1.本发明涉及一种激光加工装置、激光加工系统、旋转器单元装置、激光加工方法及探针卡的生产方法。
背景技术:
2.使用激光加工装置对金属、树脂、陶瓷等各种材料实施微细加工。例如,专利文献1公开了一种减少激光反射光的影响,实施高精度打孔加工的激光加工装置。
3.现有技术文献
4.专利文献
5.专利文献1:特开2009-233714号公报
技术实现要素:
6.发明要解决的问题
7.在激光加工中,在加工对象物上打孔时,追求孔的形状的准确性。例如,在孔的形状上,要求大小和形状在激光的射入侧和射出侧没有差别,另外,孔内壁不是圆锥状而是直的,且在孔为四边形时,四个角是直角而非圆角等。
8.因此,本发明的目的是提供一种可微细加工准确形状的激光加工装置。
9.问题解决方案
10.为实现所述目的,本发明的激光加工装置
11.包括激光振荡部、偏振旋转器部、光束旋转器部、聚光光学系统、旋转驱动部以及控制部,
12.所述激光振荡部可射出线性偏振的激光,
13.从所述激光振荡部射出的激光可经由所述偏振旋转器部、所述光束旋转器部和所述聚光光学系统,照射加工对象物,
14.所述偏振旋转器部包括波长板和第1旋转机构,
15.所述波长板改变所述激光的偏振方向,
16.所述第1旋转机构可旋转所述波长板,
17.所述光束旋转器部包括照射角度调节光学系统和第2旋转机构,
18.所述照射角度调节光学系统使射入的激光偏心射出,在相对于所述聚光光学系统中心轴偏心的位置射入,从而可调节所述激光相对于所述加工对象物的照射角度,
19.所述第2旋转机构可旋转所述照射角度调节光学系统,
20.所述聚光光学系统可将所述激光聚光于所述加工对象物,
21.所述旋转驱动部向所述第1旋转机构和第2旋转机构提供旋转驱动力,
22.所述控制部可控制所述第1旋转机构和所述第2旋转机构的旋转速度比,
23.通过控制所述旋转速度比,可调节所述激光的偏振状态。
0.5:1时,可将激光的偏振状态设为四角偏振模式。另外,所述旋转速度比(x:y)为0.5:1时,可将激光的偏振状态设为径向偏振模式。更具体而言,可将所述偏振状态设为径向偏振模式,该径向偏振模式为在光束旋转的圆形轨迹上的任一个位置,偏振方向均相对于所述轨迹呈放射方向。另外,所述旋转速度比(x:y)为正( ):正( )时,表示所述第1旋转机构的旋转方向和所述第2旋转机构的旋转方向是相同方向,为负(-):正( )时,表示所述第1旋转机构的旋转方向和所述第2旋转机构的旋转方向是相反方向。另外,正负可自由定义,例如将逆时针旋转(向左旋转)定义为正,顺时针旋转(向右旋转)定义为负,也可以做相反定义。
48.在本发明的装置中,可以是如下实施方式:所述控制部可进一步控制所述第1旋转机构和所述第2旋转机构的旋转相位差,所述第1旋转机构的第1初始位置是所述激光的偏振方向与所述波长板的快轴方向一致的旋转角度,所述第2旋转机构的第2初始位置是所述激光的偏振方向与所述光束旋转器部的光束偏心方向一致的旋转角度,所述旋转相位差是所述第1初始位置与第2初始位置的相位差。如上所述,所述第1旋转机构可旋转所述偏振旋转器部所包含的所述波长板,所述第2旋转机构可旋转所述光束旋转器部所包含的所述照射角度调节光学系统,因此在下文的说明中,“第1旋转机构与第2旋转机构的旋转相位差”例如可称为“波长板与所述光束旋转器部的旋转相位差”或“偏振旋转器与光束旋转器的旋转相位差”。在本实施方式中,可通过改变所述旋转相位差,改变偏振模式的朝向。具体而言,例如激光的偏振状态为径向偏振模式时,可通过改变所述旋转相位差,将偏振状态改为方位角偏振模式。另外,在激光的偏振状态为四角偏振模式等时,可通过改变所述旋转相位差,改变偏振模式的朝向。
49.本发明的装置例如可以是以2khz~3khz的范围的激光频率照射的实施方式。
50.在本发明的装置中,可以是如下实施方式:所述聚光光学系统进一步包括振镜扫描仪,所述振镜扫描仪可在所述加工对象物上扫描所述聚光光学系统聚集的激光。
51.本发明的装置可以是如下实施方式:进一步包括加工台部,所述加工台部可搭载所述加工对象物,且可在水平方向移动。在本发明的装置中,所述加工台也可在上下方向移动。在本发明中,所述水平方向例如是与铅直方向垂直相交的平面方向,所述上下方向例如是与所述铅直方向平行的方向。
52.在本发明的装置中,可以是如下实施方式:所述控制部包括激光控制部,所述激光控制部可控制所述振镜扫描仪的激光扫描和所述加工台部的水平方向移动中的至少一种。
53.本发明的装置可以是如下实施方式:进一步包括通讯部,所述通讯部可与终端通讯,所述通讯部接收来自所述终端的控制信息,并发送至所述控制部,所述控制部基于接收的控制信息控制激光加工装置。所述终端例如是个人电脑(pc),服务器,智能手机,平板电脑等。所述通讯可以是有线的也可以是无线的,可以是所述通讯部与所述终端直接通讯,也可以是通过通讯线路网通讯。所述通讯线路网为互联网,内联网,lan等。
54.本发明的激光加工系统包括终端和激光加工装置,所述激光加工装置是本发明的激光加工装置。
55.本发明的旋转器单元装置是用于本发明的激光加工装置或本发明的激光加工系统的旋转器单元装置,
56.其包括偏振旋转器部、光束旋转器部、旋转驱动部和控制部,
57.所述偏振旋转器部包括波长板和第1旋转机构,
58.所述波长板改变所述激光的偏振方向,
59.所述第1旋转机构可旋转所述波长板,
60.所述光束旋转器部包括照射角度调节光学系统和第2旋转机构,
61.所述照射角度调节光学系统使射入的激光偏心射出,在相对于所述聚光光学系统中心轴偏心的位置射入,从而可调节所述激光相对于所述加工对象物的照射角度,
62.所述第2旋转机构可旋转所述照射角度调节光学系统,
63.所述旋转驱动部向所述第1旋转机构和第2旋转机构提供旋转驱动力,
64.所述控制部可控制所述第1旋转机构与所述第2旋转机构的旋转速度比。
65.在本发明的旋转器单元装置中,可以是如下实施方式:所述光束旋转器部进一步具有旋转半径调节光学系统,所述旋转半径调节光学系统使射入的激光相对于入射光轴倾斜,而倾斜射入所述聚光光学系统,圆环状扫描所述激光照射所述加工对象物的位置。
66.在本发明的旋转器单元装置中,可以是如下实施方式:所述旋转驱动部包括向所述第1旋转机构和所述第2旋转机构分别各自提供旋转驱动力的第1、第2马达,所述控制部具有同步驱动所述两个马达的马达控制部。
67.本发明的激光加工方法是通过激光对加工对象物打四边形孔的激光加工方法,假想所述四边形内部有四个小四边形邻接形成的格线,激光的扫描轨迹是通过所述四边形各边的扫描轨迹,且是通过所述格线的至少一部分的轨迹。本发明的激光加工法例如可以使用本发明的激光加工装置或本发明的激光加工系统实施。
68.本发明的探针卡的生产方法包括在探针卡基板形成孔的打孔步骤,所述打孔步骤使用本发明的激光加工装置或本发明的激光加工系统实施。
69.下文参照图示,对本发明的激光加工装置进行详细说明。但是,本发明不限于下述说明。另外,在下文的图1~图17中,有对相同部分付与相同符号,并省略其说明的情况。并且,在附图中,有为了方便说明而适当简化示出各部分结构的情况,并有各部分的尺寸比等与实际不同而示意性示出的情况。
70.(实施方式1)
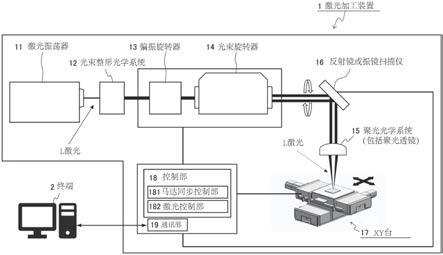
71.图1示出了本发明的激光加工装置1的一例。如图所示,本例的激光加工装置1由激光振荡部(激光振荡器)11、光束整形光学系统12、偏振旋转器部(偏振旋转器)13、光束旋转器部(光束旋转器)14、反射镜(也可以是未图示的可扫描的振镜机构)16、作为聚光光学系统的聚光透镜15、加工台(xy台)17、控制部18、通讯部19以及旋转驱动部(图1中未示出)构成。另外,光束整形光学系统12、反射镜16、加工台17以及通讯部19为任意结构,例如可有可无。激光振荡器11为固体激光或光纤激光光源,优选脉冲激光。从该激光振荡器11射出线性偏振的激光,射出的激光经过光束整形光学系统12、偏振旋转器13、光束旋转器14、反射镜16和聚光光学系统15,照射到搭载于加工台17上的加工对象物。控制部18例如包括马达同步控制部181和激光控制部182。马达同步控制部181同步控制偏振旋转器13的第1旋转机构和光束旋转器的第2旋转机构的旋转。通过所述旋转驱动部向所述第1旋转机构和第2旋转机构提供旋转驱动力。所述旋转驱动部例如可列举马达(伺服马达)。另外,激光控制部182控制振镜扫描仪16和加工台17中的至少一个,控制激光对加工对象物的扫描轨迹。通讯部19可与终端2通讯,来自终端2的控制信息经由通讯部19送至控制部18,通过所述控制信息,马达同步控制部181和激光控制部182控制偏振旋转器13、光束旋转器14、反射镜16、加工台
17和所述旋转驱动部等激光加工装置1的各部分。
72.图2示出了偏振旋转器13的结构和功能。如图所示,偏振旋转器13配置有λ/2板131等波长板,所述波长板(λ/2板131)可藉由第1旋转机构134旋转。由激光振荡器11射出并经光束整形光学系统12整形的激光处于线性偏振状态,但藉由通过旋转的λ/2板131,线性偏振的偏振方向旋转。
73.图3示出了光束旋转器14的结构的一例。如图所示,光束旋转器14由照射角度调整光学系统141和旋转半径调节光学系统142构成。照射角度调节光学系统141由一对棱镜141a,141b构成,使射入的激光l相对于入射光轴偏心。由此,射入聚光透镜15的激光l在相对于聚光透镜15的中心轴偏心的位置射入,调节照射加工对象物的激光l的照射角度。旋转半径调节光学系统142由一对棱镜142a,142b构成,使射入光束旋转器14的激光l相对于入射光轴倾斜,经由反射镜16射出至聚光透镜15。通过该旋转半径调节光学系统142倾斜并射入至聚光透镜15的激光l以圆环状照射至加工对象物。
74.如图4所示,光束旋转器14具有如下三个功能:(1)使光束倾斜,(2)使光束偏移,(3)使光束旋转。基于图5说明上述(1)、(2)、(3)所述功能。图5示出了光束旋转器14的运行导致的加工点光束的变化。在该图中,加工点光束的变化示出了加工对象物(工件)上的焦点以及距焦点1mm的射出侧处这两个位置的变化。在图5中,用点划线表示透镜的中心轴,用点线表示激光的行进路线。在图5中,(a)为不使用光束旋转器的情况(一般射入),(b)为使光束倾斜,相对于透镜中心轴倾斜射入的情况(倾斜射入),(c)为使光束相对于透镜的中心轴偏移射入的情况(偏移射入),(d)为使光束倾斜,并相对于透镜的中心轴偏移射入的情况(倾斜 偏移射入)。在所述一般射入时,如图5(a)所示,光束总是在透镜的中心轴上行进。在所述倾斜射入时,如图5(b)所示,光束在焦点和离焦位置都通过偏离透镜的中心轴的地方。因此,在倾斜射入的状态下,使光束旋转器14旋转,则光束划出圆形轨迹。另外,图5(b)中的光束倾斜角度为示意性示出的一例,光束的倾斜角度例如可以为不足1度的微倾斜角度。在所述偏移射入时,如图5(c)所示,聚光的光束以一定角度接近透镜的中心轴并行进,在焦点与透镜中心轴相交后,以从透镜的中心轴远离的方式行进。因此,在偏移射入的状态下使光束旋转器14旋转时,焦点的光束与一般射入时相同,但离焦的光束划出圆形轨迹。在所述倾斜射入和偏移射入组合时,如图5(d)所示,可通过改变射入透镜的光束的倾斜角度来改变焦点上光束的旋转直径,通过改变光束的偏移量来改变照射到工件的旋转光束的照射角度。
75.图6示出了偏振旋转器13和光束旋转器14的同步控制。如图所示,马达同步控制部181由可编程逻辑控制器(plc,programmable logic controller)构成,plc由中央处理器(cpu)和动作控制单元构成。偏振旋转器13的第1旋转驱动部(伺服马达)132与第1伺服放大器133和第1旋转机构134连接,光束旋转器14的第2旋转驱动部(伺服马达)142与第2伺服放大器143和第2旋转机构144连接,从plc向第1伺服放大器133和第2伺服放大器143发送控制信号,控制第1伺服马达132和第2伺服马达142的旋转速度和旋转相位差。另外,偏振旋转器13和光束旋转器14不限于单独使用各自的马达驱动,也可以通过单一的马达驱动,例如通过具有齿轮构造的两个旋转驱动部驱动。
76.基于图7说明本发明的激光加工装置中偏振旋转器13和光束旋转器14的旋转相位差的控制。例如,将波长板131的第1初始位置(0度)设为使激光的偏振方向与波长板131的
快轴方向一致的旋转角度。将光束旋转器14的第2初始位置(0度)设为使所述激光的偏振方向与光束旋转器14的光束偏心方向一致的旋转角度。然后,所述旋转相位差为所述第1初始位置与所述第2初始位置的相位差。另外,在本发明中,旋转相位差的定义不限于上述定义,也可以是其他定义。偏振旋转器13的旋转角度(θpr)、光束旋转器14的旋转角度(θbr)、偏振旋转器13与光束旋转器14的旋转速度比(x:y)以及旋转相位差(θ0)的关系为下述式。在本发明的激光加工装置中,例如在装置的电源开或关时,或开始旋转动作前,偏振旋转器13与光束旋转器14的相位差可复位至“0”度。
77.θpr=θbrxx/y θ0
78.基于图8示出在将偏振旋转器13(波长板131,λ/2板)的旋转速度(x)与光束旋转器14的旋转速度(y)的旋转速度比(x:y)设为-0.5:1,控制旋转相位差(度)为“0”度时,波长板131的快轴方向与光束旋转器14的光束偏心方向的关系。另外,此时激光的偏振状态如图8的右侧所示,为菱形四角偏振模式。下文的旋转角度是波长板131的快轴方向的角度和光束旋转器14的光束偏心方向的角度。首先,在光束旋转器14的旋转角度为0度时,波长板131的旋转角度也为0度。在光束旋转器14逆时针(向左)旋转,旋转角度为45度时,波长板131顺时针(向右)旋转,旋转角度为-22.5度。λ/2板的快轴方向与入射光束的偏振方向的角度差为θ时,透过λ/2板的光束偏振方向为2θ。因此,波长板的旋转角度为-22.5度时光束的偏振方向为-45度,朝向与光束旋转器14的偏心方向正交的方向。光束旋转器14逆时针(向左)旋转,旋转角度为90度时,波长板131顺时针(向右)旋转,旋转角度为-45度,此时光束的偏振方向为-90度。光束旋转器14逆时针(向左)旋转,旋转角度为135度时,波长板131顺时针(向右)旋转,旋转角度为-67.5度,此时光束的偏振方向为-135度。由此,光束相对于旋转角度具有特定的偏振方向,由此旋转光束整体可形成菱形四角偏振模式。
79.基于图9示出将偏振旋转器13(波长板131,λ/2板)的旋转速度(x)与光束旋转器14的旋转速度(y)的旋转速度比(x:y)设为-0.5:1,旋转相位差(度)控制为“45度”时,波长板131的快轴方向与光束旋转器14的光束偏心方向的关系。另外,此时的激光的偏振状态如图9的右侧所示,为正方形的四角偏振模式。下文的旋转角度是波长板131的快轴方向和光束旋转器14的光束偏心方向的角度。首先,在光束旋转器14的旋转角度为0度时,波长板131的旋转角度为45度,此时光束的偏振方向为90度。在光束旋转器14逆时针(向左)旋转,旋转角度为45度时,波长板131顺时针(向右)旋转,旋转角度为22.5度,此时光束的偏振方向为45度。在光束旋转器14逆时针(向左)旋转,旋转角度为90度时,波长板131顺时针(向右)旋转,旋转角度为0度,此时光束的偏振方向也为0度。在光束旋转器14逆时针(向左)旋转,旋转角度为135度时,波长板131顺时针(向右)旋转,旋转角度为-22.5度,此时光束的偏振方向为-45度。由此,通过给予旋转相位差,从而使图8中为菱形方向(45度)的偏振模式旋转,可成为正方形的四角偏振模式。
80.图10示出控制偏振旋转器13(波长板131,λ/2板)的旋转速度(x)与光束旋转器14的旋转速度(y)的旋转速度比(x:y)和旋转相位差(度)时激光的偏振状态。首先,旋转速度比为0.5:1时,在旋转相位差为0度时,为径向偏振模式,旋转相位差为45度时,为方位角偏振模式。旋转速度比为0:1时,在旋转相位差为0度时,为线性偏振(横向),旋转相位差为45度时,为线性偏振(纵向)。旋转速度比为-0.5:1时,在旋转相位差为0度时,为菱形四角偏振模式,旋转相位差为45度时,为正方形四角偏振模式。旋转速度比为-1:1时,在旋转相位差
为0度时,为左右具有顶点的六角偏振模式,旋转相位差为45度时,为上下具有顶点的六角偏振模式。另外,图10示出的偏振状态为示例,可通过改变偏振旋转器13与光束旋转器14的旋转速度比和旋转相位差,将激光设为各种偏振状态。
81.(实施方式2)
82.接着,说明使用实施方式1的激光加工装置1打出四边形孔的操作。首先,将所述偏振旋转器13的旋转速度(x)与光束旋转器14的旋转速度(y)的旋转速度比(x:y)设为1.5:1或-0.5:1。
83.利用图11和图12说明激光打孔的物理原理。如图11所示,在用激光在加工对象物上打孔时,就正面而言,激光直接照射(入射角约为0度),加工对象物高效地吸收能量,形成孔,但在向背面继续掘进时,被孔的壁面反射,射入至深部。具体而言,在开始照射激光的初始阶段,加工对象物的正面是平面,因此入射角约为0度,但随着孔形成,激光照射至孔的内壁。因此,激光相对于加工对象物正面的入射角变大。然后,照射至孔内壁的激光中的一部分被反射,射入孔的深部,形成深孔。如图12所示,像这样倾斜射入的激光在p偏振和s偏振中反射率有很大不同。与s偏振相比,p偏振反射率较低,加工对象物的吸收率较高。基于该原理,通过使用四个角为p偏振状态,直线部分为s偏振状态的四角偏振模式的激光,可加快四个角的加工,在孔的深部或背面也可以加工出具有良好边缘的四边形孔。由此,当着眼于p偏振在加工对象物中具有良好吸收率,使用四角偏振模式的激光形成四边形孔时,为增强该偏振效果,优选将激光频率设为比一般情况高。所述频率例如可举例2khz到3khz,优选2.5khz左右。通过所述频率在所述范围内取值,例如可在孔深部或背面加工出具有良好边缘的四边形孔。
84.图13示出在加工对象物上形成四边形孔时的偏振模式和扫描轨迹的一例。在图13(a)和(b)中,上方图示出偏振模式,中间图示出射入侧扫描轨迹的一例,下方图示出射出侧扫描轨迹的一例。在打出如图13(a)中间和下方示出的四边形孔时,首先将所述初始位置的旋转相位差设定为45度。在打出例如如图13(b)中间和下方所示的将四边形孔的朝向顺时针旋转45度的正方形孔时,将初始位置的旋转相位差设定为0度。然后,将该偏振模式的激光通过振镜扫描仪或xy台在加工对象物正面以沿着各自偏振模式的朝向的四边形进行扫描。以往的偏振旋转器和光束旋转器不同步旋转,而是通过具有随机偏振方向的激光进行打孔,从而使线性偏振不影响打孔,与之相对地,在本实施方式中,通过将旋转速度比设为-0.5:1,将偏振模式设为四边形,由此在加工对象物的背面(激光的射出面)也可以与加工对象物正面(激光的焦点面)同样形成与扫描轨迹同样的孔形状。
85.在实施方式1的激光加工装置1中,在将偏振旋转器13和光束旋转器14的旋转速度比(x:y)设为0.5:1,将旋转相位差设为0度时,形成的径向偏振模式如使用图11、12举例说明的一样,可高效加工加工对象物。图14示出了将旋转速度比(x:y)设为0.5:1,相位差从0度设为45度,在氮化硅板材(厚0.25毫米)上形成切断沟的结果。由此,使用者通过操作终端2,使用马达同步控制部181将旋转速度比和相位差设定为所需值,由此例如可容易地选择最适宜加工对象物的偏振模式。由此,可在所述加工对象物上形成具有良好边缘的四边形孔或六边形孔,或可进行能量效率好即加工速度快的加工。
86.图15示出了一个实施例,即使用实施方式1的激光加工装置1,将偏振旋转器13和光束旋转器14的旋转速度比(x:y)设为-0.5:1,偏振旋转器13和光束旋转器14的旋转相位
差设为45度,激光加工氮化硅的例子。另外,图15示出了一个比较例,即使用以往的激光加工装置,使线性偏振光无关光束旋转器地旋转而以随机模式进行激光加工的例子。图15的上侧为示出比较例的加工状态的照片,图15的下侧为示出实施例的加工状态的照片,图15的左侧为示出激光射入侧的加工状态的照片,图15的右侧为示出激光射出侧的加工状态的照片。如图15所示,在实施例中,在激光射入侧和激光射出侧均能够打出四个角为直角的四边形孔。与此相对地,在比较例中,为四个角是圆角的四边形孔,特别是在激光射出侧的四边形孔中,四个角更圆。根据同样的原理,在打六边形孔时,将旋转速度比设为2:1,作出图10中的六角偏振模式的激光,使用该激光以六角形状进行激光扫描,可打出具有良好边缘的角部的六边形孔。另外,例如,通过将激光设为径向偏振模式,加工圆孔、切断、沟的效率上升。
87.(实施方式3)
88.图16示出了本发明的激光加工方法中振镜扫描仪扫描轨迹的示例。本发明的激光加工方法是通过激光在加工对象物上打出四边形孔的激光加工方法,假想在所述四边形内部有四个小四边形邻接形成的格线,激光的扫描轨迹是通过所述四边形各边的扫描轨迹,且是通过所述格线的至少一部分的扫描轨迹。在本发明的方法中,扫描轨迹具有下述第1扫描轨迹和第2扫描轨迹。
89.图16上侧示出的扫描轨迹是第1扫描轨迹,是将所打孔的四边形分割为四份的方法。
90.首先,以所述四边形为大四边形,假想在大四边形内部有4个小四边形邻接形成的格线。然后,在步骤1中,将大四边形的左下角作为起点和终点,按照前向(逆时针方向)扫描大四边形的四边。
91.在步骤2中,将左下的小四边形的左下角作为起点和终点,按照前向扫描该小四边形的四个边。
92.在步骤3中,将左下的小四边形的左下角作为起点,右下的小四边形的左下角作为终点,按照前向扫描该小四边形的四个边。
93.在步骤4中,将右下的小四边形的左下角作为起点,右上的小四边形的右下角作为终点,按照前向扫描该小四边形的四个边。
94.在步骤5中,将右上的小四边形的右下角作为起点,左上的小四边形的右上角作为终点,按照前向扫描该小四边形的四个边。
95.在步骤6中,将左上的小四边形的右上角作为起点,左下的小四边形的左下角作为终点,按照前向扫描大四边形的上边和左边。
96.接着,按照反向(顺时针方向)实施步骤1至6。
97.接着,图16的下侧示出的扫描轨迹是第2扫描轨迹,假想在所打孔的四边形内有四个小四边形邻接形成的格线,扫描格线的一部分,且以前向或反向扫描四边形的四个边,是如同在直线中间改道的扫描轨迹。
98.首先,以所述四边形为大四边形,假想在大四边形内部有四个小四边形邻接形成的格线。
99.在步骤1中,将大四边形的左下角作为起点和终点,按照前向(逆时针方向)扫描大四边形的四边。
100.在步骤2中,将左下的小四边形的左下角作为起点,按照前向扫描该小四边形的下边,且将该小四边形的右边的中间作为终点进行扫描。
101.在步骤3中,将步骤2的终点作为起点,右下的小四边形的上边的中间作为终点,按照前向扫描。
102.在步骤4中,将步骤3的终点作为起点,右上的小四边形的左边的中间作为终点,按照前向扫描。
103.在步骤5中,将步骤4的终点作为起点,左上的小四边形的下边的中间作为终点,按照前向扫描。
104.在步骤6中,将步骤5的终点作为起点,左下的小四边形的左下角作为终点,按照前向扫描。
105.接着,按照反向(顺时针方向)实施步骤1至6。
106.图17示出了根据各种扫描轨迹,用激光在氮化硅上打出四边形孔的加工结果的照片(激光射出侧的孔形状)。在图17中,上起第一行是扫描四边形外周的示例(一般情况),上起第二行是将四边形分成两部分进行扫描的示例(将直线分成两部分),上起第三行是本发明的第1扫描轨迹,是将四边形以网格状分成四个部分的示例(将四边形分成四部分),上起第四行至第六行是本发明的第2扫描轨迹,将四边形分为网格状,描绘格线的一部分的示例(在直线中间改道)。如图17所示,在上起第一行和第二行的示例中,四边形的直线上产生凹陷,没有成为一个精确的四边形。与之相对,在本发明的第1扫描轨迹和第2扫描轨迹即上起第三行至第六行的示例中,四边形的各边为直线状,抑制了凹陷的产生。
107.如上文说明,在本发明中,通过同步控制偏振旋转器和光束旋转器的旋转,可以设定各种偏振状态的激光,其结果,与以往的激光加工相比,可进行准确的微细加工。作为改变激光的偏振状态的方法,迄今有利用偏振转换元件的方法,以及利用液晶轴对称转换器的方法。但是,使用偏振转换元件的方法具有波长板昂贵,且偏振状态固定无法切换的问题。另外,使用液晶轴对称转换器的方法具有激光透过率低,耐光强度低的问题。相较于上述技术,本发明在激光加工装置中,通过同步控制偏振转换器和光束转换器的旋转,激光可以被设置为可实现准确的微细加工的各种偏振状态,因此成本低,没有激光透过率的问题,也没有耐光强度的问题。
108.上文参照实施方式说明了本发明,但本发明不限于上述实施方式。本发明的结构和细节可在本发明的范围内做出本领域技术人员能够理解的各种改变。
109.本技术主张2020年6月9日提交的日本专利申请2020-100120为基础的优先权,其公开的所有内容纳入于本文。
110.《附记》
111.上述实施方式和实施例的一部分或全部以下述附记的形式记载,但不限于此。
112.(附记1)
113.一种激光加工装置,
114.其包括激光振荡部、偏振旋转器部、光束旋转器部、聚光光学系统、旋转驱动部以及控制部,
115.所述激光振荡部可射出线性偏振的激光,
116.从所述激光振荡部射出的激光可经由所述偏振旋转器部、所述光束旋转器部和所
述聚光光学系统,照射加工对象物,
117.所述偏振旋转器部包括波长板和第1旋转机构,
118.所述波长板改变所述激光的偏振方向,
119.所述第1旋转机构可旋转所述波长板,
120.所述光束旋转器包括照射角度调节光学系统和第2旋转机构,
121.所述照射角度调节光学系统使射入的激光偏心射出,在相对于所述聚光光学系统中心轴偏心的位置射入,从而可调节所述激光相对于所述加工对象物的照射角度,
122.所述第2旋转机构可旋转所述照射角度调节光学系统,
123.所述聚光光学系统可将所述激光聚光于所述加工对象物,
124.所述旋转驱动部向所述第1旋转机构和第2旋转机构提供旋转驱动力,
125.所述控制部可控制所述第1旋转机构和所述第2旋转机构的旋转速度比,通过控制所述旋转速度比,可调节所述激光的偏振状态。
126.(附记2)
127.根据附记1所述的激光加工装置,其中
128.所述光束旋转器部进一步具有旋转半径调节光学系统,
129.所述旋转半径调节光学系统使入射激光相对于入射光轴倾斜,而倾斜射入所述聚光光学系统,以圆环状扫描所述激光照射所述加工对象物的位置。
130.(附记3)
131.根据附记1或2所述的激光加工装置,其中
132.所述旋转驱动部包括第1和第2马达,各自分别向所述第1旋转机构和第2旋转机构提供旋转驱动力,所述控制部具有同步驱动所述两个马达的马达控制部。
133.(附记4)
134.根据附记1至3任一项所述的激光加工装置,其中
135.所述波长板是λ/2板。
136.(附记5)
137.根据附记1至4任一项所述的激光加工装置,其中第1旋转机构的旋转速度(x)与所述第2旋转机构的旋转速度(y)的所述旋转速度比(x:y)为1.5:1,-0.5:1,或0.5:1。
138.(附记6)
139.根据附记1至5任一项所述的激光加工装置,其中
140.所述控制部可进一步控制所述第1旋转机构与所述第2旋转机构的旋转相位差,
141.所述第1旋转机构的第1初始位置是所述激光的偏振方向与所述波长板的快轴方向一致的旋转角度,
142.所述第2旋转机构的第2初始位置是所述激光的偏振方向与所述光束旋转器部的光束偏心方向一致的旋转角度,
143.所述旋转相位差是所述第1初始位置与第2初始位置的相位差。
144.(附记7)
145.根据附记1至6任一项所述的激光加工装置,其中
146.进一步包括加工台部,
147.所述加工台部可搭载所述加工对象物,且可在水平方向移动。
148.(附记8)
149.根据附记1至7任一项所述的激光加工装置,其中
150.所述激光加工装置进一步包括振镜扫描仪,
151.所述振镜扫描仪可在所述加工对象物上扫描所述聚光光学系统聚集的激光。
152.(附记9)
153.根据附记8所述的激光加工装置,其中
154.所述控制部包括激光控制部,
155.所述激光控制部可控制所述振镜扫描仪的激光扫描和所述加工台部的水平方向的移动中的至少一种。
156.(附记10)
157.根据附记1至9任一项所述的激光加工装置,其中
158.进一步包括通讯部,
159.所述通讯部可与终端通讯,
160.所述通讯部接收来自所述终端的控制信息,并发送给所述控制部,
161.所述控制部基于接收的控制信息控制激光加工装置。
162.(附记11)
163.一种激光加工系统,
164.包括终端和激光加工装置,
165.所述激光加工装置是附记10所述的激光加工装置。
166.(附记12)
167.一种旋转器单元装置,
168.是用于附记1至10任一项所述的激光加工装置或附记11所述的激光加工系统的旋转器单元装置,
169.包括偏振旋转器部、光束旋转器部、旋转驱动部和控制部,
170.所述偏振旋转器部包括波长板和第1旋转机构,
171.所述波长板变换所述激光的偏振方向,
172.所述第1旋转机构可旋转所述波长板,
173.所述光束旋转器部包括照射角度调节光学系统和第2旋转机构,
174.所述照射角度调节光学系统使射入的激光偏心射出,在相对于所述聚光光学系统中心轴偏心的位置射入,从而可调节所述激光相对于所述加工对象物的照射角度,
175.所述第2旋转机构可旋转所述照射角度调节光学系统,
176.所述旋转驱动部向所述第1旋转机构和第2旋转机构提供旋转驱动力,
177.所述控制部可控制所述第1旋转机构与所述第2旋转机构的旋转速度比。
178.(附记13)
179.根据附记12所述的旋转器单元装置,其中
180.所述光束旋转器部进一步具有旋转半径调节光学系统,
181.所述旋转半径调节光学系统使射入的激光相对于入射光轴倾斜,而使其倾斜射入所述聚光光学系统,以圆环状扫描所述激光照射所述加工对象物的位置。
182.(附记14)
183.根据附记12或13所述的旋转器单元装置,其中所述旋转驱动部包括第1和第2马达,分别各自向所述第1旋转机构和第2旋转机构提供旋转驱动力,所述控制部具有同步驱动所述两个马达的马达控制部。
184.(附记15)
185.一种激光加工方法,
186.是通过激光在加工对象物上打出四边形孔的激光加工方法,假想所述四边形的内部至少有四个小四边形邻接而形成的格线,激光的扫描轨迹是通过所述四边形各边的扫描轨迹,且是通过所述格线的至少一部分的扫描轨迹。
187.(附记16)
188.根据附记15所述的激光加工方法,其中
189.使用附记1至10任一项所述的激光加工装置或附记11所述的激光加工系统实施。
190.(附记17)
191.一种探针卡的生产方法,
192.包括在探针卡基板上形成孔的打孔步骤,
193.所述打孔步骤使用附记1至10任一项所述的激光加工装置或附记11所述的激光加工系统来实施。
194.产业上利用的可能性
195.通过本发明的激光加工装置,可在加工对象物上打出准确形状的孔。本发明的激光加工装置优选适用于探针卡,也优选适用于其他激光加工领域。
196.符号说明
[0197]1ꢀꢀꢀ
激光加工装置
[0198]2ꢀꢀꢀ
终端
[0199]
11
ꢀꢀ
激光振荡部(激光振荡器)
[0200]
12
ꢀꢀ
光束整形光学系统
[0201]
13
ꢀꢀ
偏振旋转器部(偏振旋转器)
[0202]
14
ꢀꢀ
光束旋转器部(光束旋转器)
[0203]
15
ꢀꢀ
聚光光学系统(聚光透镜)
[0204]
16
ꢀꢀ
反射镜(振镜扫描仪)
[0205]
17
ꢀꢀ
加工台(xy台)
[0206]
18
ꢀꢀ
控制部
[0207]
19
ꢀꢀ
通讯部
[0208]
131 波长板(λ/2板)
[0209]
132 第1旋转驱动部(伺服马达)
[0210]
142 第2旋转驱动部(伺服马达)
[0211]
134 第1旋转机构
[0212]
144 第2旋转机构
[0213]
181 马达同步控制部
[0214]
182 激光控制部。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
