1.本实用新型属于胶带生产设备技术领域,尤其涉及易撕贴自动分切堆叠机。
背景技术:
2.易撕贴一般是粘在奶茶、鲜榨果汁杯等食品外包装或者化妆品、电子产品外包装上的,防止商品在运送过程中被他人私自开封使用,因为易撕贴的粘性是一次性的,如果包装上的易撕贴被撕开过,就无法再次粘到包装上,消费者就能知道该商品已经被使用过。
3.现有的易撕贴胶带的生产流程是:先将易撕贴长条胶带生产出来,再在胶带上印上商家的商标(logo),然后卷饶在环形的纸芯上,最后将卷饶在纸芯上的胶带进行切条,使得易撕贴胶带成为能使用的最终形态,但是因为胶带是卷绕在环形纸芯上的,所以相邻胶带卷的两条切边在径向面成发散型,切好后的小条的横截面为扇形,而且同一侧的小条从最内侧到外侧的弧线边越来越长,这样势必造成印有商标的易撕贴胶带分切后会出现很多小条的商标是不完整的,是从中部切断的,而且每个小条大小也不一样,在投入使用后不太美观。
技术实现要素:
4.针对现有技术中所存在的不足,本实用新型提供了易撕贴自动分切堆叠机,解决了现有易撕贴胶带生产工艺中,分切后会导致胶带小条横截面成扇形,从而使得内侧到外侧的小条尺寸逐渐变大,商标被从中切断,不能获得完整的商标,而且易撕贴大小不一致,在投入使用后不美观的问题。
5.本实用新型提供易撕贴自动分切堆叠机,包括机架以及设置在所述机架上的第一放卷轴、第二放卷轴、第一导向轮组、第二导向轮组、汇入轮组、退绕驱动机构、储料机构、牵拉机构、剪切卸料机构,所述第一放卷轴、所述第二放卷轴、所述第一导向轮组上的轮子和所述第二导向轮组的轮子可转动连接在所述机架上,所述第一放卷轴和所述第二放卷轴上分别套设两个易撕贴胶带卷,所述第一放卷轴和所述第二放卷轴上的易撕贴胶带各自经过所述第一导向轮组和所述第二导向轮组后汇入到所述汇入轮组,再依次经所述退绕驱动机构、所述储料机构、所述牵拉机构和所述剪切卸料机构,所述退绕驱动机构将两条胶带贴合起来并为两条胶带的退绕提供动力,所述储料机构对胶带进行储料,所述剪切卸料机构对两条胶带切小段,所述牵拉机构将汇合堆叠的胶带自由端牵拉到所述剪切卸料机构处,所述剪切卸料机构将胶带小段卸料。
6.进一步的,所述第一导向轮组包括第一定位轮、第二定位轮、第一辊轮,其中一条易撕贴胶带依次经过所述第一定位轮的下方、所述第二定位轮的上方和所述第一辊轮的上方;所述第二导向轮组包括第三定位轮、第二辊轮、第四定位轮和第三辊轮,另外一条易撕贴胶带依次经过所述第三定位轮的下方、所述第二辊轮的左侧,所述第四定位轮的右侧和所述第三辊轮的下方。
7.进一步的,所述汇入轮组包括上下间隔设置的上定位轮和下定位轮,两条易撕贴
胶带汇入所述上定位轮和所述下定位轮的间隔中。
8.进一步的,所述退绕驱动机构包括四边形框架、上硅胶辊、下硅胶辊和直角电机,所述框架的其中一边固定在所述机架上,所述上硅胶辊和所述下硅胶辊均固定在所述框架内,且所述上硅胶辊和所述下硅胶辊的轴向平行,所述上硅胶辊和所述下硅胶辊之间设有用于共同通过两条易撕贴胶带的缝隙,所述直角电机固定在所述框架与所述机架相对的一边上,所述直角电机的旋转轴与所述下硅胶辊的一端同轴连接。
9.进一步的,所述储料机构包括第四辊轮、第五定位轮和第五辊轮,所述第五定位轮设置在所述第四辊轮和所述第五辊轮中部偏下位置,易撕贴胶带依次经过所述第四辊轮的上方、所述第五定位轮的下方和所述第五辊轮的上方,所述第五定位轮可上下移动,所述第五辊轮的上方设有一个下压气缸,所述第五定位轮向下移动以及所述下压气缸下压,使得贴合胶带张紧。
10.进一步的,所述牵拉机构包括直线导轨、滑块、升降气缸、夹爪气缸、上手指和下手指,所述直线导轨按照水平固定在所述机架上,所述滑块设置在所述直线导轨上,且所述滑块可在所述直线导轨的轴向上移动,所述升降气缸竖直固定在所述滑块上,且所述升降气缸的伸缩杆朝下,所述夹爪气缸水平固定在所述升降气缸的伸缩杆上,所述夹爪气缸的夹指面向易撕贴胶带的进料方向,所述上手指和所述下手指分别固定在所述夹爪气缸的两个夹指上。
11.进一步的,所述剪切卸料机构包括剪切组件、托轴组、容纳台、纸板、滑台气缸、压附辊组件、升降机构和多工位旋转盘,所述滑台气缸设置在所述直线导轨下方,且所述滑台气缸设置在所述升降机构上,所述剪切组件设置在所述直线导轨和所述滑台气缸之间靠近进料的一端,所述托轴组包括托轴一、托轴二、托轴三和托轴四,所述托轴一设置在所述第五辊轮和所述滑台气缸之间偏上位置,所述托轴二、所述托轴三和所述托轴四沿着所述滑台气缸的轴向分布,所述托轴一和所述托轴二处于同一高度,所述托轴三、所述托轴四的高度逐渐低于所述托轴一和所述托轴二的高度,所述容纳台放置在所述滑台气缸的移动平台上,所述容纳台顶部设有凹槽,所述纸板放置在所述凹槽内,所述压附辊组件固定在所述滑块上,所述压附辊组件与所述牵拉机构并行设置,所述压附辊组件将所述剪切组件剪成的易撕贴胶带小段压附在所述纸板上,所述多工位旋转盘设置在所述牵拉机构背离来料的一侧,所述移动平台可将所述容纳台移动到所述多工位旋转盘的上方,所述升降机构下降,将所述容纳台下放在所述多工位旋转盘上。
12.本实用新型具有如下有益效果:
13.本实用新型第一放卷轴和第二放卷轴上分别套设两个易撕贴胶带卷,第一放卷轴和所述第二放卷轴上的易撕贴胶带各自经过所述第一导向轮组和所述第二导向轮组后汇入到汇入轮组,再依次经退绕驱动机构、储料机构、牵拉机构和剪切卸料机构,退绕驱动机构将两条胶带贴合起来并为两条胶带的退绕提供动力,储料机构对胶带进行储料,剪切卸料机构对两条胶带切小段,牵拉机构将汇合堆叠的胶带自由端牵拉到所述剪切卸料机构处,剪切卸料机构将胶带小段卸料,本实用新型改变了易撕贴以往的生产工序,先两两将不带胶部前后错位的易撕贴胶带堆叠起来,然后切成小段,以便后道工序对胶带小段进行切条,最后再将小条堆叠贴到环形纸芯上,本实用新型摒弃了以往先将胶带饶卷在环形纸芯上,再对胶带卷进行切条的生产工艺,可以保证生产制得的易撕贴产品大小一致,商标完
整,本实用新型自动化对易撕贴胶带两两堆叠和切成胶带小段,为保证易撕贴成品大小一致,商标完整提供了前提条件。
附图说明
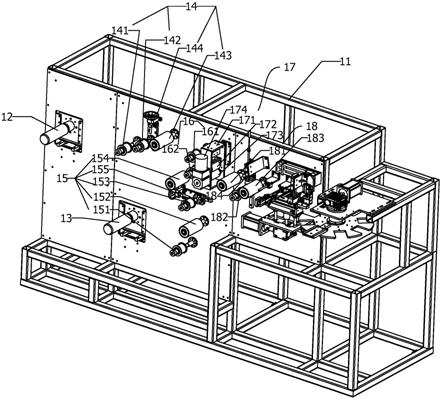
14.图1为本实用新型立体图;
15.图2为本实用新型牵拉机构和剪切卸料机构立体图;
16.图3为图2的a部放大示意图;
17.图4为容纳台和纸板的爆炸示意图。
18.上述附图中,11、机架;12、第一放卷轴;13、第二放卷轴;14、第一导向轮组;15、第二导向轮组;16、汇入轮组;17、退绕驱动机构;18、储料机构;19、牵拉机构;20、剪切卸料机构;141、第一定位轮;142、第二定位轮;143、第一辊轮;144、调节手轮一;151、第三定位轮;152、第二辊轮;153、第四定位轮;154、第三辊轮;155、调节手轮二;161、上定位轮;162、下定位轮;171、框架;172、上硅胶辊;173、下硅胶辊;174、直角电机;181、第四辊轮;182、第五定位轮;183、第五辊轮;184、下压气缸;191、直线导轨;192、滑块;193、升降气缸;194、夹爪气缸;195、上手指;196、下手指;201、剪切组件;202、托轴组;203、容纳台;204、纸板;205、滑台气缸;205a、移动平台;206、压附辊组件;207、升降机构;208、多工位旋转盘;22、托轴一;23、托轴二;24、托轴三;25、托轴四;203a、凹槽;207a、滚珠螺母;207b、丝杆;207c、升降电机;206a、收缩气缸;206b、压辊;21、旋转电机;208a、缺口。
具体实施方式
19.下面结合附图1-4及实施例对本实用新型中的技术方案进一步说明。
20.如图1-4所示,本实用新型包括机架11以及设置在机架11上的第一放卷轴12、第二放卷轴13、第一导向轮组14、第二导向轮组15、汇入轮组16、退绕驱动机构17、储料机构18、牵拉机构19、剪切卸料机构20,第一放卷轴12、第二放卷轴13、第一导向轮组14上的轮子和第二导向轮组15的轮子可转动连接在机架11上,第一放卷轴12和第二放卷轴13上分别套设两个易撕贴胶带卷,第一放卷轴12和第二放卷轴13上的易撕贴胶带各自经过第一导向轮组14和第二导向轮组15后汇入到汇入轮组16,再依次经退绕驱动机构17、储料机构18、牵拉机构19和剪切卸料机构20,退绕驱动机构17将两条胶带贴合起来并为两条胶带的退绕提供动力,储料机构18进行储料,剪切卸料机构20对两条胶带切小段,牵拉机构19将汇合堆叠的胶带自由端牵拉到剪切卸料机构20处,剪切卸料机构20将胶带小段卸料。
21.第一导向轮组14包括第一定位轮141、第二定位轮142、第一辊轮143,其中一条易撕贴胶带依次经过第一定位轮141的下方、第二定位轮142的上方和第一辊轮143的上方;第二导向轮组15包括第三定位轮151、第二辊轮152、第四定位轮153和第三辊轮154,另外一条易撕贴胶带依次经过第三定位轮151的下方、第二辊轮152的左侧,第四定位轮153的右侧和第三辊轮154的下方。有些商家喜欢在易撕贴胶带上印制自己家的商标,所以对两条胶带在堆叠的时候,需要两条胶带的商标也必须重合,以方便切段和切条,否则会出现上层胶带商标完好,而下层胶带会出现商标被剪坏的情况。在第二定位轮142的上方设有调节手轮一144,在第四定位轮153的左侧设有调节手轮二155,其中一条易撕贴胶带从调节手轮一144与第二定位轮142之间穿过,当该条易撕贴胶带相对另外一条胶带退绕得过长时,就将调节
手轮一144往下压,使得该条易撕贴胶带张紧,以便与另外一条胶带对齐;同样的,当另外一条易撕贴胶带相退绕得过长时,就将调节手轮二155往右侧移动,使得该条易撕贴胶带张紧。
22.汇入轮组16包括上下间隔设置的上定位轮161和下定位轮162,两条易撕贴胶带汇入上定位轮161和下定位轮162的间隔中。
23.退绕驱动机构17包括四边形框架171、上硅胶辊172、下硅胶辊173和直角电机174,框架171的其中一边固定在机架11上,上硅胶辊172和下硅胶辊173均固定在框架171内,且上硅胶辊172和下硅胶辊173的轴向平行,上硅胶辊172和下硅胶辊173之间设有用于共同通过两条易撕贴胶带的缝隙,直角电机174固定在框架171与机架11相对的一边上,直角电机174的旋转轴与下硅胶辊173的一端同轴连接,当直角电机174转动的时候,下硅胶辊173转动,就会使得两条汇合在一起的易撕贴胶带向前进。
24.为了防止后道剪切组件201在剪切断自由端的胶带小段后,胶带来不及送到剪切组件201处,不能保证工艺的连续性,在退绕驱动机构17后道设置储料机构18,退绕出来多余长度的易撕贴胶带储存在储料机构18处。储料机构18包括第四辊轮181、第五定位轮182、第五辊轮183和下压气缸184,第五定位轮182设置在第四辊轮181和第五辊轮183中部偏下位置,易撕贴胶带依次经过第四辊轮181的上方、第五定位轮182的下方和第五辊轮183的上方,第五定位轮182可上下移动,在第五辊轮183的上方设有下压气缸184,第五定位轮182向下移动以及下压气缸184的下压,使得胶带张紧。
25.牵拉机构19包括直线导轨191、滑块192、升降气缸193、夹爪气缸194、上手指195和下手指196,直线导轨191按照水平固定在机架11上,滑块192设置在直线导轨191上,且滑块192可在直线导轨191的轴向上移动,升降气缸193竖直固定在滑块192上,且升降气缸193的伸缩杆朝下,夹爪气缸194水平固定在升降气缸193的伸缩杆上,夹爪气缸194的夹指面向易撕贴胶带的进料方向,上手指195和下手指196分别固定在夹爪气缸194的两个夹指上,当剪切组件201在剪切断自由端的胶带小段后,胶带的自由端与剪切组件201齐平,剪切组件201剪切不到胶带,这时候滑块192向进料方向移动,带动升降气缸193向进料方向移动,夹爪气缸194带动上手指195和下手指196将胶带的自由端夹住,滑块192再向背离进料方向移动一小段距离,将胶带相对剪切组件201抽离出一小段,而这抽出的一小段就是需要剪切的长度。
26.剪切卸料机构20包括剪切组件201、托轴组202、容纳台203、纸板204、滑台气缸205、压附辊组件206、升降机构207和多工位旋转盘208,滑台气缸205设置在直线导轨191下方,且滑台气缸205设置在升降机构207上,剪切组件201设置在直线导轨191和滑台气缸205之间靠近进料的一端,接近剪切组件201的胶带部分被托轴组202托住,使得该段胶带张紧,方便剪切。
27.托轴组202包括托轴一22、托轴二23、托轴三24和托轴四25,托轴一22设置在第五辊轮183和滑台气缸205之间偏上位置,托轴二23、托轴三24和托轴四25沿着滑台气缸205的轴向分布,托轴一22和托轴二23处于同一高度,托轴三24、托轴四25的高度逐渐低于托轴一22和托轴二23的高度,因为剪断的胶带需要粘附在纸板204上,所以胶带顺着托轴三24和托轴四25后高度逐步降低。
28.容纳台203放置在滑台气缸205的移动平台205a上,容纳台203顶部设有凹槽203a,
纸板204放置在凹槽203a内,压附辊组件206固定在滑块192上,压附辊组件206与牵拉机构19并行设置,压附辊组件206将剪切组件201剪成的易撕贴胶带小段压附在纸板204(防止胶带粘附在其它地方,无法转移)上,多工位旋转盘208设置在牵拉机构19背离来料的一侧,移动平台205a可将容纳台203移动到多工位旋转盘208的上方,升降机构207下降,将容纳台203下放在多工位旋转盘208上。
29.具体的,升降机构207主要包括滚珠螺母207a、竖直设置的丝杆207b和升降电机207c,而滑台气缸205固定在滚珠螺母207a上,升降电机207c带动丝杆207b旋转,使得滚珠螺母207a在丝杆207b的轴向上滑动,带动滑台气缸205上下升降。而压附辊组件206主要包括竖直固定在滑块192上的收缩气缸206a和压辊206b,收缩气缸206a的伸缩杆自由端固定一个压辊206b,当牵拉机构19将胶带牵拉出一小段后,滑块192回移之前,收缩气缸206a的伸缩杆伸长,将压辊206b下压,然后滑块192背离进料方向移动,压辊206b将伸出剪切组件201的胶带小段压附在纸板204上。多工位旋转盘208中部连接一个旋转电机21,多工位旋转盘208设有多个环形阵列排布的缺口208a,缺口208a用来放置容纳台203,当剪切组件201将胶带切断后,滑台气缸205的移动平台205a向多工位旋转盘208移动,直到移动到缺口208a的上方,然后升降机构207下降,由于容纳台203的尺寸大于缺口208a,容纳台203的边缘可以抵触到多工位旋转盘208缺口208a之外的地方,容纳台203就被转移到了多工位旋转盘208上。
30.最后说明的是,以上实施例仅用以说明本实用新型的技术方案而非限制,尽管参照较佳实施例对本实用新型进行了详细说明,本领域的普通技术人员应当理解,可以对本实用新型的技术方案进行修改或者等同替换,而不脱离本实用新型技术方案的宗旨和范围,其均应涵盖在本实用新型的权利要求范围当中。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。