1.本技术涉及电子设备技术领域,具体地,涉及电子设备壳体及其制作方法和电子设备。
背景技术:
2.随着用户对于电子设备的外观和功能需求的提升,电子设备壳体的设计也更加多样化。而在相关技术中,在摄像头组件组装在电子设备上时,通常摄像头组件会突起于该电子设备壳体,但从外观上而言,摄像头组件若突起于电子设备壳体设置,其看起来并不美观,因而通常会通过在电子设备壳体上设置摄像头容纳件以容纳摄像头组件,也就是通常所说的电子设备壳体上的“火山口区域”。
3.然而,目前有些种类的电子设备壳体中,摄像头容纳件与电子设备壳体中的壳体本体的一体性不强,两者相接合处的接缝会影响电子设备壳体整体的美观,而且防水性较差;或者另一些种类的电子设备壳体,其成本较高,制作良率较低,容易产生机械加工缺陷(例如在电子设备壳体中存在应力集中点或者应力不均的问题),从而导致其整体强度较低。也就是说,在相关技术中,尚未出现成本较低,制作工艺简单,机械强度高,且一体性强,防水性好的电子设备壳体。
4.因而,现有的电子设备壳体的相关技术仍有待改进。
技术实现要素:
5.在本技术的一个方面,本技术提供了一种电子设备壳体。可以理解的是,该电子设备壳体包括:壳体本体,所述壳体本体上设置有第一通孔;摄像头容纳件,所述摄像头容纳件上设置有第二通孔;和粘结层,所述粘结层位于所述壳体本体和所述摄像头容纳件之间,用于将所述壳体本体和所述摄像头容纳件粘结在一起,且所述第一通孔在所述壳体本体厚度方向上的正投影与所述第二通孔在所述壳体本体厚度方向上的正投影至少部分重叠。该电子设备壳体成本较低,制作工艺简单,机械强度高,一体性强,防水性好,且透光效果优异,外观表现力好。
6.在本技术的另一个方面,本技术提供了一种制作前面所述的电子设备壳体的方法。可以理解的是,该方法包括:在壳体本体和摄像头容纳件之间形成胶粘剂;将所述胶粘剂进行固化处理,以便将所述壳体本体和所述摄像头容纳件粘结在一起。该方法操作简单、方便,容易实现,易于工业化生产,且可以有效制作得到前面所述的电子设备壳体。
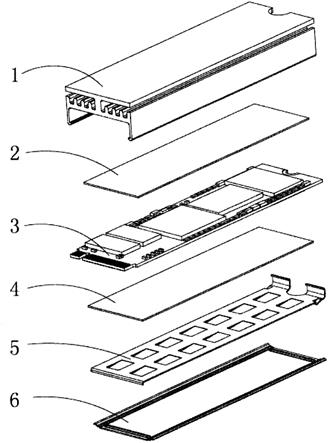
7.在本技术的又一个方面,本技术提供了一种电子设备。可以理解的是,该电子设备包括:前面所述的电子设备壳体;和摄像头,所述摄像头设置在所述电子设备壳体的摄像头容纳件中。该电子设备的透光效果优异,外观表现力好,且具有前面所述的电子设备壳体的所有特征和优点,在此不再过多赘述。
附图说明
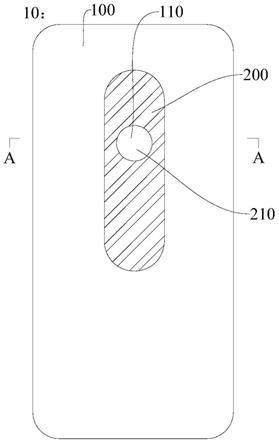
8.图1显示了本技术的一个电子设备壳体的平面结构示意图。
9.图2a、图2b、图2c和图2d分别显示了图1中电子设备壳体的四个沿aa线的剖面结构示意图。
10.图3显示了本技术的一个制作电子设备壳体的方法的流程示意图。
11.图4显示了本技术的另一个制作电子设备壳体的方法的流程示意图。
12.图5显示了本技术的又一个制作电子设备壳体的方法的流程示意图。
13.图6显示了本技术的再一个制作电子设备壳体的方法的流程示意图。
14.图7显示了本技术的再一个制作电子设备壳体的方法的流程示意图。
15.图8显示了本技术的一个电子设备的平面结构示意图。
16.附图标记:
17.1:电子设备 10:电子设备壳体 50:摄像头 100:壳体本体 110:第一通孔 200:摄像头容纳件 210:第二通孔 300:粘结层 400:装饰层 a1:第一段 a2:第二段
具体实施方式
18.在本技术的一个方面,本技术提供了一种电子设备壳体。结合附图1、附图2a、附图2b、附图2c、附图2d,可以理解的是,该电子设备壳体10包括:壳体本体100,所述壳体本体100上设置有第一通孔110(在本技术的描述中,需说明的是,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征,后文中不再重复赘述);摄像头容纳件200,所述摄像头容纳件200上设置有第二通孔210;和粘结层300,所述粘结层300位于所述壳体本体100和所述摄像头容纳件200之间,用于将所述壳体本体100和所述摄像头容纳件200粘结在一起,且所述第一通孔110在所述壳体本体10厚度方向上的正投影与所述第二通孔210在所述壳体本体10厚度方向上的正投影至少部分重叠。该电子设备壳体10成本较低,制作工艺简单,由于通过设置粘结层300将壳体本体10与摄像头容纳件200粘结在一起,相关技术中的设置方式,其机械强度高,一体性强,防水性好,且由于在通常情况下,壳体本体100与摄像头容纳件200相接触的表面均会具有一定微观凹陷,因此通过粘结层300的设置,其可以将壳体本体100和摄像头容纳件200相接触的表面的凹陷填平,进而使得该电子设备壳体10整体上,尤其是壳体本体100与摄像头容纳件200相接触的部分的透光效果特别优异,外观表现力好。
19.具体而言,可以理解的是,在该电子设备壳体10中,通过粘结层300将壳体本体100和摄像头容纳件200粘结在一起的具体方式不受特别限制,结合附图2a、附图2b和附图2c,在本技术的一些示例中,结合附图2a,所述第一通孔包括相连的第一段a1和第二段a2,所述第一段a1的宽度小于所述第二段a2的宽度(需要说明的是,在本文中,此处的宽度是指在与厚度方向垂直的方向上,所述第一通孔两侧的部分壳体本体100之间的最大距离,后文中不再重复赘述),所述摄像头容纳件200设置在所述第二段a2内,所述粘结层位于所述第二段a2的内壁和所述摄像头容纳件200的外壁之间,通过此种设置方式,相当于将摄像头容纳件200设置在壳体本体100表面所形成的凹槽内,进而可以使得壳体本体100与摄像头容纳件200之间相结合的较为稳固,其机械强度高,一体性进一步增强。
20.另外,在本技术的另一些示例中,结合附图2b,在所述壳体本体100的厚度方向上,所述第一通孔110的不同深度处的宽度相同,所述摄像头容纳件200设置在所述第一通孔110内,所述粘结层300位于所述第一通孔110的内壁和所述摄像头容纳件200的外壁之间,此种设置方式通过直接将摄像头容纳件200设置在第一通孔110内,制作工艺较为简单,且在该电子设备壳体10的厚度方向上,不存在与所述厚度方向相垂直的、壳体本体100与摄像头容纳件200之间的界面(例如附图2a中虚线所示出的面),因此光线在通过摄像头容纳件200与壳体本体100相粘结的部分时,光线不会在多个界面上发生反射与折射,进而可以使得壳体本体100与摄像头容纳件200之间相粘结的部分,透光度进一步提高,外观表现力进一步变好。
21.在本技术的又一些示例中,结合附图2c,可以理解的是,所述摄像头容纳件200设置在所述壳体本体100的部分表面上,所述粘结层300围绕所述第一通孔110和所述第二通孔210设置,且所述粘结层300位于所述摄像头容纳件200和所述壳体本体100的部分表面之间,此种设置方式通过直接将摄像头容纳件设置在第一通孔内,制作工艺较为简单,且其直接将摄像头容纳件200设置在壳体本体100部分表面上,进而可以使得壳体本体100与摄像头容纳件200之间相结合的较为稳固,其机械强度高,一体性进一步增强。
22.可以理解的是,前已述及,所述壳体本体100与摄像头容纳件200相接触的表面均会具有一定微观凹陷,其有可能是壳体本体100和摄像头容纳件200的材质本身带来的,当然,也可能是在制作所述电子设备壳体10的过程中造成的。例如,在本技术的一些具体示例中,在将壳体本体100与摄像头容纳件200粘结在一起的工艺过程中,需要对壳体本体上的预定区域进行刻蚀处理,其中,所述预定区域为所述壳体本体100与所述粘结层300相接触的部分,通过这样的刻蚀处理,可以使得所述壳体本体100具有雾面哑光的外观效果。然而,如上述的刻蚀处理,就会使得壳体本体100与摄像头容纳件200相贴合的表面上进一步形成较多的凹坑,从而使得在制作得到电子设备壳体10以后,壳体本体100与摄像头容纳件200相接触的部分的透光率不高。然而,在本技术中,通过粘结层300的设置,粘结层位于壳体本体100与摄像头容纳件200之间,其可以起到将上述凹坑填平的作用,进而使得壳体本体100与摄像头容纳件200相接触的部分的透光效果特别优异,外观表现力好,进而同时实现壳体本体100的雾面哑光外观效果和摄像头容纳件200的高透光效果。
23.更具体地,在上述刻蚀处理以后,所述壳体本体100与所述粘结层300相接触的部分的表面粗糙度可以是100nm~3000nm。具体而言,在本技术的一些示例中,所述表面粗糙度可以具体是100nm、200nm、500nm、1000nm、2000nm或者3000nm等。然而,通过上述设置粘结层300,填平了壳体本体100表面的凹坑,可以使得具有上述表面粗糙度的壳体本体100更加光滑,进而壳体本体100与摄像头容纳件200相接触的部分的透光效果较好。
24.更进一步地,申请人通过大量周密的考察和实验验证后,对所述粘结层300的结构参数、形成材料等进行了进一步优化,使得该电子设备壳体10中,壳体本体100与摄像头容纳件200相接的部分的透光效果更好,下面对上述粘结层300的结构参数、形成材料等进行进一步详细描述:
25.可以理解的是,形成所述粘结层300的材料可以包括高分子材料,其具体可以选用胶水、或者光学级热熔胶等,其材料来源比较广泛、易得、成本较低,且可以起到较佳的粘结效果,可以克服在制作该电子设备壳体10的工艺过程中cnc时的机械加工缺陷,在高温时不
易产生应力集中点,也可以在制作该电子设备壳体10的工艺过程中起到缓冲的作用,进而使得电子设备壳体10的机械强度高,壳体本体100与摄像头容纳件200相结合的更加稳固,稳定性好。
26.可以理解的是,形成所述粘结层300的材料的粘度可以为5000cp~7000cp,具体地,在本技术的一些示例中,所述粘结层300的材料的粘度可以具体为5000cp、6000cp或者7000cp等,进而其粘度较佳,既不会过低使得粘结效果不好,也不会过高导致粘结层在形成时容易产生溢胶。
27.可以理解的是,形成所述粘结层300的材料的折射率可以为1.4~1.5,具体而言,在本技术的一些具体的示例中,形成所述粘结层300的材料的折射率可以具体是1.4、1.42、1.44、1.46、1.48或者1.5等。由于具有上述折射率的粘结层300的形成材料,其折射率与通常形成壳体本体100和摄像头容纳件200的材料(例如玻璃)的折射率比较接近,进而使得即使通过设置粘结层300,也不会过多的影响外界光线进入该电子设备壳体10中的折射,从而使得该电子设备壳体10从整体外观上来看,其一体性强,不会出现壳体本体100、摄像头容纳件200和粘结层300出现分层的不良外观效果。
28.可以理解的是,所述粘结层300的透光率不小于99%,具体而言,在本技术的一些示例中,所述粘结层300的透光率可以是99%、99.2%、99.4%、99.6%或者99.8%等。由此,粘结层300本身的透光率就较高,从而保证了电子设备壳体10整体的透光效果。
29.可以理解的是,所述粘结层300的厚度不大于7μm,具体而言,在本技术的一些示例中,所述粘结层300的厚度可以是1μm、2μm、3μm、4μm、5μm、6μm或者7μm等,由此,其粘结层300的厚度较薄,在形成时所需的胶粘剂无需过多,进而使得该电子设备壳体10中不出现气泡、同时粘结层300的量刚好可以将所述壳体本体100和所述摄像头容纳件200粘结在一起,不溢胶、不缺胶。
30.可以理解的是,通过上述所述的设置方式,可以使得所述摄像头容纳件200与所述粘结层300相粘结的部分的透光率不小于85%,具体而言,在本技术的一些示例中,所述透光率可以是85%、86%、87%、88%或者89%等。由此,该电子设备壳体10整体上,尤其是壳体本体100与摄像头容纳件200相接触的部分的透光效果特别优异,外观表现力好。
31.可以理解的是,通过上述所述的设置方式,可以使得所述摄像头容纳件200与所述粘结层300的粘结强度为50mpa~60mpa,具体而言,在本技术的一些示例中,所述粘结强度可以是50mpa、52mpa、54mpa、56mpa、58mpa或者60mpa等。由此,该电子设备壳体10机械强度高,一体性强,防水性好。
32.另外,结合附图2d,可以理解的是,该电子设备壳体10还可以包括:装饰层400,所述装饰层400设置在所述壳体本体100和所述摄像头容纳件200中的至少之一的表面上。本领域技术人员可以理解,在本技术的一些具体示例中,该装饰层400既可以是仅设置在所述壳体本体100的表面上;在本技术的另一些具体示例中,该装饰层400也可以是仅设置在所述摄像头容纳件200的表面上的;当然,在本技术的又一些具体示例中,该装饰层400还可以是既设置在壳体本体100的表面上,也设置在所述摄像头容纳件200的表面上的。由此,可以使得该电子设备壳体10进一步具有更为丰富的外观效果,表现力进一步增强,商业前景进一步提高。
33.具体而言,所述装饰层400的具体种类不受特别限制,例如,在本技术的一些示例
中,所述装饰层400可以是纹理层,也可以是具有预定颜色或者预定图案的膜片;另外,在本技术的另一些示例中,所述装饰层400也可以包括多层结构,例如可以采用oc0(喷涂树脂液防破碎工艺)形成的膜层、镀膜层、油墨层三者相搭配的方案实现对电子设备壳体10的装饰效果。由此,制作工艺简单、成本较低、易于实现,易于工业化生产,且装饰效果较佳。
34.可以理解的是,本技术前面所述的壳体本体100、摄像头容纳件200的具体材料不受特别限制,例如,在本技术的一些示例中,壳体本体100和摄像头容纳件200的材料可以一个选用玻璃、一个选用蓝宝石;或者一个选用无色玻璃,另一个选用有色玻璃,以达到更好的耐磨效果或者更加绚丽的外观效果;另外,所述壳体本体100和所述摄像头容纳件200的厚度、摄像头容纳件200的具体形状等,也是不受特别限制的,本领域技术人员可以根据实际需要进行灵活选择,在此不再过多赘述。
35.在本技术的另一个方面,本技术提供了一种制作前面所述的电子设备壳体的方法。结合附图3,可以理解的是,该方法可以包括以下步骤:
36.s100:在壳体本体和摄像头容纳件之间形成胶粘剂。
37.可以理解的是,在所述壳体本体和所述摄像头容纳件之间形成所述胶粘剂的工艺可以包括丝网印刷,通过上述丝网印刷工艺,所制作得到的胶粘剂在固化以后得到的粘结层的厚度较薄,使得胶粘剂在形成过程中可以合理进行内缩从而其使用量恰到好处,不会出现胶粘剂用量过多而难以清理的情况,进而也可以使得该电子设备壳体10中不出现气泡、同时粘结层300的量刚好可以将所述壳体本体100和所述摄像头容纳件200粘结在一起,不溢胶、不缺胶。
38.可以理解的是,形成所述胶粘剂的厚度可以是7μm~25μm,具体地,所述胶粘剂的厚度可以是7μm、10μm、12μm、15μm、20μm或者25μm等。由此,形成具有合适厚度的胶粘剂,以便在后续工艺步骤中固化形成具有合适厚度的粘结层,且操作简单、方便,容易实现,易于工业化生产。
39.s200:将所述胶粘剂进行固化处理,以便将所述壳体本体和所述摄像头容纳件粘结在一起。
40.可以理解的是,对所述胶粘剂进行所述固化处理的方式不受特别限制,例如,在本技术的一些示例中,可以使用紫外固化的方式进行,具体而言,可以是利用高压汞灯进行,所述高压汞灯的能量不受特别限制,例如可以是1000mj/cm2~1400mj/cm2,具体地,可以是1000mj/cm2、1200mj/cm2、1400mj/cm2等,进而通过将所述胶粘剂进行所述固化处理,以便将所述壳体本体和所述摄像头容纳件粘结在一起。由此,该方法操作简单、方便,容易实现,成本较低、制作良率较高,不会出现过多的能源损耗,易于工业化生产,且可以有效制作得到前面所述的电子设备壳体。
41.结合附图4,可以理解的是,在形成所述胶粘剂之后,将所述胶粘剂进行所述固化处理之前,还包括:
42.s300:将所述壳体本体和所述摄像头容纳件进行预贴合处理。
43.可以理解的是,具体而言,其可以是通过对位处理完成所述预贴合的,所述对位处理可以是ccd自动对位处理,其具体工艺步骤、条件和参数可以与相关技术中的对位处理的工艺步骤、条件和参数相同,在此不再过多赘述。
44.s400:对所述胶粘剂的预定部分进行预固化处理。
45.可以理解的是,所述预定部分可以是胶粘剂中任何一个或者任何几个部分,例如,在本技术的一些示例中,所述预固化处理可以是对形成所述胶粘剂的左上、左下、右上以及右下等位置进行的,其目的在于对壳体本体与摄像头容纳件进行预定位,在所述预固化处理的过程中,如果有少许胶粘剂溢出,可以直接对其进行清胶处理,避免在后续工艺过程中所溢出的胶粘剂过多而难以清胶。
46.具体而言,可以理解的是,将所述壳体本体与所述摄像头容纳件进行所述预贴合处理的步骤可以进一步包括以下任意一种:(1)在所述壳体本体的部分表面上丝网印刷所述胶粘剂;将所述摄像头容纳件与所述胶粘剂相粘结;(2)在所述摄像头容纳件的部分表面上丝网印刷所述胶粘剂;将所述壳体本体与所述胶粘剂相粘结;(3)在所述壳体本体的部分表面上和摄像头容纳件的部分表面上丝网印刷所述胶粘剂;将所述壳体本体的部分表面上的胶粘剂与所述摄像头容纳件的部分表面上的胶粘剂相粘结。由此,操作简单、方便,容易实现,且易于工业化生产。
47.s500:对所述壳体本体的外表面和所述摄像头容纳件的外表面进行清胶处理。
48.可以理解的是,所述清胶处理可以采用相关技术中常规的清胶处理的方式进行,例如可以是直接擦涂等,其具体步骤、工艺条件和参数也可以是常规的清胶处理中的具体步骤、工艺条件和参数,在此不再过多赘述。
49.结合附图5,在本技术的另一些示例中,可以理解的是,在所述壳体本体10和所述摄像头容纳件200之间形成所述胶粘剂之前,该方法还可以包括以下步骤:
50.s600:对所述壳体本体的预定区域进行刻蚀处理,其中,所述预定区域为所述壳体本体与所述胶粘剂相接触的部分。
51.可以理解的是,通过这样的刻蚀处理,可以使得前面所述的壳体本体具有雾面哑光的外观效果,而所述刻蚀处理的具体工艺条件和参数,均可以与相关技术中常规的刻蚀处理的工艺条件和参数相同,在此不再过多赘述。由此,操作简单、方便,容易实现,且易于工业化生产。
52.结合附图6,在本技术的又一些示例中,可以理解的是,在所述壳体本体和所述摄像头容纳件之间形成所述胶粘剂之前,该方法还可以包括以下步骤:
53.s700:对所述壳体本体和所述摄像头容纳件中的至少之一进行强化处理。
54.可以理解的是,对所述壳体本体和所述摄像头容纳件中的至少之一进行强化处理的具体工艺可以是化学强化,例如可以是在380℃~450℃(具体可以是380℃、400℃、420℃或者450℃等)的条件下通过离子交换的方式进行强化处理,所述离子交换具体可以是钾钠交换。由此,可以使得壳体本体和所述摄像头容纳件中的至少之一具有更高的强度,进而使得该电子设备壳体10的强度进一步提高。
55.结合附图7,在本技术的再一些示例中,可以理解的是,在将所述胶粘剂进行所述固化处理之后,该方法还可以包括以下步骤:
56.s800:在所述壳体本体和所述摄像头容纳件中的至少之一的表面上形成装饰层。
57.可以理解的是,在所述壳体本体和所述摄像头容纳件中的至少之一的表面上形成装饰层的具体方式可以是常规方式,本领域技术人员可以根据实际需要进行灵活选择,在此不再过多赘述。由此,可以使得该电子设备壳体10的外观效果更加丰富,商业前景更好。
58.另外,可以理解的是,在该方法中,还可以包括常规制作电子设备壳体的步骤,例
如精雕工艺,也即将壳体本体和摄像头容纳件雕刻成所需形状以及开孔等;以及抛光工艺,所述抛光工艺可以包括对所述壳体本体和所述摄像头容纳件进行边抛、孔抛、面抛,以将其上的毛刺、微裂纹等瑕疵去除,从而实现光亮的效果。
59.在本技术的又一个方面,本技术提供了一种电子设备。结合附图8,可以理解的是,该电子设备1包括:前面所述的电子设备壳体;和摄像头50,所述摄像头50设置在所述电子设备壳体的摄像头容纳件200中。该电子设备1的透光效果优异,外观表现力好,且具有前面所述的电子设备壳体的所有特征和优点,在此不再过多赘述。
60.可以理解的是,除前面所述的结构以外,该电子设备还可以包括其他常规电子设备的结构和部件,在此不再过多赘述。
61.可以理解的是,该电子设备可以包括但不限于手机、平板电脑、游戏机、智能手表等,在此不再过多赘述。由此,应用范围广泛。
62.下面详细描述本技术的实施例。
63.实施例1
64.一种电子设备壳体,包括:壳体本体,所述壳体本体上设置有第一通孔;摄像头容纳件,所述摄像头容纳件上设置有第二通孔;和粘结层,所述粘结层位于所述壳体本体和所述摄像头容纳件之间,用于将所述壳体本体和所述摄像头容纳件粘结在一起,且所述第一通孔在所述壳体本体厚度方向上的正投影与所述第二通孔在所述壳体本体厚度方向上的正投影至少部分重叠,其中,形成所述粘结层的材料包括高分子材料;形成所述粘结层的材料的粘度为6000cp;形成所述粘结层的材料的折射率为1.4;所述粘结层的透光率为99%;所述粘结层的厚度为7μm。
65.利用分光光度计对透光率进行测试,得到所述摄像头容纳件与所述粘结层相粘结的部分的透光率为90%,具体测试方法:利用分光光度计,使分光光度计的镜头对准背光的透光率调整为100%,把电子设备壳体所述摄像头容纳件与所述粘结层相粘结的部分放在背光上,使镜头对准上述位置并读取其数值即为透光率;
66.通过测试,所述摄像头容纳件和所述壳体本体的粘结强度为60mpa,具体测试方法:将摄像头容纳件的表面丝印预定面积的胶粘剂,然后将壳体本体的表面与其贴合并固化该胶粘剂,利用拉力设备拉扯测定得到拉拔力后,将拉拔力除以上述预定面积即为粘结强度。
67.在本说明书中,尽管上面已经示出和描述了本技术的实施例,可以理解的是,上述实施例是示例性的,不能理解为对本技术的限制,本领域的普通技术人员在本技术的范围内可以对上述实施例进行变化、修改、替换和变型。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。