1.本实用新型属于驰放气回收的技术领域,特别涉及一种用于乙醇制备中驰放气的回收系统。
背景技术:
2.乙醇是世界上公认的环保清洁燃料,同时可作为车用燃料和车用燃料添加剂,可以降低汽车尾气中一氧化碳、碳氢化合物、颗粒物、氮氧化合物及苯系有害物的排放,可以有效改善我国的环境质量,对解决我国大气污染问题,实现国家碳减排、碳达峰目标具有重要的意义。
3.目前乙醇制备采用合成气经中间产物乙酸甲酯,进一步加氢生成乙醇的工艺技术路线,包含了甲醇合成、二甲醚合成、二甲醚羰基化、乙酸甲酯加氢以及产品分离等单元,相关技术方案的可行性、合理性已经过实际验证。
4.为了保证乙醇制备中的物料平衡,避免乙醇制备的装置中惰性组分聚集引起合成单元的超压,需要将引入惰性气体(氮气、氩气等)驰放出去,在羰基化单元和加氢单元分别设置了驰放措施,鉴于驰放气中的组分复杂,且无有效吸附氮气的吸附剂,二甲醚低温易凝固的特点,乙醇制备过程中驰放气回收困难,造成了驰放气中的有效气(一氧化碳和氢气)损失,增加了乙醇制备的有效气消耗。
5.目前乙醇装置的驰放气主要通过以下两种方式进行回收:
6.第一种方式为通过变温吸附的方式脱除其中的二甲醚,并将脱除后的驰放气送往甲醇装置进行回收驰放气中的有效气,此方法存在以下缺点:(1)变温吸附单元投资高;(2)脱附后的二甲醚无法回收利用(3)驰放气需送往非乙醇装置外的工艺装置,并且无法实现氮气与驰放气中有效气的分离;
7.第二种是通过设置等温变换炉,低温甲醇洗,合成氨单元,将有效气中的一氧化碳气变换为h2后制备合成氨,此方法存在以下缺点:(1)驰放气量少,所新增设置的工艺单元投资高;(2)新增工艺单元不在最佳负荷点,能耗高。
技术实现要素:
8.针对现有技术存在的不足之处,本实用新型提供一种用于乙醇制备中驰放气的回收系统,分离出了驰放气中的惰性气体,同时对驰放气中的有效气回收利用,降低了乙醇制备的原料消耗,经济效益显著,具体技术方案如下:
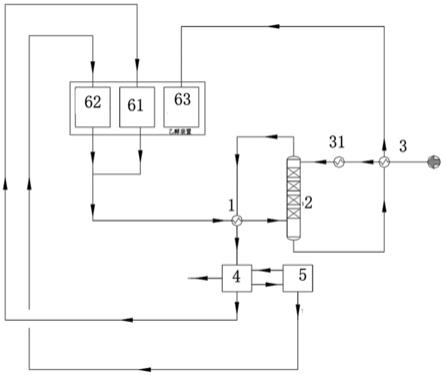
9.一种用于乙醇制备中驰放气的回收系统,包括制备乙醇的羧基化单元61、乙醇加氢单元62和二甲醚合成单元63,还包括第一换热器1、甲醇洗涤塔2、第二换热器3和冷箱4;
10.所述第一换热器1的热料进口通过管道接通驰放气进口,第一换热器1的冷料出口通过管道连通甲醇洗涤塔2的下部,第一换热器1的冷料进口通过管道接通甲醇洗涤塔2的顶部,第一换热器1的热料出口通过管道接通冷箱4,冷箱4的一氧化碳气体出口通过管道接通羰基化单元61,冷箱4的富氢气出口通过变压吸附装置5连通乙醇加氢单元62,冷箱1的惰
性气出口接通燃料气管网;
11.所述甲醇洗涤塔1的底部通过管道连通第二换热器3的冷料进口,第二换热器3的热料出口通过管道连通二甲醚合成单元63,第二换热器3的热料进口通过管道连通甲醇原料进口,第二换热器3的冷料出口通过过冷器31连通甲醇洗涤塔2的上部。
12.进一步,所述甲醇洗涤塔2为板式塔或填料塔。
13.本实用新型的有益技术效果如下:
14.本实用新型的一种用于乙醇制备中驰放气的回收系统,包括第一换热器、甲醇洗涤塔、第二换热器和冷箱,使得甲醇经第二换热器及过冷器降温,在甲醇洗涤塔中自上至下低温洗涤从甲醇洗涤塔下部通入的驰放气,分离了驰放气中的有效气一氧化碳和氢气和二甲醚,同时实现了对驰放气中二甲醚的回收利用,洗涤后的驰放气送入冷箱和变压吸附装置,既脱除了驰放气中的惰性气体,又实现了对驰放气中的有效气的回收利用;同时通过设置第一换热器和第二换热器,实现了甲醇和驰放气中能量的回收利用,减少了装置的冷量消耗;因此本实用新型的回收装置,减少了碳排放的同时,有效气回收率大于98%,可降低乙醇制备中原料消耗的5%~8%,经济效益显著。
附图说明
15.图1为本实用新型节能分离系统的结构示意图。
16.其中:1第一换热器、2甲醇洗涤塔、3第二换热器、31过冷器、4冷箱、5变压吸附装置、61羧基化单元、62乙醇加氢单元、63二甲醚合成单元。
具体实施方式
17.为使本实用新型的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本实用新型作进一步详细说明。应当理解,此处所描述的具体实施方式仅仅用以解释本实用新型,并不用于限定本实用新型。
18.实施例1
19.见图1,一种用于乙醇制备中驰放气的回收系统,包括制备乙醇的羧基化单元61、乙醇加氢单元62和二甲醚合成单元63,还包括第一换热器1、甲醇洗涤塔2、第二换热器3和冷箱4;
20.所述第一换热器1的热料进口通过管道接通驰放气进口,第一换热器1的冷料出口通过管道连通甲醇洗涤塔2的下部,第一换热器1的冷料进口通过管道接通甲醇洗涤塔2的顶部,第一换热器1的热料出口通过管道接通冷箱4,冷箱4的一氧化碳气体出口通过管道接通羧基化单元61,冷箱4的富氢气出口通过变压吸附装置5连通乙醇加氢单元62,冷箱1的惰性气出口接通燃料气管网;
21.所述甲醇洗涤塔1的底部通过管道连通第二换热器3的冷料进口,第二换热器3的热料出口通过管道连通二甲醚合成单元63,第二换热器3的热料进口通过管道连通甲醇原料进口,第二换热器3的冷料出口通过过冷器31连通甲醇洗涤塔2的上部。
22.所述甲醇洗涤塔2为板式塔或填料塔。
23.所述第一换热器1的冷料出口温度为-10℃~30℃,所述第二换热器3的冷料出口温度为-10℃~30℃,所述过冷器31的出口温度为-25℃~-5℃。
24.实施例2
25.实施例1中的回收系统的具体操作过程,
26.将来自乙醇制备中的驰放气(体积百分比组成为co:47.3%,h2:42.7%,n2 ar:6.0%,二甲醚:2.2%,乙酸甲酯:0.17%,乙醇:0.05%,其余惰性组分:1.58%)通入第一换热器1的热料进口,驰放气与来自甲醇洗涤塔2塔顶的驰放气换热后冷却至-12.5℃的低温驰放气,低温驰放气进入甲醇洗涤塔2的底部;来自界区的甲醇依次经过第二换热器3、过冷器31冷却至-30℃的低温甲醇,低温甲醇进入甲醇洗涤塔2的顶部。
27.在压力4.5mpa下,甲醇洗涤塔2内低温甲醇与低温驰放气逆向接触,并对低温驰放气中的有效组分进行回收,得到二甲醚含量小于10ppm的洗涤驰放气,洗涤驰放气中体积百分比组成为co:48.6%,h2:43.9%,n2 ar:6.2%,二甲醚:9.2ppm,其余惰性组分:1.3%。
28.洗涤后的甲醇富液通过第二换热器3换热,温度提升至30℃后送入二甲醚合成单元63,实现对甲醇和二甲醚的综合利用;
29.洗涤驰放气经过第一换热器1换热温度升至30℃后,送至冷箱4中进行气体分离。
30.在压力4.2mpa,温度-150℃的冷箱4中分离出一氧化碳和富氢气,剩余惰性气体送至燃料气管网作为燃料气使用;一氧化碳送往羰基化单元61回收利用;富氢气送至变压吸附装置5,在吸附压力为4.0mpa,解吸压力为0.2mpa,操作温度20℃条件下回收氢气送至乙醇加氢单元62。
31.其中甲醇洗涤塔2的顶部出口的洗涤驰放气中二甲醚的含量低于1~100ppm,乙酸甲酯和乙醇均为痕量;冷箱4一氧化碳出口的气体中一氧化碳的浓度不低于98.5%(摩尔体积分数);变压吸附装置5出口的氢气气体中氢气的浓度不低于99.9%(摩尔体积分数)。
32.因此本实用新型的回收装置分离了乙醇制备中驰放气中的有效气(一氧化碳和氢气)和二甲醚,实现了对驰放气中二甲醚的回收利用,同时通过设置第一换热器1和第二换热器3,实现了甲醇和驰放气中能量的回收利用,减少了装置的冷量消耗;本实用新型的回收装置,减少了碳排放的同时,有效气回收率大于98%,可降低乙醇制备中原料消耗的5%~8%,经济效益显著。
33.本领域的技术人员容易理解,以上所述仅为本实用新型的较佳实施例而已,并不用以限制本实用新型,凡在本实用新型的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本实用新型的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。