1.本实用新型涉及油冷器领域,具体是指一种油冷器用挤压型材集流管。
背景技术:
2.油冷器主要用于车辆液压系统的回路上,随着机器或系统的尺寸增大,芯子内部流体的流量也增大,内部压力增大,对油冷器相关性能的要求也在不断提高。
3.集流管在油冷器中的作用相当于散热器中的主片,会直接受到外界冲击力,极易开裂,并且现有集流管的生产工艺复杂,生产效率低。
技术实现要素:
4.本实用新型针对现有技术的不足,提供一种油冷器用挤压型材集流管。
5.本实用新型是通过如下技术方案实现的,提供一种油冷器用挤压型材集流管,包括至少两个并排贴合固接的管体,管体连线的一侧固接有填充在相邻管体外圈之间的加强筋,所述加强筋沿管体长度方向延伸,且加强筋的端部与管体端部平齐,管体的另一侧开有多个沿管体长度方向排列的集流管孔,所述加强筋上开有进液孔,所述进液孔与相邻管体的内腔连通。
6.本方案中的至少两个管体和加强筋为挤压成型的型材,通过挤压一体成型,工艺简单,且通过加强筋增强了相邻管体连接处的强度和承压能力,集流管上开有至少两排集流管孔,从而可以插装至少两排散热管,提高散热效率。
7.作为优化,所述加强筋远离管体一侧的侧面与管体相切。本方案中的加强筋远离管体一侧的侧面与管体相切,从而尽可能大的对相邻管体之间起到加强作用,同时由于侧面与相邻的两个管体相切,使侧面与相邻两个管体的连线平行,便于开设进液孔。
8.作为优化,所述集流管孔为长孔且沿管体宽度方向延伸。本方案中的集流管孔为长孔,从而便于缩小散热管的间距,便于增加散热管的数量,从而增强散热效果。
9.作为优化,每个加强筋上设置有两个进液孔。本方案中每个加强筋上设置有两个进液孔,从而可以提高进液量。
10.作为优化,所述管体为圆管。本方案中的管体为圆管,便于管体的挤出加工。
11.作为优化,所述集流管孔为冲压孔。本方案中的集流管孔为冲压孔,从而通过冲孔实现加工,生产工艺简单,加工成本低。
12.作为优化,所述进液孔设置在相邻管体的中间位置。本方案中进液孔设置在相邻管体的中间位置,使进液孔中的液体均匀进入相邻的两个管体中。
13.作为优化,所述管体设置有2~4个。本方案中管体设置有2~4个,从而通过2~4个管体插装2~4排的散热管。
14.本实用新型的有益效果为:本实用新型的油冷器用挤压型材集流管,通过挤压成型再冲孔,生产工艺简单,操作简单,且有加强筋,结构强度及承压强度高,多排管结构,散热效果高。
附图说明
15.图1为本实用新型实施例1的截面示意图;
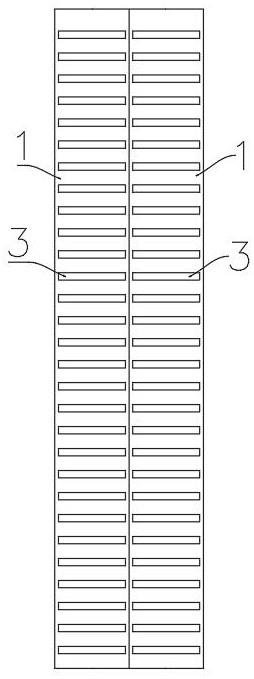
16.图2为本实用新型图1的俯视图;
17.图3为本实用新型图1的仰视图;
18.图4为本实用新型实施例2的截面示意图;
19.图中所示:
20.1、管体,2、加强筋,3、集流管孔,4、进液孔。
具体实施方式
21.为能清楚说明本方案的技术特点,下面通过具体实施方式,对本方案进行阐述。
22.实施例1:
23.如图1~3所示,本实用新型的油冷器用挤压型材集流管,本集流管为挤压成型的长条形型材,包括至少两个并排贴合固接的管体1,管体1并排设置且中心线在一条平面上,相邻的管体1之间贴合设置,管体1的数量设置为2~4个,本实施例中管体1的数量设置为两个。
24.所述管体1为圆管,本实施例中的两个管体1相切。
25.两个管体1连线的一侧固接有填充在相邻管体1外圈之间的加强筋2,如图1所示,两个管体1的连线为中心的连线,图1中的连线为水平设置,本实施例中的加强筋2位于连线的下方,加强筋2与管体1的外圆贴合,由于本实施例中有两个管体,因此加强筋2设置有1个。
26.由于本集流管为挤压成型,因此管体1和加强筋2为一体挤压成型,所述加强筋2沿管体1长度方向延伸,且加强筋2的端部与管体1端部平齐,从而使加强筋2覆盖管体1的整个长度。
27.所述加强筋2远离管体1一侧的侧面与管体1相切,如图1所示,加强筋2远离管体1一侧的侧面指的是加强筋2的下端面,该侧面与两个管体1均相切。
28.所述加强筋2上开有进液孔4,所述进液孔4设置在相邻管体的中间位置,进液孔4的端部延伸至两个管体1的连线处,从而使所述进液孔4与相邻的两个管体1的内腔连通。
29.每个加强筋2上设置有两个进液孔4,本实施例中的进液孔4设置有两个,冷却液通过两个进液孔4进入集流管中。
30.管体1的另一侧开有多个沿管体1长度方向排列的集流管孔3,如图2所示,所述集流管孔3为长孔且沿管体1宽度方向延伸,散热管插入至集流管孔3中并钎焊成型。
31.本实施例中的集流管孔3为冲压孔,从而通过冲压成型,提高加工效率,降低加工成本。
32.实施例2:
33.如图1~4所示,本实施例与实施例1的区别在于:本实施例中管体1的数量设置为3个,同时加强筋2设置有2个,由于每个加强筋2上开有两个进液孔4,因此本实施例中共设有4个进液孔4。
34.当然,上述说明也并不仅限于上述举例,本实用新型未经描述的技术特征可以通过或采用现有技术实现,在此不再赘述;以上实施例及附图仅用于说明本实用新型的技术方案并非是对本实用新型的限制,参照优选的实施方式对本实用新型进行了详细说明,本
领域的普通技术人员应当理解,本技术领域的普通技术人员在本实用新型的实质范围内所做出的变化、改型、添加或替换都不脱离本实用新型的宗旨,也应属于本实用新型的权利要求保护范围。
技术特征:
1.一种油冷器用挤压型材集流管,其特征在于:包括至少两个并排贴合固接的管体(1),管体(1)连线的一侧固接有填充在相邻管体(1)外圈之间的加强筋(2),所述加强筋(2)沿管体(1)长度方向延伸,且加强筋(2)的端部与管体(1)端部平齐,管体(1)的另一侧开有多个沿管体(1)长度方向排列的集流管孔(3),所述加强筋(2)上开有进液孔(4),所述进液孔(4)与相邻管体(1)的内腔连通。2.根据权利要求1所述的油冷器用挤压型材集流管,其特征在于:所述加强筋(2)远离管体(1)一侧的侧面与管体(1)相切。3.根据权利要求1所述的油冷器用挤压型材集流管,其特征在于:所述集流管孔(3)为长孔且沿管体(1)宽度方向延伸。4.根据权利要求1所述的油冷器用挤压型材集流管,其特征在于:每个加强筋(2)上设置有两个进液孔(4)。5.根据权利要求1所述的油冷器用挤压型材集流管,其特征在于:所述管体(1)为圆管。6.根据权利要求1所述的油冷器用挤压型材集流管,其特征在于:所述集流管孔(3)为冲压孔。7.根据权利要求1所述的油冷器用挤压型材集流管,其特征在于:所述进液孔(4)设置在相邻管体(1)的中间位置。8.根据权利要求1所述的油冷器用挤压型材集流管,其特征在于:所述管体(1)设置有2~4个。
技术总结
本实用新型涉及一种油冷器用挤压型材集流管,包括至少两个并排贴合固接的管体,管体连线的一侧固接有填充在相邻管体外圈之间的加强筋,所述加强筋沿管体长度方向延伸,且加强筋的端部与管体端部平齐,管体的另一侧开有多个沿管体长度方向排列的集流管孔,所述加强筋上开有进液孔,所述进液孔与相邻管体的内腔连通,管体和加强筋为挤压成型的型材,通过挤压一体成型,工艺简单,且通过加强筋增强了相邻两个管体连接处的强度和承压能力,集流管上开有至少两排集流管孔,从而可以插装至少两排散热管,提高散热效率,本实用新型生产工艺简单,操作简单,结构强度及承压强度高,散热效果高。高。高。
技术研发人员:周卫平
受保护的技术使用者:泰安鼎鑫冷却器有限公司
技术研发日:2021.08.17
技术公布日:2022/2/22
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。