1.本技术涉及显示技术领域,特别涉及一种显示屏模组。
背景技术:
2.目前,led显示屏常用的是通过铜柱加磁铁的方式来完成pcb板与底壳的组装连接的。由于pcb板的板厚均匀度和铜柱的高度、磁铁厚度、磁铁厚度、底壳厚度均会存在一定的误差,当误差累计起来也会比较大从而影响led显示屏的组装平整度,导致以底壳为基准面时,灯面常常无法平行于底壳基准面。现有的方案都是对源头提出要求,即要求pcb板与模组底壳均需具备很高的加工精度,以确保加工出来的pcb板与模组底壳均需保持一致的厚度,这样一来,高精度的加工工艺容易带来加工成本的大幅增高,且容易到达工艺加工极限。
技术实现要素:
3.本技术的主要目的在于提出一种显示屏模组,其旨在解决现有显示屏模组的组装方式无法确保显示屏模组的平整度的同时兼顾低成本的需求的技术问题。
4.为实现上述目的,本技术提供了一种显示屏模组,所述显示屏模组包括pcb板与模组底壳,所述pcb板与所述模组底壳之间通过若干磁吸组件进行紧固连接,每一所述磁吸组件包括第一磁吸件、定位柱、定位面以及第二磁吸件,所述定位柱凸设于所述pcb板远离灯面的一侧表面,且每一所述磁吸组件的所述定位柱的外端面到所述pcb板的灯面的垂直距离均相等,所述第一磁吸件套设于所述定位柱上,所述定位面位于所述模组底壳与所述pcb板相接的一侧,且每一所述磁吸组件的所述定位面到所述模组底壳远离所述pcb板的一侧表面的垂直距离均相等,所述第二磁吸件围绕所述定位面的四周沿边设置,所述pcb板与所述模组底壳之间紧固连接时,所述定位柱的外端面水平抵接相应的所述定位面,所述第一磁吸件与所述第二磁吸件隔空进行相互磁性吸附连接。
5.可选地,所述模组底壳的一侧表面凹设有与所述若干磁吸组件一一对应设置的若干定位槽体,每一所述定位槽体的底壁即为相应的所述若干磁吸组件的所述定位面。
6.可选地,所述第二磁吸件围绕所述定位槽体的开口四周沿边设置。
7.可选地,所述第一磁吸件的厚度、所述第二磁吸件的厚度以及相应的所述定位槽体的槽深之和小于相应的所述定位柱的高度。
8.可选地,所述定位槽体为阶梯凹槽,所述第二磁吸件设于所述阶梯凹槽的台阶面上。
9.可选地,所述第一磁吸件的厚度与相应的所述定位槽体的槽深之和小于相应的所述定位柱的高度。
10.可选地,所述定位柱为铜柱。
11.可选地,所述第一磁吸件与所述第二磁吸件之间为磁铁与磁铁的组合或磁铁与铁磁性材料件的组合。
12.可选地,所述第一磁吸件为环状结构或空心圆台结构或u形结构,以围绕所述定位柱的周围设置。
13.可选地,所述第二磁吸件为环状结构或空心圆台结构或u形结构,以围绕所述定位面的周围沿边设置。
14.本技术提供的显示屏模组,其在pcb板与模组底壳之间进行装配时,通过若干磁吸组件进行紧固连接,同时利用每一磁吸组件的定位柱的外端面水平抵接相应的定位面来达到平面定位的效果,使得在将pcb板安装至模组底壳时,pcb板的灯面能一直与模组底壳的基准面(即模组底壳远离pcb板的一侧表面)平行,进而确保本显示屏模组具有很高的平整度的同时,无需对pcb板与模组底壳提出很高的加工精度的要求,即使在pcb板和/或模组底壳的各部位厚度不一的情形下,亦可后期通过铣刀等工具分别控制定位柱的高度与定位面的位置(只需确保其每一磁吸组件的定位柱的外端面到pcb板的灯面的垂直距离均相等,其每一磁吸组件的定位面到模组底壳远离pcb板的一侧表面的垂直距离亦均相等)来可使得pcb板的灯面能一直与模组底壳的基准面保持平行。另外,本显示屏模组不需打螺丝固定连接pcb和底壳,依靠磁吸组件的磁力连接,省掉打螺丝工序,组装拆卸维修方便。可见,本技术方案,其可有效解决现有显示屏模组的组装方式无法确保显示屏模组的平整度的同时兼顾低成本的需求的技术问题。
附图说明
15.为了更清楚地说明本技术实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本技术的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
16.图1为本技术实施例显示屏模组的结构示意图。
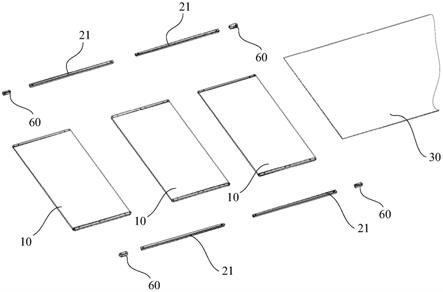
17.图2为图1所示显示屏模组的拆分结构示意图。
18.图3为图1所示显示屏模组的pcb板的铣刀加工前的结构示意图。
19.图4为图1所示显示屏模组的pcb板的铣刀加工后的结构示意图。
具体实施方式
20.下面结合附图对本技术的具体实施方式作进一步说明。在此需要说明的是,对于这些实施方式的说明用于帮助理解本技术,但并不构成对本技术的限定。此外,下面所描述的本技术各个实施方式中所涉及的技术特征只要彼此之间未构成冲突就可以相互组合。
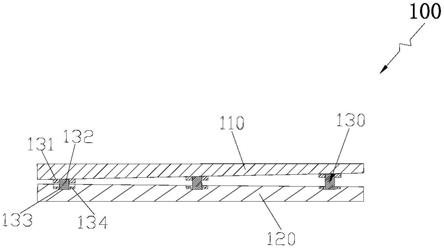
21.如图1及图2所示,本技术实施例提供一种显示屏模组100,该显示屏模组100包括pcb板110与模组底壳120,pcb板110与模组底壳120之间通过若干磁吸组件130进行紧固连接,每一磁吸组件130包括第一磁吸件131、定位柱132、定位面133以及第二磁吸件134,定位柱132凸设于pcb板110远离灯面的一侧表面,且每一磁吸组件130的定位柱132的外端面到pcb板110的灯面的垂直距离均相等(即均为图中所示高度h1),第一磁吸件131套设于定位柱132上,定位面133位于模组底壳120与pcb板110相接的一侧,且每一磁吸组件130的定位面133到模组底壳120远离pcb板110的一侧表面的垂直距离均相等(即均为图中所示高度h2),第二磁吸件134围绕定位面133的四周设置,pcb板110与模组底壳120之间紧固连接时,
定位柱132的外端面水平抵接相应的定位面133,第一磁吸件131与第二磁吸件134隔空进行相互磁性吸附连接。
22.在本实施例中,如图1及图2所示,定位柱132优先采用铜柱,易于通过铣刀等工具进行加工,如图3所示,当将每一磁吸组件130的定位柱132通过焊接等固定方式固设于pcb板110远离灯面的一侧表面上后,将pcb板110水平放置在机加工平台面上(使得pcb板110的灯面紧贴机加工平台面),此时,每一磁吸组件130的定位柱132的外端面基本都不在一个平面上。接着,控制铣刀20的高度,使得铣刀20的加工平面21与机加工平台面或pcb板110的灯面平行,则经过铣这个过程后,每一磁吸组件130的定位柱132的外端面就会在同一个平面且与机加工平台面或pcb板110的灯面平行,即如图4所示,通过铣刀20控制每一磁吸组件130的定位柱132的高度,即可使得每一磁吸组件130的定位柱132的外端面到pcb板110的灯面的垂直距离均相等(即均为图中所示高度h1)。同理,将模组底壳120放在机加工平台面(使得模组底壳120的基准面紧贴机加工平台面)上,即可通过铣刀等工具进行加工,铣出与模组底壳120的基准面高度一致的定位面133,即使得每一磁吸组件130的定位面133到模组底壳120远离pcb板110的一侧表面的垂直距离均相等(即均为图中所示高度h2)。这样一来,pcb板110的各部位厚度不一致、模组底壳120的各部位厚度不一致等来料误差便可通过铣定位面133的位置和铣定位柱132的高度来消除。
23.如图1及图2所示,模组底壳120的一侧表面凹设有与若干磁吸组件130一一对应设置的若干定位槽体(图中未标示),每一定位槽体的底壁即为相应的若干磁吸组件130的定位面133。本实施例的定位槽体优先为阶梯凹槽(即槽体的侧壁为阶梯状),此时,第二磁吸件134设于阶梯凹槽的台阶面上。为进一步确保pcb板110与模组底壳120之间紧固连接时,定位柱132的外端面水平抵接相应的定位槽体133的底壁,第一磁吸件131与第二磁吸件134隔空进行相互磁性吸附连接,第一磁吸件131的厚度与相应的定位槽体(即阶梯凹槽)的槽深之和应小于相应的定位柱132的高度。对于本领域技术人员而言,定位槽体亦可采用常规的凹槽(即槽体的侧壁为直面,无阶梯状结构),此时,第二磁吸件134围绕定位槽体的开口四周沿边设置,为进一步确保pcb板110与模组底壳120之间紧固连接时,定位柱132的外端面水平抵接相应的定位槽体133的底壁,第一磁吸件131与第二磁吸件134隔空进行相互磁性吸附连接,第一磁吸件131的厚度、第二磁吸件134的厚度以及相应的定位槽体的槽深之和应小于相应的定位柱132的高度。
24.如图1及图2所示,本实施例的第一磁吸件131与第二磁吸件134之间优选为磁铁与磁铁的组合,其可确保第一磁吸件131与第二磁吸件134隔空进行相互磁性吸附连接仍具有较强的磁吸吸附力。对于本领域技术人员而言,亦可把其中一个由磁铁替换为铁磁性材料件,即第一磁吸件131为磁铁,第二磁吸件134为铁磁性材料件;或,第二磁吸件134为磁铁,第一磁吸件131为铁磁性材料件。
25.如图1及图2所示,本实施例的第一磁吸件131优选为环状结构,以围绕定位柱132的周围设置,同时,第一磁吸件131还可通过焊接等固定方式固定在pcb板110的相应侧表面上,此时,第一磁吸件131在pcb板110的相应侧表面上的凸起高度要小于相应的定位柱132在pcb板110的相应侧表面上的凸起高度。同样的,第二磁吸件134亦优选为环状结构,以围绕定位面133的周围设置。
26.对于本领域技术人员而言,第一磁吸件131还可采用空心圆台结构、u形结构等空
心结构来套设于定位柱132上进行固定。同理,第二磁吸件134还可采用空心圆台结构、u形结构等空心结构来围绕定位面133的周围设置。
27.本技术实施例提供的显示屏模组,其在pcb板与模组底壳之间进行装配时,通过若干磁吸组件进行紧固连接,同时利用每一磁吸组件的定位柱的外端面水平抵接相应的定位面来达到平面定位的效果,使得在将pcb板安装至模组底壳时,pcb板的灯面能一直与模组底壳的基准面(即模组底壳远离pcb板的一侧表面)平行,进而确保本显示屏模组具有很高的平整度的同时,无需对pcb板与模组底壳提出很高的加工精度的要求,即使在pcb板和/或模组底壳的各部位厚度不一的情形下,亦可后期通过铣刀等工具分别控制定位柱的高度与定位面的位置(只需确保其每一磁吸组件的定位柱的外端面到pcb板的灯面的垂直距离均相等,其每一磁吸组件的定位面到模组底壳远离pcb板的一侧表面的垂直距离亦均相等)来可使得pcb板的灯面能一直与模组底壳的基准面保持平行。另外,本显示屏模组不需打螺丝固定连接pcb和底壳,依靠磁吸组件的磁力连接,省掉打螺丝工序,组装拆卸维修方便。可见,本技术方案,其可有效解决现有显示屏模组的组装方式无法确保显示屏模组的平整度的同时兼顾低成本的需求的技术问题。
28.以上结合附图对本技术的实施方式作了详细说明,但本技术不限于所描述的实施方式。对于本领域的技术人员而言,在不脱离本技术原理和精神的情况下,对这些实施方式进行多种变化、修改、替换和变型,仍落入本技术的保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。