1.本发明属于线路板加工技术领域,具体涉及一种线路板的制备加工方法。
背景技术:
2.电路板的名称有:陶瓷电路板,氧化铝陶瓷电路板,氮化铝陶瓷电路板,线路板,pcb板,铝基板,高频板,厚铜板,阻抗板,pcb,超薄线路板,超薄电路板,印刷(铜刻蚀技术)电路板。电路板使电路迷你化、直观化,对于固定电路的批量生产和优化用电器布局起重要作用,电路板可称为印刷线路板或印刷电路板,fpc线路板和软硬结合板,fpc与pcb的诞生与发展,催生了软硬结合板这一新产品,因此,软硬结合板,就是柔性线路板与硬性线路板,经过压合工序,按相关工艺要求组合在一起,形成的具有fpc特性与pcb特性的线路板。
3.线路板在生产过程中,传统的做法一般是由控深锣铣精雕操作,且生产作业方法固定,不能根据自身的需求和不同电路板的需求进行选择不同的电路作业,因此改善传统蚀刻作业法提升自身的作业效率,并且根据不同作业需求进行改善的问题尤为突出,基于此我们提出一种线路板的制备加工方法。
技术实现要素:
4.针对现有技术存在的不足,本发明目的是提供一种线路板的制备加工方法,解决了传统蚀刻作业法自身的作业效率较低和不能根据不同作业需求进行电路板生产的问题。
5.为实现上述目的,本发明提供如下技术方案:一种线路板的制备加工方法,包括以下步骤:
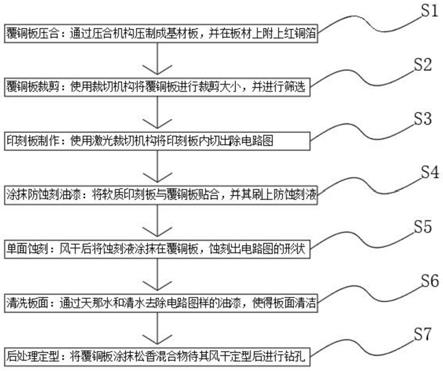
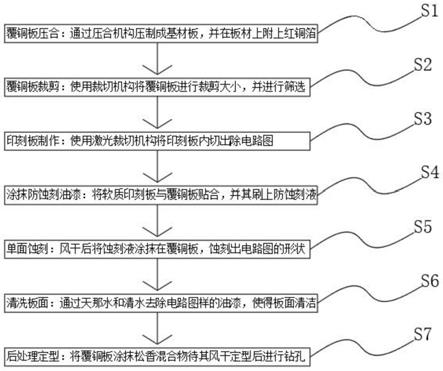
6.s1:覆铜板压合:通过压合机构使得纤维编织布和环氧树脂胶压制成覆铜线路板基材板,并且在板材上附上一层或两层的红铜箔。
7.s2:覆铜板裁剪:使用裁切机构将覆铜板进行裁剪至合适规格尺寸大小,并使用筛选装置将不同厚度和尺寸的覆铜板进行筛选。
8.s3:印刻板制作:使用激光裁切机构将印刻板内切出电路图的形状,尺寸与覆铜板一致。
9.s4:涂抹防蚀刻油漆:将软质印刻板与覆铜板紧密贴合,并通过涂抹棍将印刻板和覆铜板底部刷上防蚀刻液。
10.s5:单面蚀刻:涂抹防蚀刻液后,去除印刻板将覆铜板顶部的防蚀刻液进行风干定型,而后对覆铜板底部进行贴纸,并将蚀刻液通过涂抹棍涂抹在覆铜板的顶部,使其蚀刻出电路图的形状。
11.s6:清洗板面:将腐蚀好的覆铜板进入流水喷流流程,去除残留的蚀刻液后,将天那水通过涂抹棍进行去除电路图样的线路油漆,进而在对覆铜板进行流水喷流冲洗,使得板面清洁不留蚀刻液。
12.s7:后处理定型:将处理后的覆铜板使用涂抹棍在上方涂抹一层松香混合物,待松香混合物风干定型后进行电路钻孔,当双面电路板蚀刻时,则通过对覆铜板进行控深锣铣
精雕操作。
13.优选的,所述s1覆铜板压合步骤中的压合机构将纤维编织布和环氧树脂胶压制成厚度在0.5mm
‑
2.5mm的绝缘板材,在板材的一面或两面镀上一层薄薄的红铜箔作为导电层。
14.优选的,所述s2覆铜板裁剪步骤中的裁剪尺寸是进行裁剪尺寸和大小,并依据使用需求情况进行对覆铜板筛选合格的厚度和尺寸,达到标准的为合格板材进入下一流程,不合格的则进行标记回收。
15.优选的,所述s3印刻板制作步骤中,单面加工时将印刻板覆盖在覆铜板的顶部,且覆铜板与印刻板尺寸一致,所述印刻板由激光机进行电路图露出切出,即切出电路的走向,且该印刻板可以为软质蜡纸或者贴纸以及硬纸板。
16.优选的,所述s4涂抹防蚀刻油漆步骤中的防蚀刻液由油漆与滑石粉配比而成,所述覆铜板和印刻板贴合由传送带传送并由涂抹棍印刷。
17.优选的,所述s5单面蚀刻步骤中的蚀刻液由固态氯酸钾纯净物和浓度15%的盐酸以1:40的比例调配而成。
18.优选的,所述s6清洗板面步骤中的天那水由甲苯、醋酸丁酯、环己酮、醋酸异戊酯、乙二醇乙醚醋酸酯根据蚀刻作业速度需求和覆铜板的厚度进行添加水溶液按比配合而成。
19.优选的,所述s7后处理定型步骤中的松香混合物由酒精40%、松香40%、三乙醇安10%、水杨酸6%和松节油4%混合而成。
20.优选的,所述s7后处理定型步骤中电路钻孔是进行安装电路图设计进行钻孔,且双面电路板蚀刻时可通过对覆铜板进行控深锣铣精雕操作以及双面蚀刻进行多选。
21.与现有技术相比,本发明的有益效果是:
22.1、通过对生产流程的改进以实现,对传统的蚀刻生产作业法进行改进,传统的蚀刻作业法则是通过浸泡方式,本加工方法采用了生产线的流水加工作业方式,对于电路板的制备加工效率进行极大的提升,实现了作业效率极大的提升,并且使得蚀刻法的优点和缺点得到互补,增加了作业效率,改善了生产工艺,减轻了资金的使用。
23.2、通过设置的印刻板,软质的印刻板设置可以使得蚀刻作业具有可选择性,如在批量生产则可设置软质的蜡纸或者防蚀刻的贴纸用以打印出电路走向图后,使其贴合在覆铜板底部,通过涂抹棍进行涂抹防腐蚀液,并使得防腐蚀液以电路图的形状进行涂抹均匀,可以适应于快速的生产线作业模式,使得作业生产方法可以依据覆铜板和铜镀层的厚度需求进行设置印刻板,增加了应对不同生产作业模式的情景。
24.3、通过设置的印刷式涂抹蚀刻液,可以使得生产方法可以依据作业的流水速度进行调节,改善了传统蚀刻液侵蚀的做法,使得涂抹棍在底部传送带带动涂抹防蚀刻液覆铜板下,相对于涂抹棍运动使其进行均匀涂抹,可以调节蚀刻用量和蚀刻的深度,增加多辊的设置可也使得蚀刻液多层可控式印出电路图的形状,并且节省了蚀刻液的使用,使得生产线可也对蚀刻后的蚀刻液进行回收,便于环保和资金的节省。
附图说明
25.图1为本发明的流程框图示意图。
具体实施方式
26.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
27.请参阅图1,本发明提供一种技术方案:一种线路板的制备加工方法,包括以下步骤:
28.s1:覆铜板压合:通过压合机构使得纤维编织布和环氧树脂胶压制成覆铜线路板基材板,并且在板材上附上一层或两层的红铜箔。
29.s2:覆铜板裁剪:使用裁切机构将覆铜板进行裁剪至合适规格尺寸大小,并使用筛选装置将不同厚度和尺寸的覆铜板进行筛选。
30.s3:印刻板制作:使用激光裁切机构将印刻板内切出电路图的形状,尺寸与覆铜板一致。
31.s4:涂抹防蚀刻油漆:将软质印刻板与覆铜板紧密贴合,并通过涂抹棍将印刻板和覆铜板底部刷上防蚀刻液。
32.s5:单面蚀刻:涂抹防蚀刻液后,去除印刻板将覆铜板顶部的防蚀刻液进行风干定型,而后对覆铜板底部进行贴纸,并将蚀刻液通过涂抹棍涂抹在覆铜板的顶部,使其蚀刻出电路图的形状。
33.s6:清洗板面:将腐蚀好的覆铜板进入流水喷流流程,去除残留的蚀刻液后,将天那水通过涂抹棍进行去除电路图样的线路油漆,进而在对覆铜板进行流水喷流冲洗,使得板面清洁不留蚀刻液。
34.s7:后处理定型:将处理后的覆铜板使用涂抹棍在上方涂抹一层松香混合物,待松香混合物风干定型后进行电路钻孔,当双面电路板蚀刻时,则通过对覆铜板进行控深锣铣精雕操作。
35.具体的,s1覆铜板压合步骤中的压合机构将纤维编织布和环氧树脂胶压制成厚度在0.5mm
‑
2.5mm的绝缘板材,在板材的一面或两面镀上一层薄薄的红铜箔作为导电层。
36.本实施例中,纤维编织布和环氧树脂胶压制成厚度在0.5mm
‑
2.5mm的绝缘板材可以为整体电路板作为基板整体承担作用力,且压合机构将其压合后进入下一流程镀膜。
37.具体的,s2覆铜板裁剪步骤中的裁剪尺寸是进行裁剪尺寸和大小,并依据使用需求情况进行对覆铜板筛选合格的厚度和尺寸,达到标准的为合格板材进入下一流程,不合格的则进行标记回收。
38.本实施例中,根据实际需求进行通过裁剪机构裁剪后,根据所需的厚度和尺寸进行分类筛选,不同规格的进入不同生产流程,而生产不合格产品被送入回收处理作业区,进行回收,便于作业的不同针对性。
39.具体的,s3印刻板制作步骤中,单面加工时将印刻板覆盖在覆铜板的顶部,且覆铜板与印刻板尺寸一致,印刻板由激光机进行电路图露出切出,即切出电路的走向,且该印刻板可以为软质蜡纸或者贴纸以及硬纸板。
40.本实施例中,软质的印刻板设置可以使得蚀刻作业具有可选择性,如在批量生产则可设置软质的蜡纸或者防蚀刻的贴纸用以打印出电路走向图后,使其贴合在覆铜板底
部,通过涂抹棍进行涂抹防腐蚀液,并使得防腐蚀液以电路图的形状进行涂抹均匀,可以适应于快速的生产线作业模式,使得作业生产方法可以依据覆铜板和铜镀层的厚度需求进行设置印刻板,增加了应对不同生产作业模式的情景。
41.具体的,s4涂抹防蚀刻油漆步骤中的防蚀刻液由油漆与滑石粉配比而成,覆铜板和印刻板贴合由传送带传送并由涂抹棍印刷。
42.本实施例中,生产流程为覆铜板和印刻板底部贴合贴纸,防止底部涂防腐蚀液,而后印刻板在覆铜板的铜箔镀层上,并露出电路图的切后凹槽,并且印刻板朝上面对涂抹棍,当传送带传送时,由涂抹棍将印刻板和电路板凹槽进行涂抹进防蚀刻液,便于蚀刻出电路形状,防蚀刻液为不与蚀刻液进行反应的原料以防腐蚀漆料为主原料。
43.具体的,s5单面蚀刻步骤中的蚀刻液由固态氯酸钾纯净物和浓度15%的盐酸以1:40的比例调配而成。
44.本实施例中,便于与覆铜板底部的铜箔反应,并且为慢腐蚀侵蚀出电路图外的铜箔,而因此可以进行调控设置多个涂抹辊进行涂抹蚀刻液并在传送带的流程下进行均匀涂抹蚀刻铜箔出电路图形状,而该设计使得蚀刻作业可控并且减轻用料,印刷式涂抹蚀刻液,可以使得生产方法可以依据作业的流水速度进行调节,可以调节蚀刻用量和蚀刻的深度,增加多辊的设置可也使得蚀刻液多层可控式印出电路图的形状,并且节省了蚀刻液的使用,使得生产线可也对蚀刻后的蚀刻液进行回收,便于环保和资金的节省。
45.具体的,s6清洗板面步骤中的天那水由甲苯、醋酸丁酯、环己酮、醋酸异戊酯、乙二醇乙醚醋酸酯根据蚀刻作业速度需求和覆铜板的厚度进行添加水溶液按比配合而成。
46.本实施例中,天那水由涂抹棍涂抹清除覆铜板余下的防蚀刻液漆,使其可以应对大部分的有机漆面,并且根据需求调整配比,便于溶解大多数有机防蚀刻漆,使得覆铜板清理得更彻底,清水冲洗防止残留,在风干流程则为暖风机和干燥车间流水线处理,该设计使得作业流程更便捷。
47.具体的,s7后处理定型步骤中的松香混合物由酒精40%、松香40%、三乙醇安10%、水杨酸6%和松节油4%混合而成。
48.本实施例中,酒精40%作用为吸蚀,松香40%作用为助焊,三乙醇安10%作用为提高光泽,水杨酸6%作用为腐蚀去除氧化,松节油4%作用为软化松香,使其混合均匀,对覆铜板通过涂抹棍式进行涂抹进行覆盖,增加了作业时的效率,并且可以根据实际的作业需求从而调整配比,便于不同厚度和不同作用线路板的作业需求进行调整。
49.具体的,s7后处理定型步骤中电路钻孔是进行安装电路图设计进行钻孔,且双面电路板蚀刻时可通过对覆铜板进行控深锣铣精雕操作以及双面蚀刻进行多选。
50.本实施例中,钻孔由钻孔设备进行对覆铜板电路图处进行焊点打孔,便于对应得位置打上电容器电器得焊点和安装孔,而双面电路板蚀刻时可通过对覆铜板进行控深锣铣精雕操作进行多方面选取,增加作业可以应对不同的作业需求,对于更精密和小巧的线路板则可以通过该方式进行作业,增加了作业的效率和便利性。
51.本发明的工作原理及使用流程:首先通过压合机构将纤维编织布和环氧树脂胶压制成绝缘板材,在板材的一面镀上红铜箔作为导电层,接着将覆铜板进行裁剪至合适规格尺寸大小,其次根据使用需求情况进行对覆铜板筛选合格的厚度,达到标准的为合格板材进入下一流程,不合格的则进行标记回收,进而通过将印刻板由激光机进行电路板露出切
出,即切出电路的走向后,涉及到单面电路板或者双面电路板时则进行不同的加工工艺,如单面加工时将印刻板覆盖在覆铜板的顶部,且覆铜板与印刻板尺寸一致,进而使用涂抹棍将印刻板和覆铜板在传送带下将防蚀刻液漆,对其进行印刷电路,再其次去除印刻板后进行风干后,通过传送带生产线将蚀刻液通过印刷棍印刷涂抹在覆铜板顶部,将进而蚀刻出电路图,进而将腐蚀好的覆铜板进入流水喷流流程,去除残留的蚀刻液后,将天那水配置的水溶液由转辊涂抹擦去油漆,再进行清水喷淋清洗使印制板清洁,不留腐蚀液再进行风干,而后抹上一层松香混合液,对覆铜板进行保护,最后待干后进行安装电路图设计进行钻孔,由吸盘机械臂吸附到钻孔平台,钻孔设备根据预设的电路图进行钻孔,便于后续插接电器元件,而双面电路板蚀刻时,则通过对覆铜板进行控深锣铣精雕操作,该方案可通过流水线式进行生产,增加了作业的便利性,同时可以使得作业更具有效率,通过对生产流程的改进以实现,对传统的蚀刻生产作业法进行改进,传统的蚀刻作业法则是通过浸泡方式,本加工方法采用了生产线的流水加工作业方式,对于电路板的制备加工效率进行极大的提升,实现了作业效率极大的提升,并且使得蚀刻法的优点和缺点得到互补,增加了作业效率,改善了生产工艺,减轻了资金的使用。
52.尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其同物限定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。