1.本实用新型涉及传动轴锻造装置,具体涉及到一种变速器传动轴锻造装置。
背景技术:
2.在汽车工业领域,变速器是汽车的关键部件之一,变速器的性能决定着汽车的传动性能,而变速器的传动轴是变速器的主要零件之一。
3.目前,变速器的传动轴常采用锻造方法进行局部成型加工,采用锻造方法进行加工时,由于传动轴端面倾斜锻打后造成毛坯料端面翻边以及毛坯料端磕碰、毛刺等情况,将毛坯料从型腔顶出时,毛坯料卡在型腔内,不易取出,造成设备停机,影响生产效率。
技术实现要素:
4.本实用新型的目的是解决现有传动轴锻造装置将毛坯料从型腔顶出时,存在毛坯料卡在型腔内,不易取出的问题,提供一种变速器传动轴锻造装置。
5.为实现以上实用新型目的,本实用新型的技术方案为:
6.一种变速器传动轴锻造装置,包括上模座、上模芯、镶块模、镶块模垫块、下模垫块、顶出衬套、下顶杆、过渡顶杆和工作台;所述上模芯设置在上模座的下方;所述镶块模设置在上模芯的下方,内部设置有传动轴成型的型腔,上模芯通过上模座施加的作用力对型腔内的传动轴进行锻造;所述镶块模垫块设置在镶块模的下方;所述顶出衬套设置在镶块模垫块的腔体内,包括导引段和定位段,所述导引段的直径大于定位段的直径,方便传动轴进入定位段,所述定位段用于对传动轴进行定位,同时将传动轴末端的毛刺、翻边拉直;所述下模垫块设置在镶块模垫块和工作台之间;所述下顶杆设置在下模垫块的腔体内,且位于传动轴的下方,用于将成型的传动轴向上顶出;所述过渡顶杆的一端穿过工作台,另一端用于与主机顶杆连接,在主机顶杆的作用下将下顶杆向上顶起。
7.进一步地,所述上模座、上模芯之间还设置有上模垫块,所述上模座的下端面上设置有上模套筒,所述上模垫块的外周面设置为上大下小的外圆锥面,所述上模套筒的内表面设置为上大下小的内圆锥面,所述上模垫块和上模套筒通过外圆锥面和内圆锥面配合安装。
8.进一步地,所述上模芯的外侧套装有上模压圈,所述上模压圈的内表面设置为上大下小的内圆锥面,所述上模芯的外周面上设置为上大下小的外圆锥面,所述上模芯和上模压圈通过外圆锥面和内圆锥面配合安装,且上模压圈通过上模紧固圈设置在上模套筒上。
9.进一步地,还包括套装在镶块模垫块、下模垫块外侧的下模套筒,所述镶块模和下模套筒之间套装有镶块模压圈,且镶块模压圈与镶块模之间为上小下大的锥面配合,所述镶块模压圈的上方设置有套装在镶块模上的下模压圈,所述下模压圈用于将镶块模压圈、镶块模垫块、下模垫块轴向进行压紧。
10.进一步地,所述下模套筒的外侧套装有与其螺纹配合的下压紧螺母,所述下压紧
螺母与下模压圈止口配合,用于提供轴向压紧的作用力。
11.进一步地,所述下模套筒通过下压板设置在工作台上,且下模垫块与工作台之间设置有顶杆垫块。
12.进一步地,所述顶出衬套的顶端外周面上设置有环形凸台,所述镶块模垫块的内腔中设置有与环形凸台配合的环形凹槽,所述顶出衬套和镶块模垫块通过环形凸台和定位凹槽配合定位安装。
13.进一步地,所述下顶杆包括支撑段和工作段,所述支撑段的截面尺寸大于工作段的截面尺寸,且支撑段与下模垫块的内腔为间隙配合,工作段尺寸与定位段间隙为0.8mm。
14.进一步地,所述顶出衬套的材料为模具钢h13,热处理硬度:hrc48~51,表面离子渗氮。
15.进一步地,所述导引段与传动轴的间隙为0.75mm,所述定位段与传动轴的间隙为0.3mm。
16.与现有技术相比,本实用新型的有益效果是:
17.1.本实用新型提供的变速器传动轴锻造装置设置有顶出衬套,顶出衬套可以有效解决变速器传动轴端面磕碰、毛刺等造成的毛坯顶出卡料,取料困难等问题,方便取料,降低设备停机率。
18.2.本实用新型提供的变速器传动轴锻造装置具有通用性,可适用于不同尺寸的传动轴锻造,进行不同尺寸的传动轴进行锻造时,只需替换上模芯、镶块模、镶块模垫块和下顶杆即可,其余部件无需更换,加工成本较低。
附图说明
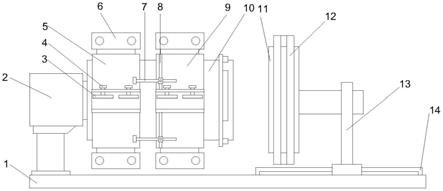
19.图1为本实用新型变速器传动轴锻造装置结构示意图;
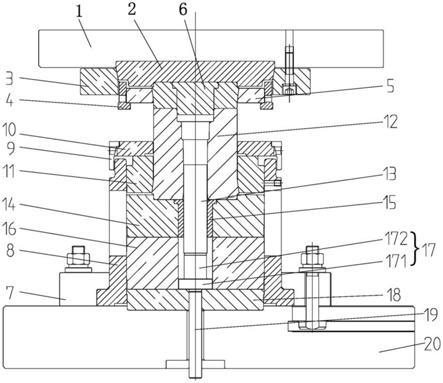
20.图2为本实用新型顶出衬套的结构示意图。
21.附图标记:1-上模座,2-上模垫块,3-上模套筒,4-上模紧固圈,5-上模压圈,6-上模芯,7-下压板,8-下模套筒,9-下压紧螺母,10-下模压圈,11-镶块模压圈,12-镶块模,13-传动轴,14-镶块模垫块,15-顶出衬套,16-下模垫块,17-下顶杆,18-顶杆垫块,19-过渡顶杆,20-工作台,151-导引段,152-定位段,171-支撑段,172-工作段。
具体实施方式
22.以下结合附图和具体实施例对本实用新型的内容作进一步详细描述。
23.本实用新型提供一种变速器传动轴锻造装置,该装置设置有顶出衬套,顶出衬套可以有效解决变速器传动轴端面磕碰、毛刺等造成的毛坯顶出卡料、取料困难等问题,该锻造装置方便取料,降低设备停机率,同时,该装置具有通用性,可适用于不同尺寸的传动轴锻造。
24.如图1和图2所示,本实用新型提供的变速器传动轴锻造装置包括上模座1、上模芯6、镶块模12、镶块模垫块14、下模垫块16、顶出衬套15、下顶杆17、过渡顶杆19和工作台20;上模芯6设置在上模座1的下方;镶块模12设置在上模芯6的下方,内部设置有传动轴13成型的型腔,上模芯6通过上模座1施加的作用力对型腔内的传动轴13进行锻造;镶块模垫块14为套筒结构,其设置在镶块模12的下方;顶出衬套15设置在镶块模垫块14的腔体内,与镶块
模12为小间歇配合,其具体包括导引段151和定位段152,导引段151的直径大于定位段152的直径,方便传动轴13进入定位段152,定位段152用于对传动轴13进行定位,同时将传动轴13末端的毛刺、翻边拉直;下模垫块16为套筒结构,其设置在镶块模垫块14和工作台20之间;下顶杆17设置在下模垫块16的腔体内,且位于传动轴13的下方,用于将成型的传动轴13向上顶出;过渡顶杆19的一端穿过工作台20,另一端用于与主机顶杆连接,在主机顶杆的作用下将下顶杆17向上顶起。
25.为保证上模座1、上模芯6之间的同轴和可靠连接,上模座1、上模芯6之间还设置有上模垫块2,上模座1的下端面上设置有上模套筒3,上模垫块2的外周面设置为上大下小的外圆锥面,上模套筒3的内表面设置为上大下小的内圆锥面,上模垫块2和上模套筒3通过外圆锥面和内圆锥面配合安装。上模芯6的外侧套装有上模压圈5,上模压圈5的内表面设置为上大下小的内圆锥面,上模芯6的外周面上设置为上大下小的外圆锥面,上模芯6和上模压圈5通过外圆锥面和内圆锥面配合安装,且上模压圈5通过上模紧固圈4设置在上模套筒3上,上述锥面结构具有自定心、自锁紧特点,可以保证模具压紧、同轴。
26.为保证镶块模12和镶块模垫块14的同轴和可靠连接,该锻造装置还包括套装在镶块模垫块14、下模垫块16外侧的下模套筒8,镶块模12和下模套筒8之间套装有镶块模压圈11,且镶块模压圈11与镶块模12之间为上小下大的锥面配合,二者靠锥面压紧并定心;镶块模压圈11的上方设置有套装在镶块模12上的下模压圈10,下模压圈10用于将镶块模压圈11、镶块模垫块14、下模垫块16轴向进行压紧。下模套筒8的外侧套装有与其螺纹配合的下压紧螺母9,下压紧螺母9与下模压圈10止口配合,用于提供轴向压紧的作用力。同时,下模套筒8通过下压板7设置在工作台20上,且下模垫块16与工作台20之间设置有顶杆垫块18。下模套筒8使得镶块模12的腔体、镶块模垫块14的腔体、下模垫块16的腔体同轴设置,保证传动轴13的锻造精度,上述锥面结构具有自定心、自锁紧特点,可以保证模具压紧、同轴。
27.为了更好的配合安装,顶出衬套15的顶端外周面上设置有环形凸台,镶块模垫块14的内腔中设置有与环形凸台配合的环形凹槽,顶出衬套15和镶块模垫块14通过环形凸台和定位凹槽配合定位安装。
28.本实用新型变速器传动轴锻造装置中,下顶杆17包括支撑段171和工作段172,支撑段171的截面尺寸大于工作段172的截面尺寸,且支撑段171的尺寸与下模垫块16的内腔尺寸相匹配,此种设置使得下顶杆17更够更加稳定的在下模垫块16的内腔内移动,避免过渡顶杆19向上顶起时,发生倾斜;具体的,工作段172尺寸与衬套定位段152尺寸间隙为0.8mm,确保工作段172进入衬套定位段152时不碰撞。
29.如图2所示,本实用新型的顶出衬套15设置在镶块模垫块14内,解决传动轴毛坯顶出时卡料、取料困难的问题。顶出衬套15共有两段组成,第一段为导引段151,传动轴毛坯与该段内孔间隙单边0.75mm,方便传动轴毛坯导引进入衬套第二段,并且减小传动轴毛坯与顶出衬套15的接触面积;第二段为定位段152,传动轴毛坯与顶出衬套15内孔间隙单边0.3mm,保证传动轴毛坯与型腔中心一致,不倾斜;顶出时,加大顶出行程,确保下顶杆17通过顶出衬套15的定位段152进入导引段151,在传动轴毛坯经过定位段152时,利用设备下顶出力将传动轴毛坯末端的磕碰、毛刺或锻打造成的翻边拉直,这样毛坯便不会卡在型腔内,方便取出传动轴毛坯。顶出衬套15的材料选择模具钢h13,热处理硬度:hrc48~51,表面离子渗氮,提高表面耐磨性,提高衬套寿命。
30.本实用新型提供的变速器传动轴锻造装置工作过程如下:将加热后传动轴毛坯放入型腔,对上模座1施加作用力,上模芯6通过上模座1施加的作用力对设置在型腔内的传动轴毛坯进行锻造,传动轴毛坯通过顶出衬套15导引段151滑入定位段152落在下顶杆17上,此时顶出衬套15的定位段152可保证传动轴毛坯与型腔中心一致,不偏斜,进行锻打;锻打完成后,下顶杆17将成型的传动轴毛坯顶出,下顶杆17将传动轴毛坯先顶入顶出衬套15的定位段152,在传动轴毛坯经过定位段152时,利用设备下顶出力将毛刺、翻边拉直,再顶至顶出衬套15的导引段151脱开,传动轴毛坯便可轻松取出,完成锻造。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。