1.本实用新型涉及缝纫机换梭技术,尤其涉及一种全自动换梭绕梭装置。
背景技术:
2.缝纫机是用一根或多根底线,在面料上形成一种或多种线迹,使一层或多层面料交织或缝合起来的机器。
3.现有的缝纫机针板下方一般设置有旋梭装置,旋梭装置内设置有梭芯,梭芯上绕有底线,以与机头机针上的面线相配合共同完成面料的缝合。但是,缝纫机通常都是不间歇地工作,而梭芯上的线量有限,故为了满足缝纫机连续工作的需求,在缝纫机工作的过程中需要不断地更换旋梭装置内的梭芯。
4.在换梭过程中,换下来的梭芯需要缠绕新的底线,这时需要人工手动完成梭芯的换梭和绕线,效率低下。
技术实现要素:
5.为了解决上述现有技术的不足,本实用新型提供一种全自动换梭绕梭装置,可全自动完成梭芯的更换和绕线。
6.本实用新型所要解决的技术问题通过以下技术方案予以实现:
7.一种全自动换梭绕梭装置,包括旋梭模块、绕线模块和换梭旋臂模块,所述换梭旋臂模块设置于所述旋梭模块和绕线模块之间;其中
8.所述旋梭模块用于将梭芯上缠绕的底线提供给缝纫机进行缝合;
9.所述绕线模块用于所述梭芯上缠绕所述底线;
10.所述换梭旋臂模块用于将所述绕线模块上完成绕线的梭芯更换到所述旋梭模块上,同时将所述旋梭模块上用完的梭芯更换到所述绕线模块上。
11.进一步地,所述换梭旋臂模块包括换梭旋臂、第一夹爪和第二夹爪,所述第一夹爪设置于所述换梭旋臂的一端上,所述第二夹爪设置于所述换梭旋臂的另一端上;所述换梭旋臂可绕一旋转轴线转动,进而带动所述第一夹爪和第二夹爪在所述绕线模块和所述旋梭模块之间摆动,当所述第一夹爪摆动至所述绕线模块上时,所述第二夹爪同步摆动至所述旋梭模块上,当所述第一夹爪摆动至所述旋梭模块上时,所述第二夹爪同步摆动至所述绕线模块上。
12.进一步地,所述换梭旋臂模块还包括前后驱动机构,所述前后驱动机构连接驱动所述换梭旋臂沿旋转轴线进行前后移动,以使所述第一夹爪和第二夹爪远离或靠近所述绕线模块和所述旋梭模块。
13.进一步地,所述绕线模块包括由内向外同轴设置且可同步旋转的绕线轴、取梭器和夹持器,所述绕线轴用于安装梭壳并带动所述梭壳一同旋转;所述夹持器用于夹持从其前方穿入的底线;所述取梭器可沿所述绕线轴移动,用于抓取梭芯以将所述梭芯从所述梭壳内取出至所述夹持器的前方,然后带动所述梭芯旋转绕线。
14.进一步地,所述绕线轴的末端设置有定位柱,所述定位柱垂直于所述绕线轴;所述梭壳上设置有定位槽,当所述梭壳安装于所述绕线轴上时,所述定位柱嵌于所述定位槽内。
15.进一步地,还包括穿线模块,所述穿线模块包括可在所述夹持器的前后方向移动的第一拨线器,以及可移动以靠近或远离所述绕线模块的第二拨线器,其中所述第一拨线器位于所述绕线模块和第二拨线器之间,且所述第一拨线器和第二拨线器上下相对设置。
16.进一步地,还包括定位模块、勾线模块和断线模块,所述定位模块包括可沿所述绕线轴的平行方向移动的定位杆,所述勾线模块包括可沿自身轴向移动的勾线针,所述断线模块包括可远离或靠近所述梭壳朝向所述定位杆一侧的切刀。
17.进一步地,还包括拉线模块用于在所述断线模块将所述底线与所述梭芯切断之后,将所述走线模块内的底线往回拉,以将所述底线的线头拉至所述夹持器内。
18.进一步地,还包括废线清除模块,所述废线清除模块包括废线夹手、夹手驱动机构、夹手横移机构和旋转驱动机构,
19.所述废线夹手用于夹取安装于所述绕线轴上的梭芯上的废线;
20.所述夹手驱动机构用于连接驱动所述废线夹手夹取所述梭芯上的废线;
21.所述夹手横移机构用于驱动所述废线夹手靠近或远离所述绕线轴上的梭芯,以将所述梭芯上的废线抽出;
22.所述旋转驱动机构用于驱动所述废线夹手绕自身轴线旋转,以将抽出的废线缠绕在所述废线夹手上。
23.进一步地,所述废线清除模块还包括割刀机构,所述割刀机构包括旋转刀片、刀片驱动器和刀片摆臂和摆动驱动器,
24.所述旋转刀片用于割断缠绕在所述废线夹手上的废线;
25.所述刀片驱动器用于连接驱动所述旋转刀片旋转割断废线;
26.所述刀片摆臂用于带动所述旋转刀片靠近或远离缠绕在所述废线夹手上的废线;
27.所述摆动驱动器用于连接驱动所述刀片摆臂摆动。
28.本实用新型具有如下有益效果:该全自动换梭绕梭装置通过所述旋梭模块、绕线模块1和换梭旋臂模块10a相互配合,自动在所述旋梭模块和绕线模块之间更换所述梭芯71,并完成所述梭芯71的绕线,极大地提高了换梭绕线效率。
附图说明
29.图1为本实用新型提供的全自动换梭绕梭装置的示意图
30.图2为本实用新型提供的全自动换梭绕梭装置的另一示意图;
31.图3为本实用新型提供的全自动换梭绕梭装置中绕线模块的简化示意图;
32.图4为本实用新型提供的全自动换梭绕梭装置中绕线模块和穿线模块的示意图;
33.图5为本实用新型提供的全自动换梭绕梭装置中绕线模块和穿线模块的简化示意图;
34.图6为本实用新型提供的全自动换梭绕梭装置中绕线模块和穿线模块的另一简化示意图;
35.图7为本实用新型提供的全自动换梭绕梭装置中勾线模块的示意图;
36.图8为本实用新型提供的全自动换梭绕梭装置中定位模块和断线模块的示意图;
37.图9为本实用新型提供的全自动换梭绕梭装置中梭壳和绕线轴的示意图;
38.图10为本实用新型提供的全自动换梭绕梭装置中换梭旋臂模块的正面立体图;
39.图11为本实用新型提供的全自动换梭绕梭装置中换梭旋臂模块的背面立体图;
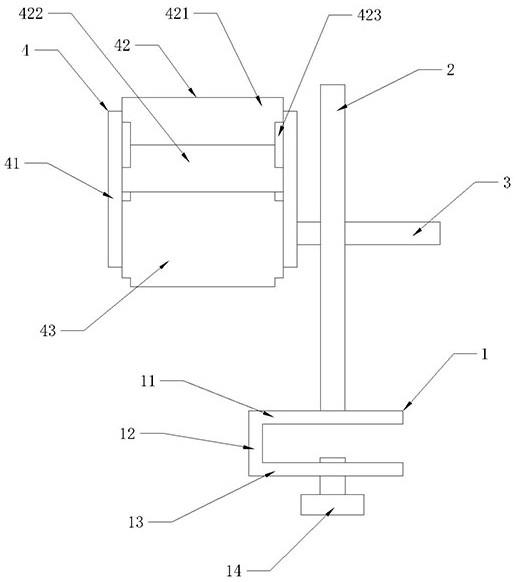
40.图12为本实用新型提供的全自动换梭绕梭装置中换梭旋臂模块的正面示意图;
41.图13为本实用新型提供的全自动换梭绕梭装置中换梭旋臂模块的侧面示意图;
42.图14为本实用新型提供的全自动换梭绕梭装置中废线清除模块的示意图。
具体实施方式
43.下面结合附图和实施例对本实用新型进行详细的说明。
44.如图1所示,一种全自动换梭绕梭装置,包括旋梭模块(图中未示出)、绕线模块1和换梭旋臂模块10a,所述换梭旋臂模块10a设置于所述旋梭模块和绕线模块1之间;其中
45.所述旋梭模块用于将梭芯上缠绕的底线提供给缝纫机进行缝合;
46.所述绕线模块1用于所述梭芯上缠绕所述底线;
47.所述换梭旋臂模块10a用于将所述绕线模块1上完成绕线的梭芯更换到所述旋梭模块上,同时将所述旋梭模块上用完的梭芯更换到所述绕线模块1上。
48.该全自动换梭绕梭装置通过所述旋梭模块、绕线模块1和换梭旋臂模块10a相互配合,自动在所述旋梭模块和绕线模块之间更换所述梭芯71,并完成所述梭芯71的绕线,极大地提高了换梭绕线效率。
49.如图10-13所示,所述换梭旋臂模块10a包括换梭旋臂101、第一夹爪102和第二夹爪103,所述第一夹爪102设置于所述换梭旋臂101的一端上,所述第二夹爪103设置于所述换梭旋臂101的另一端上;所述换梭旋臂101可绕一旋转轴线a转动,进而带动所述第一夹爪102和第二夹爪103在所述绕线模块1和所述旋梭模块之间摆动,当所述第一夹爪102摆动至所述绕线模块1上时,所述第二夹爪103同步摆动至所述旋梭模块上,当所述第一夹爪102摆动至所述旋梭模块上时,所述第二夹爪103同步摆动至所述绕线模块1上。
50.该全自动换梭绕梭装置通过所述换梭旋臂101上设置对称的第一夹爪102和第二夹爪103,在换梭时,首先所述换梭旋臂101带动所述第一夹爪102和第二夹爪103同步摆动,使所述第一夹爪102摆动至所述绕线模块1上,所述第二夹爪103同步摆动至所述旋梭模块上,然后所述第一夹爪102和第二夹爪103分别取走位于所述绕线模块1和所述旋梭模块上的梭芯71,接着所述换梭旋臂101再带动所述第一夹爪102和第二夹爪103同步摆动,使所述第一夹爪102摆动至所述旋梭模块上,所述第二夹爪103同步摆动至所述绕线模块1上,最后所述第一夹爪102和第二夹爪103将抓取的梭芯71分别装入所述绕线模块1和所述旋梭模块上,同时在所述绕线模块1和所述旋梭模块之间完成换梭,极大地提高了换梭效率。
51.所述梭芯71外还套设有一梭壳72,所述第一夹爪102和第二夹爪103通过抓取所述梭壳72的方式来抓取所述梭芯71进而换梭。
52.该换梭旋臂模块10a还包括换梭驱动机构104,所述换梭驱动机构104连接驱动所述换梭旋臂101绕旋转轴线a进行转动。
53.所述换梭旋臂101由所述换梭驱动机构104驱动而绕其旋转轴线a进行转动,所述换梭驱动机构104包括旋转驱动轴1042、第一主动轮1043、从动齿环1044、旋转圆柱1045、限位板1046和至少一连接轴1047,所述第一主动轮1043同轴连接于所述旋转驱动轴1042上,
所述旋转圆柱1045同轴固定于所述从动齿环1044内,所述第一主动轮1043与所述从动齿环1044相咬合;所述旋转圆柱1045内设置有限位槽1049,所述限位板1046设置于所述限位槽1049内;所述连接轴1047的一端与所述限位板1046相连接,另一端穿过所述旋转圆柱1045后与所述换梭旋臂101相连接。
54.在换梭时,所述旋转驱动轴1042输出的旋转驱动力依次通过所述第一主动轮1043、从动齿环1044而传导至所述旋转圆柱1045上,由于所述限位槽1049与所述限位板1046之间的限位作用,所述限位板1046无法相对于所述旋转圆柱1045旋转,故会跟随所述旋转圆柱1045一同转动,进而通过所述连接轴1047带动所述换梭旋臂101进行转动。
55.在一实施方式中,所述连接轴1047的数量只有一根,此时该连接轴1047与所述换梭旋臂101的旋转轴线a相重合,该连接轴1047绕所述换梭旋臂101的旋转轴线a自转;在另一实施例中,所述连接轴1047的数量至少有两根,此时多根连接轴1047环绕在所述换梭旋臂101的旋转轴线a的圆周上,多根连接轴1047绕所述换梭旋臂101的旋转轴线a公转。
56.本实施例中,所述限位板1046为矩形板,所述限位槽1049也为矩形槽,当然,本领域技术人员公知所述限位板1046和限位槽1049之间可采用具有限位作为的其他形状,比三角板和三角槽、椭圆板和椭圆槽、六角板和六角槽等。
57.本实施例中,所述旋转驱动轴1042为驱动电机1041的输出轴,当然,所述换梭旋臂101也可采用其他常规动力驱动器进行驱动,不应局限于驱动电机1041。
58.所述换梭驱动机构104还包括一旋臂支架1040,所述旋臂支架1040上开设有一圆孔;所述旋转驱动轴1042、第一主动轮1043和从动齿环1044均设置于所述旋臂支架1040上且位于所述圆孔的一侧,所述换梭旋臂101、第一夹爪102和第二夹爪103位于所述圆孔的另一侧;所述旋转圆柱1045和连接轴1047位于所述圆孔内,且所述旋转圆柱1045通过一轴承1048与所述圆孔相连接。
59.所述换梭旋臂101包括用于与所述换梭驱动机构104连接的旋臂连接部1010以及从所述旋臂连接部1010向相背的两侧分别延伸出来的第一臂1011和第二臂1012,所述第一夹爪102设置于所述第一臂1011上,所述第二夹爪103设置于所述第二臂1012上。
60.所述第一臂1011和第二臂1012向所述换梭旋臂101的中轴线b两侧相错开,所述换梭旋臂101的中轴线b垂直于其旋转轴线a;设置于所述第一臂1011上的第一夹爪102以及设置于所述第二臂1012上的第二夹爪103均朝向所述换梭旋臂101的中轴线b设置。
61.所述换梭旋臂模块10a还包括前后驱动机构105,所述前后驱动机构105连接驱动所述换梭旋臂101沿旋转轴线a进行前后移动;当所述第一夹爪102和第二夹爪103需要取放位于所述绕线模块1和所述旋梭模块上的梭芯71时,所述前后驱动机构105驱动所述换梭旋臂101向沿旋转轴线a进行后移动,以使所述第一夹爪102和第二夹爪103靠近所述绕线模块1和所述旋梭模块;当所述第一夹爪102和第二夹爪103完成取放位于所述绕线模块1和所述旋梭模块上的梭芯71时,所述前后驱动机构105驱动所述换梭旋臂101向沿旋转轴线a进行前移动,以使所述第一夹爪102和第二夹爪103远离所述绕线模块1和所述旋梭模块。
62.本实施例中,所述前后驱动机构105为气缸,当然,所述前后驱动机构105也可采用其他常规动力驱动器进行驱动,如丝杆机构,不应局限于气缸。
63.如图2和3所示,所述绕线模块1包括由内向外同轴设置且可同步旋转的绕线轴11、取梭器12和夹持器13,所述绕线轴11用于安装梭壳72并带动所述梭壳72一同旋转;所述夹
持器13用于夹持从其前方穿入的底线8;所述取梭器12可沿所述绕线轴11移动,用于抓取梭芯71以将所述梭芯71从所述梭壳72内取出至所述夹持器13的前方,然后带动所述梭芯71旋转绕线。
64.该全自动换梭绕梭装置通过所述绕线轴11、取梭器12和夹持器13的相互配合,可自动将所述梭芯71从所述梭壳72内取出,并完成所述梭芯71的绕线工序,无需手工取梭绕线,极大地提高了换梭效率。
65.在绕线时,先将所述梭壳72套在所述梭芯71外,然后将所述梭壳72安装于所述绕线轴11上,接着启动该全自动换梭绕梭装置;首先所述取梭器12从所述夹持器13内伸出,沿所述绕线轴11移动至所述梭壳72处抓取所述梭芯71,再沿所述绕线轴11移动回所述夹持器13内,以将所述梭芯71从所述梭壳72内取出至所述夹持器13的前方,接着所述绕线轴11、取梭器12和夹持器13同步旋转,以带动所述梭壳72和梭芯71一同旋转,由于所述底线8是从前方穿入所述夹持器13内的,在旋转时,所述底线8会自动缠绕在位于所述夹持器13前方的梭芯71上,在完成绕线后,所述取梭器12再次从所述夹持器13内伸出,沿所述绕线轴11移动至所述梭壳72处,以将所述梭芯71推回至所述梭壳72内,再松开所述梭芯71,并沿所述绕线轴11移动回所述夹持器13内。
66.在旋转绕线的过程中,所述取梭器12一直保持着对所述梭芯71的抓取,而未松开。
67.所述绕线模块1还包括绕线驱动器16、内层轴管14、外层轴管15和取梭驱动器,所述取梭驱动器连接驱动所述内层轴管14相对于所述绕线轴11和外层轴管15沿所述绕线轴11移动;所述内层轴管14卡接套设在所述绕线轴11外,其一端与所述取梭器12相连接,另一端与所述取梭驱动器相连接;所述外层轴管15卡接套设在所述内层轴管14外,其一端与所述夹持器13相连接;所述绕线驱动器16连接驱动所述外层轴管15进行旋转时,由于所述内层轴管14与所述外层轴管15相卡接,而所述绕线轴11又与所述内层轴管14相卡接,故所述外层轴管15在旋转时可带动所述内层轴管14和绕线轴11同步旋转,进而使所述绕线轴11、取梭器12和夹持器13三者同步转动。
68.所述内层轴管14与所述绕线轴11和外层轴管15之间仅在旋转方向上卡接,而在轴线方向上可自动移动,可通过在所述内层轴管14开设沿轴线方向的卡接槽,所述绕线轴11和外层轴管15分别通过卡块嵌于所述卡接槽内来实现。
69.所述取梭器12包括环形容器和电磁铁,所述环形容器环绕在所述绕线轴11外,所述电磁铁容置于所述环形容器内。
70.在取梭时,所述取梭驱动器先驱动所述环形电磁铁从所述夹持器13内伸出并移动至所述梭壳72处,然后所述环形电磁铁通入电流以产生磁力吸附位于所述梭壳72内的梭芯71,接着所述取梭驱动器再驱动所述环形电磁铁移动回到所述夹持器13内,以将所述梭芯71从所述梭壳72内取出至所述夹持器13的前方;在绕完线后,所述取梭驱动器先驱动所述环形电磁铁从所述夹持器13内伸出并移动至所述梭壳72处,以将所述梭芯71推回至所述梭壳72内,然后所述环形电磁铁截断电流以使磁力消失进而松开所述梭芯71,接着所述取梭驱动器再驱动所述环形电磁铁移动回到所述夹持器13内。
71.所述梭芯71采用高导磁材料制作,如纯铁、碳钢、不锈钢或硅钢等。
72.所述夹持器13包括环形支架和夹线簧片131,所述环形支架环绕在所述取梭器12外,且外侧开设有一夹线口,所述夹线簧片131设置于所述夹线口内。当所述穿线模块2将所
述底线8穿入所述环形支架的夹线口内时,所述夹线口内的夹线簧片131利用自身的弹力将所述底线8夹持于所述夹线口内,并在绕完线后、所述取梭器12将所述梭芯71推回至所述梭壳72内时,所述底线8会在所述取梭器12的拉力下自动从所述夹线簧片131中脱落。
73.本实施例中,所述绕线驱动器16采用电机,所述取梭驱动器采用气缸,但本领域技术人员公知所述绕线驱动器16和取梭驱动器还可采用其他常规动力驱动器,故本案的保护范围不应局限于所述绕线驱动器16和取梭驱动器的具体动力类型。
74.如图9所示,所述绕线轴11的末端设置有定位柱110,所述定位柱110垂直于所述绕线轴11;所述梭壳72上设置有定位槽75,当所述梭壳72安装于所述绕线轴11上时,所述定位柱110嵌于所述定位槽75内。
75.该全自动换梭绕梭装置还包括穿线模块2,如图4-6所示,所述穿线模块2包括可在所述夹持器13的前后方向移动的第一拨线器21,以及可移动以靠近或远离所述绕线模块1的第二拨线器22,其中所述第一拨线器21位于所述绕线模块1和第二拨线器22之间,且所述第一拨线器21和第二拨线器22上下相对设置。
76.该全自动换梭绕梭装置通过所述第一拨线器21和第二拨线器22相互配合,可自动将所述底线8穿入所述绕线模块1的夹持器13内,无需手工穿线,极大地提高了换梭效率。
77.在穿线时,所述第一拨线器21先移动至所述夹持器13的后方,将所述底线8拨向所述夹持器13的后方,以使所述第二拨线器22附近的底线8与所述第二拨线器22相抵;所述第二拨线器22再移动靠近所述绕线模块1,以将与其相抵的底线8拨向所述夹持器13;所述第二拨线器22包括相对设置的两抵线柱220,当所述第二剥线器将与其相抵的底线8拨向所述夹持器13时,两抵线柱220分别位于所述夹持器13的前后侧,以将两抵线柱220之间的底线8穿入所述夹持器13内。
78.在第一次穿线时,需要操作人员手动将所述底线8设置于所述第一拨线器21和第二拨线器22之间,并拉住所述底线8的线头以供所述第一拨线器21和第二拨线器22进行穿线,往后的每次穿线需要在上一梭芯71完成绕线并被所述取梭器12推回至所述梭壳72内后,所述底线8仍保持着与上一梭芯71连接时进行,以利用上一梭芯71拉住所述底线8以供所述第一拨线器21和第二拨线器22进行穿线。
79.所述穿线模块2还包括第一拨线摆杆、第二拨线摆杆、第一拨线驱动器23和第二拨线驱动器24,所述第一拨线驱动器23连接驱动所述第一拨线摆杆进行摆动,所述第一拨线器21设置于所述第一拨线摆杆上;所述第二拨线驱动器24连接驱动所述第二拨线摆杆进行摆动,所述第二拨线器22设置于所述第二拨线摆杆上。
80.本实施例中,所述第一拨线驱动器23和第二拨线驱动器24均为气缸驱动,但本领域技术人员公知所述第一拨线驱动器23和第二拨线驱动器24还可采用其他常规动力驱动器,故本案的保护范围不应局限于所述第一拨线驱动器23和第二拨线驱动器24的具体动力类型。
81.优选地,所述第一拨线摆杆的另一端安装于一弧形导轨25上,以提高摆动稳定性。
82.该全自动换梭绕梭装置还包括走线模块3,所述走线模块3位于所述穿线模块2远离所述绕线模块1的一侧,包括多道走线槽,多道走线槽相配合共同引导所述底线8在穿入所述夹持器13前的整体走向,最终将所述底线8引导至所述夹持器13的前方以供所述穿线模块2从前方将所述底线8穿入所述夹持器13;所述走线模块3包括导线柱31、夹线器32或走
线钩33中的一个或多个,所述走线槽分别设置于这些导线柱31、夹线器32或走线钩33上。
83.如图2、7和8所示,该全自动换梭绕梭装置还包括定位模块4、勾线模块5和断线模块6,所述定位模块4包括可沿所述绕线轴11的平行方向移动的定位杆41,所述勾线模块5包括可沿自身轴向移动的勾线针51,所述断线模块6包括可远离或靠近所述梭壳72朝向所述定位杆41一侧的切刀61。
84.该全自动换梭绕梭装置通过所述定位杆41、勾线针51和切刀61相互配合,可自动对所述底线8在勾线切线的过程中进行定位,极大地提高了勾线切线的效率和精度。
85.在勾线切线时,所述定位杆41在所述梭芯71完成绕线、并被所述取梭器12推回至所述梭壳72内后,先移动至所述梭壳72的后方,然后抵住从所述梭芯71出来的底线8往前移动,以依次将所述底线8定位至所述梭壳72的出线孔73、穿线臂74和所述切刀61的刀口611处,当所述定位杆41移动至所述梭壳72的后方时,所述切刀61移动靠近所述梭壳72朝向所述定位杆41的一侧,同时切刀61的刀杆612从上方抵住所述底线8,当所述定位杆41将所述底线8定位至所述梭壳72的出线孔73时,所述第一拨线器21将所述底线8拨向所述夹持器13的后方,当所述定位杆41将所述底线8定位至所述梭壳72的穿线臂74时,所述勾线针51沿自身轴向移动以穿过所述穿线臂74的孔而将所述底线8勾住,然后再沿自身轴向移动以将勾住的底线8穿过所述穿线臂74的孔,当所述定位杆41将所述底线8定位至所述切刀61的刀口611时,所述切刀61的大口与所述定位杆41相配合将所述底线8切断(在切断之前,所述穿线模块2需将所述底线8穿入所述夹持器13内,以供下一梭芯71绕线)。
86.所述定位模块4还包括定位驱动器42,所述定位驱动器42连接驱动所述定位杆41沿所述绕线轴11的平行方向移动;所述勾线模块5包括勾线驱动器52,所述勾线驱动器52连接驱动所述勾线针51沿自身轴向移动;所述断线模块66包括切刀驱动器62,所述切刀驱动器62连接驱动所述切刀61远离或靠近所述梭壳72朝向所述定位杆41的一侧。
87.本实施例中,所述定位驱动器42、勾线驱动器52和切刀驱动器62均为气缸,但本领域技术人员公知所述定位驱动器42、勾线驱动器52和切刀驱动器62还可采用其他常规动力驱动器,故本案的保护范围不应局限于所述定位驱动器42、勾线驱动器52和切刀驱动器62的具体动力类型。
88.所述勾线模块5还包括气缸滑轨组件53,所述勾线针51和勾线驱动器52设置于所述滑轨组件上,所述气缸滑轨组件53用于带动所述勾线针51和勾线驱动器52远离或靠近所述梭壳72。
89.该全自动换梭绕梭装置还包括拉线模块9用于在所述断线模块6将所述底线8与所述梭芯71切断之后,将所述走线模块3内的底线8往回拉,以将所述底线8的线头拉至所述夹持器13内。
90.所述拉线模块9包括一拉线拨杆91和拉线驱动器92,所述拉线驱动器92连接驱动所述拉线拨杆91摆动,进而拉动缠绕在所述拉线拨杆91上的底线8。
91.本实施例中,所述拉线驱动器92为气缸,但本领域技术人员公知所述拉线驱动器92还可采用其他常规动力驱动器,故本案的保护范围不应局限于所述拉线驱动器92的具体动力类型。
92.该全自动换梭绕梭装置还包括废线清除模块11a,如图14所示,所述废线清除模块11a包括废线夹手111、夹手驱动机构112、夹手横移机构113和旋转驱动机构114,
93.所述废线夹手111用于夹取安装于所述绕线轴11上的梭芯71上的废线;
94.所述夹手驱动机构112用于连接驱动所述废线夹手111夹取所述梭芯71上的废线;
95.所述夹手横移机构113用于驱动所述废线夹手111靠近或远离所述绕线轴11上的梭芯71,以将所述梭芯71上的废线抽出;
96.所述旋转驱动机构114用于驱动所述废线夹手111绕自身轴线旋转,以将抽出的废线缠绕在所述废线夹手111上。
97.所述废线清除模块11a在清除废线时,先将换下来的梭芯71安装于所述绕线轴11上,以将所述梭芯71上指定的废线抽取位定位于所述废线夹手111前方,然后所述夹手横移机构113驱动所述废线夹手111靠近所述绕线轴11上的梭芯71,接着所述夹手驱动机构112驱动所述废线夹手111夹住所述梭芯71上的废线,然后所述夹手横移机构113驱动所述废线夹手111远离所述绕线轴11上的梭芯71,以将所述梭芯71上的废线抽出,接着所述旋转驱动机构114驱动所述废线夹手111旋转,以将抽出的废线缠绕在所述废线夹手111上,最后所述夹手驱动机构112驱动所述废线夹手111松开缠绕的废线,实现自动清除所述梭芯71上的废线,提高所述梭芯71上废线的清除效率。
98.所述废线夹手111包括相对设置的两弹性夹片,两弹性夹片之间的间距朝所述绕线轴11的方向逐渐增大。
99.所述夹手驱动机构112包括可沿所述弹性夹片的轴线横移的横移块1121以及连接驱动所述横移块1121进行横移的夹手驱动器1123,所述横移块1121内开设有供两弹性夹片穿过的一槽口,所述横移块1121在横移过程中通过其槽口与两弹性夹片的外侧相抵以控制两弹性夹片之间的间距,进而实现两弹性夹片之间的相对开合。
100.所述横移块1121还包括两滚轮1122,两滚轮1122分别设置于所述槽口的相对两侧上,用于分别与对应的弹性夹片的外侧相抵。
101.所述横移驱动模块包括滑轨1131、滑块1132和横移驱动器1133,所述滑轨1131沿所述废线夹手111的轴向方向设置,所述滑块1132设置于所述滑轨1131上且可在所述滑轨1131上沿所述废线夹手111的轴向方向滑动,所述横移驱动器1133连接驱动所述滑块1132在所述滑轨1131上滑动;所述废线夹手111设置于所述滑块1132上,以随所述滑块1132同步滑动进而靠近或远离所述绕线轴11上的梭芯71。
102.所述旋转驱动机构114包括第二主动轮1141、从动轮1142、传动皮带1143和旋转驱动器1144,所述第二主动轮1141和从动轮1142相对设置且通过所述传动皮带1143连接,所述旋转驱动器1144连接驱动所述第二主动轮1141进行转动,进而带动所述从动轮1142同步转动;所述废线夹手111同轴设置于所述从动轮1142上,以随所述从动轮1142同步转动进而缠绕废线。
103.本实施例中,所述夹手驱动器1123和横移驱动器1133采用气缸,所述旋转驱动器1144采用电机,本领域技术人员公知所述夹手驱动器1123、横移驱动器1133和旋转驱动器1144也可采用其他常规驱动器,故所述夹手驱动器1123和横移驱动器1133不应局限于气缸,所述旋转驱动器1144不应局限于电机。
104.所述废线清除模块11a还包括割刀机构115,用于割断缠绕在所述废线夹手111上的废线,所述割刀机构115包括旋转刀片1151、刀片驱动器1152和刀片摆臂1153和摆动驱动器1154,
105.所述旋转刀片1151用于割断缠绕在所述废线夹手111上的废线,所述旋转刀片1151为圆形刀片;
106.所述刀片驱动器1152用于连接驱动所述旋转刀片1151旋转割断废线;
107.所述刀片摆臂1153用于带动所述旋转刀片1151靠近或远离缠绕在所述废线夹手111上的废线,数量为两个,两刀片摆臂1153相对设置于所述刀片驱动器1152两侧上,其中间转动连接至一固定架上,一端与所述刀片驱动器1152连接,另一端与所述摆动驱动器1154连接;
108.所述摆动驱动器1154用于连接驱动所述刀片摆臂1153摆动。
109.在清除废线时,当所述废线清除模块11a正在抽出废线、旋转绕线时,所述摆动驱动器1154驱动所述刀片摆臂1153摆动,使所述旋转刀片1151远离所述废线夹手111,所述刀片驱动器1152暂停驱动所述旋转刀片1151旋转,当所述废线清除模块11a完成抽出废线、旋转绕线时,所述摆动驱动器1154驱动所述刀片摆臂1153摆动,使所述旋转刀片1151靠近所述废线夹手111,同时所述刀片驱动器1152开始驱动所述旋转刀片1151旋转,以隔断缠绕在所述废线夹手111上的废线。
110.本实施例中,所述刀片驱动器1152为电机,所述摆动驱动器1154为气缸,本领域技术人员公知所述刀片驱动器1152和摆动驱动器1154也可采用其他常规驱动器,故所述刀片驱动器1152不应局限于电机,所述摆动驱动器1154不应局限于气缸。
111.所述废线清除模块11a还包括吹气机构(图中未示出),所述吹气机构用于吹走所述废线夹手111上被割断的废线,所述吹气机构包括第一气嘴和第二气嘴,所述第一气嘴位于所述废线夹手111的后方,且其吹气方向朝向所述废线夹手111的前方,以将被割断的废线向前吹脱;所述第二气嘴位于所述废线夹手111的前方,且其吹气方向朝向所述废线夹手111的下方,以将被所述第一气嘴吹脱的废线向下吹落。
112.所述梭芯71上缠绕的底线8从所述梭壳72的出线孔73出来并穿过所述穿线臂74上的孔,最终在所述旋梭模块内为缝纫机提供底线8;当所述梭芯71上残留有废线时,废线也会从所述出线孔73出来并穿过所述穿线臂74上的孔,本案中将所述出线孔73与所述穿线臂74之间的废线作为指定的废线抽取位。
113.以上所述实施例仅表达了本实用新型的实施方式,其描述较为具体和详细,但并不能因此而理解为对本实用新型专利范围的限制,但凡采用等同替换或等效变换的形式所获得的技术方案,均应落在本实用新型的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。