10b的工序断面图,对双面芯板的变形例进行说明。在本变形例中,信号线ls上也形成镀层。
144.如图10a的(1)所示,准备双面覆金属箔层压板10,在该双面覆金属箔层压板10的规定位置形成导通孔h1。
145.接着,如图10a的(2)所示,对双面覆金属箔层压板10实施镀层处理(镀板)。本工序例如通过电解镀铜来进行。由此,在金属箔12、13上及导通孔h1的内壁上形成镀层15。
146.接着,如图10a的(3)所示,在双面覆金属箔层压板10的规定位置形成用于蚀刻的抗蚀剂r3。以覆盖形成有供电线lva、lvb、信号线ls和接地布线lg的部分的方式形成抗蚀剂r3。
147.接着,如图10b的(1)所示,蚀刻去除未被抗蚀剂r3覆盖的金属箔12、13和镀层15的部分。然后,如图10b的(2)所示,去除抗蚀剂r3。通过到目前为止的工序,可以得到本变形例的双面芯板100a。在该双面芯板100a上形成有具有通孔th的供电线lv、信号线ls以及接地布线lg。信号线ls的厚度与供电线lv的厚度相同。
148.当对信号线ls的线宽的要求相对宽松时,可以通过本变形例的方法制作双面芯
板。在本变形例中,正是由于工序数少,所以能提高生产效率。
149.基于上述的记载,本领域技术人员也许可以想到关于本发明技术的追加效果和各种变形。但是,本发明的方式并不限定于上述的实施方式。在不脱离从权利要求规定的内容及其等同的内容导出的、本发明的技术的、概念性的思想以及主旨的范围内,可以进行各种追加、变更及部分删除。
150.出于示例和说明的目的已经给出了所述详细的说明。根据上面的教导,许多变形和改变都是可能的。所述的详细说明并非没有遗漏或者旨在限制在这里说明的主题。尽管已经通过文字以特有的结构特征和/或方法过程对所述主题进行了说明,但应当理解的是,权利要求书中所限定的主题不是必须限于所述的具体特征或者具体过程。更确切地说,将所述的具体特征和具体过程作为实施权利要求书的示例进行了说明。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。