1.本发明属于包装袋生产技术领域,具体的说,涉及一种低熔点可降解消防用灭火液包装袋及其制备工艺。
背景技术:
2.森林火灾突发性强、破坏性大、危险性高,是全球发生最频繁、处置最困难、危害最严重的自然灾害之一,是生态文明建设成果和森林资源安全的最大威胁,甚至引发生态灾难和社会危机。
3.随着技术的进步,目前诸多灭火器材得到了大量使用,其中可投掷消防袋是近几年产出的新产品,可投掷消防袋包括包装袋,包装袋内盛装有消防液,且通过投掷实现将消防液投掷到火源处实现组建隔离带,并且通过消防液可进行灭火。
4.但是现有的可投掷消防袋的包装袋均为低熔点包装袋,不能自然降解分解,废弃后的包装袋制品会长期存在,对自然环境和动物造成危害,并且该类包装袋在进行焚烧时,还会产生大量废气,严重影响生态环境。
5.为解决上述问题,市面上出现了一种可降解崩解pvc塑料,如专利申请号为:cn201911179125.4,公开了一种可降解崩解pvc塑料,该塑料按重量份计,其制备原料至少包含:pvc树脂60~94份、增塑剂3~7份、填料2~8份、降解剂1~35份、光稳定剂0.1~0.5份。
6.上述该类可降解崩解pvc塑料中的降解剂选自pcl、pla、pga、pha、phb、pe、pva、pbs、pbat、ppc、pet、eva中的一种或多种的混合;并且在特定条件下能够降解崩解,减小对环境的污染。
7.但是该类现有的可降解崩解pvc塑料其熔点过高,进而使包装袋不易融化,不适用于制作成可投掷消防袋的包装袋,并且eva材料不具有降解性,降解缓慢,造成环境污染,该类薄膜附着在环境中,造成环境的生态破环,降低使用效果。
技术实现要素:
8.本发明要解决的主要技术问题是提供一种结构简单,使用方便,原材料无毒环保,加工时不会产生有害物质,并且能够用于盛装消防液,在自然环境中可自然降解,不会产生白色垃圾的低熔点可降解消防用灭火液包装袋及其制备工艺。
9.为解决上述技术问题,本发明提供如下技术方案:一种低熔点可降解消防用灭火液包装袋,该低熔点可降解消防用灭火液包装袋的熔点为:87
±
3℃;所述该灭火液包装袋按重量百分数计,具体包括如下组份:eva:40
‑
45% 、pbat:20
‑
30% 、可降解母粒:30
‑
35%。
10.以下是本发明对上述技术方案的进一步优化:所述eva的醋酸乙烯含量在15
‑
20%。
11.进一步优化:所述可降解母粒按重量百分数计,具体包括如下组份:活性碳酸钙:
80
‑
85%、氧化聚乙烯蜡:2
‑
3%、pbat:8
‑
12%、硬脂酸:2
‑
3%,扩散油:2%。
12.进一步优化:所述活性碳酸钙是碳酸钙经过活化处理后得到的。
13.本发明还提供一种低熔点可降解消防用灭火液包装袋的制备工艺,具体包括可降解母粒制备步骤:z1、混合:按重量百分数计分别称取:活性碳酸钙:80
‑
85%、氧化聚乙烯蜡:2
‑
3%、pbat:8
‑
12%、硬脂酸:2
‑
3%,扩散油:2%,并加入至混料机进行充分的搅拌混合得可降解混料;z2、造粒:将混合完成的可降解混料输送至双螺杆挤出机内,此时通过双螺杆挤出机进行挤出造粒。
14.以下是本发明对上述技术方案的进一步优化:所述步骤z1中混料机的搅拌时间为30
‑
35min;搅拌速度为:1440
‑
1500转/min。
15.进一步优化:步骤z2中双螺杆挤出机的温度为130℃~155℃,双螺杆挤出机挤出拉条后自然冷却,而后经切粒步骤,得到可降解母粒;可降解母粒的平均粒径为:4
±
1mm。
16.进一步优化:低熔点可降解消防用灭火液包装袋的制备工艺还包括包装袋生产步骤:s1、预混合:按重量百分数计分别称取:eva:40
‑
45% 、pbat:20
‑
30% 、可降解母粒:30
‑
35%,并加入至混料机进行充分的搅拌混合得混合原料;s2、吹膜:将s1中混合完成的混合原料倒入至吹膜机中,吹膜机升温融化挤出吹胀至合适宽度,风冷却定型后牵引卷取获得低熔点包装膜;s3、分切:采用分切机将卷取好的低熔点包装膜分切成低熔点可降解消防用灭火液包装袋。
17.进一步优化:步骤s2中吹膜机的温度设定:加热一区温度为145
‑
150℃、加热二区温度为155
‑
160℃、加热三区温度为160
‑
165℃、加热四区温度为155
‑
160℃、机头温度设定为145
‑
150℃。
18.进一步优化:步骤s2中吹膜机的吹膜膨胀比为3:1;风冷却温度为10
‑
15℃。
19.本发明采用上述技术方案,构思巧妙,活性碳酸钙的分散性流动性好,可以在载体中大量添加;并且可降解母粒中活性碳酸钙的使用量为80
‑
85%,该可降解母粒中活性碳酸钙的的使用量为普通可降解母粒中碳酸钙加量的2~5倍。
20.所述活性碳酸钙产品由于表面被表面张力较低的有机活性剂分子包覆,其比表面能较未活化产品低,颗粒之间的黏滞阻力降低,颗粒的流动性能提高,因此活性碳酸钙粉体具有类似于液体的流动性。
21.由活性碳酸钙产品具有良好的流动性能就可以看出其分散的差异,活性碳酸钙产品由于分散好,在应用过程中表现出与基料良好的相溶性和分散性。
22.并且该可降解母粒中活性碳酸钙的使用量为80
‑
85%,大量使用活性碳酸钙填充,可加快生物可降解塑料的降解,同时碳酸钙可被某些无机营养型微生物作为碳源直接利用。
23.微生物在土壤中活动时产生的有机酸以及硝化细菌、硫化细菌产生的硝酸、硫酸均能进一步提高碳酸钙的溶解性。并且加剧了eva(乙烯
‑
醋酸乙烯共聚物)材料中羧基水解;使eva(乙烯
‑
醋酸乙烯共聚物)材料降解加速。
24.并且该低熔点可降解消防用灭火液包装袋所用的原料均无毒且环保,加工时不会分解有害物质,所得到的产品作为包装袋在自然环境中可以自然降解,不产生白色垃圾,提高使用效果。
25.该低熔点可降解消防用灭火液包装袋的熔点稳定,熔点值为87
±
3℃,使包装袋遇明火后能够快速熔化,进而使包装袋中的灭火液体可以快速流出形成防火隔离带,方便使用。
26.下面结合附图和实施例对本发明进一步说明。
附图说明
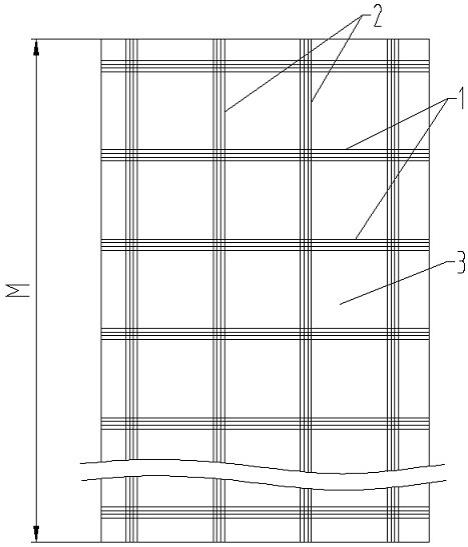
27.图1为本发明实施例中低熔点可降解消防用灭火液包装袋的示意图;图2为本发明实施例中储液腔的结构示意图。
28.图中:1
‑
横向热封线;2
‑
纵向热封线;3
‑
储液腔。
具体实施方式
29.实施例1:一种低熔点可降解消防用灭火液包装袋,所述该灭火液包装袋按重量百分数计,具体包括如下组份:eva(乙烯
‑
醋酸乙烯共聚物):40% 、pbat(聚己二酸/对苯二甲酸丁二酯共聚物):30% 、可降解母粒:30%。
30.所述eva为乙烯
‑
醋酸乙烯酯共聚物;分子式: (c2h4)x.(c4h6o2)y,所述eva的耐水性特点为:密闭泡孔结构、不吸水、防潮、耐水性能良好;耐腐蚀性为:耐海水、油脂、酸、碱等化学品腐蚀,抗菌、无毒、无味、无污染;所述pbat为聚己二酸/对苯二甲酸丁二酯共聚物;pbat具有优良的生物降解性,在自然环境中可进行生物降解。
31.所述eva(乙烯
‑
醋酸乙烯共聚物)的醋酸乙烯含量在15
‑
20%。
32.所述可降解母粒按重量百分数计,具体包括如下组份:活性碳酸钙:82%、氧化聚乙烯蜡:2%、pbat:12%、硬脂酸:2%,扩散油:2%。
33.所述活性碳酸钙是碳酸钙经过活化处理后得到的。
34.所述活性碳酸钙的分散性流动性好,可以在载体中大量添加。
35.该可降解母粒中活性碳酸钙的使用量为82%,该可降解母粒中活性碳酸钙的的使用量为普通可降解母粒中碳酸钙加量的2~5倍。
36.所述活性碳酸钙产品由于表面被表面张力较低的有机活性剂分子包覆,其比表面能较未活化产品低,颗粒之间的黏滞阻力降低,颗粒的流动性能提高,因此活性碳酸钙粉体具有类似于液体的流动性。
37.由活性碳酸钙产品具有良好的流动性能就可以看出其分散的差异,活性碳酸钙产品由于分散好,在应用过程中表现出与基料良好的相溶性和分散性。
38.并且该可降解母粒中活性碳酸钙的使用量为82%,大量使用活性碳酸钙填充,可加快生物可降解塑料的降解,同时碳酸钙可被某些无机营养型微生物作为碳源直接利用。
39.微生物在土壤中活动时产生的有机酸以及硝化细菌、硫化细菌产生的硝酸、硫酸均能进一步提高碳酸钙的溶解性。并且加剧了eva(乙烯
‑
醋酸乙烯共聚物)材料中羧基水
解;使eva(乙烯
‑
醋酸乙烯共聚物)材料降解加速。
40.所述活性碳酸钙在该低熔点可降解消防用灭火液包装袋中还具有以下作用:1、促进降解:活性碳酸钙颗粒增大eva树脂分子间的距离,消减高分子链段的作用力,阻碍大分子自由基的再交联,促进光降解引发的自由基断链反应,加速生物降解塑料的降解。
41.2、易分解:掩埋在潮湿环境中时,碳酸钙能发生化学溶蚀,它被一些无机营养型微生物作为碳源直接利用。
42.3、降低黏度,提高流动性:表面处理后的碳酸钙提高降解塑料黏度,提高材料的流动性,降低能耗。
43.并且该低熔点可降解消防用灭火液包装袋的原料中通过可降解母粒的添加,通过分散在eva体系中,加速了eva(乙烯
‑
醋酸乙烯共聚物)材料的水解,提高了包装袋的物理强度及刚性。
44.eva(乙烯
‑
醋酸乙烯共聚物)的添加使用降低了薄膜的熔点使包装中的灭火液体可以快速流出形成防火隔离带。
45.eva(乙烯
‑
醋酸乙烯共聚物)的添加改善了全生物降解材料pbat(聚己二酸/对苯二甲酸丁二酯共聚物)的低温热封性,包装热封牢固,防止灭火液的渗流。
46.所述低熔点可降解消防用灭火液包装袋的制备工艺,具体包括可降解母粒制备步骤:z1、混合:分别称取:活性碳酸钙、氧化聚乙烯蜡、pbat、硬脂酸和扩散油,并加入至混料机进行充分的搅拌混合得可降解混料。
47.所述可降解母粒的各组份按重量百分数计配比为:活性碳酸钙:82%、氧化聚乙烯蜡:2%、pbat:12%、硬脂酸:2%,扩散油:2%。
48.所述混料机的搅拌时间为30min,所述搅拌速度为:1440转/min。
49.这样设计,能够使可降解母粒的各组份能够均匀混合,提高混合效果,方便使用。
50.z2、造粒:将混合完成的可降解混料输送至双螺杆挤出机内,此时通过双螺杆挤出机进行挤出造粒。
51.所述双螺杆挤出机的温度为130℃,所述双螺杆挤出机挤出拉条后自然冷却,而后经切粒步骤,得到可降解母粒。
52.所述可降解母粒的平均粒径为:4
±
1mm。
53.所述低熔点可降解消防用灭火液包装袋的制备工艺,还包括包装袋生产步骤:s1、预混合:分别称取:eva、pbat、可降解母粒,并加入至混料机进行充分的搅拌混合得混合原料。
54.所述混合原料的各组份按重量百分数计配比为:eva:40% 、pbat:30% 、可降解母粒:30%。
55.所述混料机的搅拌时间为30min,所述搅拌速度为:1440转/min。
56.这样设计,能够使混合原料的各组份能够均匀混合,提高混合效果,方便使用。
57.s2、吹膜:将s1中混合完成的混合原料倒入至吹膜机中,吹膜机升温融化挤出吹胀至合适宽度,风冷却定型后牵引卷取获得低熔点包装膜。
58.所述吹膜机的温度设定:加热一区温度为145℃、加热二区温度为155℃、加热三区
温度为160℃、加热四区温度为155℃、机头温度设定为145℃。
59.所述吹膜机的吹膜膨胀比控制在3:1。
60.所述风冷温度控制在15℃。
61.s3、分切:卷取好的低熔点包装膜照客户要求在分切机上分切成符合要求的低熔点可降解消防用灭火液包装袋。
62.所述低熔点可降解消防用灭火液包装袋如图1
‑
2所示,所述低熔点可降解消防用灭火液包装袋的整体结构为袋装结构。
63.所述低熔点可降解消防用灭火液包装袋的整体长度为m,所述长度m为按照客户要求设定的长度。
64.所述低熔点可降解消防用灭火液包装袋上沿其长度方向由下至上依次间隔布设有多个横向热封线1。
65.所述低熔点可降解消防用灭火液包装袋上沿其宽度方向由左至右依次间隔布设有多个纵向热封线2。
66.所述横向热封线1和纵向热封线2将低熔点可降解消防用灭火液包装袋的内腔分隔呈多个储液腔3,所述储液腔3内存储有灭火液。
67.在本实施例外,所述低熔点可降解消防用灭火液包装袋的外表面上与各个储液腔3相对应的位置处分别布设有防滑凸起,所述防滑凸起为圆柱形状。
68.该低熔点可降解消防用灭火液包装袋所用的原料均无毒且环保,加工时不会分解有害物质,所得到的产品作为包装袋在自然环境中可以自然降解,不产生白色垃圾,提高使用效果。
69.实施例2:一种低熔点可降解消防用灭火液包装袋,所述该灭火液包装袋按重量百分数计,具体包括如下组份:eva:43% 、pbat:26%、可降解母粒:31%。
70.所述eva(乙烯
‑
醋酸乙烯共聚物)的醋酸乙烯含量在15
‑
20%。
71.所述可降解母粒按重量百分数计,具体包括如下组份:活性碳酸钙:85%、氧化聚乙烯蜡:3%、pbat:8%、硬脂酸:2%,扩散油:2%。
72.所述活性碳酸钙是碳酸钙经过活化处理后得到的。
73.所述低熔点可降解消防用灭火液包装袋的制备工艺,具体包括可降解母粒制备步骤:z1、混合:按重量百分数计分别称取:活性碳酸钙:85%、氧化聚乙烯蜡:3%、pbat:8%、硬脂酸:2%,扩散油:2%,并加入至混料机进行充分搅拌,搅拌时间为33min,所述搅拌速度为:1470转/min,混合后得到可降解混料。
74.z2、造粒:将混合完成的可降解混料输送至双螺杆挤出机内,双螺杆挤出机的温度为143℃;此时通过双螺杆挤出机挤出拉条后自然冷却,而后经切粒步骤,得到可降解母粒,所述可降解母粒的平均粒径为:4
±
1mm。
75.所述低熔点可降解消防用灭火液包装袋的制备工艺,还包括包装袋生产步骤:s1、预混合:按重量百分数计分别称取:eva:43% 、pbat:26%、可降解母粒:31%;并加入至混料机进行充分搅拌,搅拌时间为33min,所述搅拌速度为:1470转/min,混合后得到混合原料。
76.s2、吹膜:将s1中混合完成的混合原料倒入至吹膜机中,吹膜机升温融化挤出吹胀
至合适宽度,风冷却定型后牵引卷取获得低熔点包装膜。
77.吹膜机的温度设定:加热一区温度为147℃、加热二区温度为157℃、加热三区温度为163℃、加热四区温度为157℃、机头温度设定为147℃;吹膜机的吹膜膨胀比控制在3:1;风冷温度控制在13℃。
78.s3、分切:卷取好的低熔点包装膜照客户要求在分切机上分切成符合要求的低熔点可降解消防用灭火液包装袋。
79.实施例3:一种低熔点可降解消防用灭火液包装袋,所述该灭火液包装袋按重量百分数计,具体包括如下组份:eva:45% 、pbat:20%、可降解母粒:35%。
80.所述eva(乙烯
‑
醋酸乙烯共聚物)的醋酸乙烯含量在15
‑
20%。
81.所述可降解母粒按重量百分数计,具体包括如下组份:活性碳酸钙:80%、氧化聚乙烯蜡:23%、pbat:8%、硬脂酸:2%,扩散油:2%。
82.所述活性碳酸钙是碳酸钙经过活化处理后得到的。
83.所述低熔点可降解消防用灭火液包装袋的制备工艺,具体包括可降解母粒制备步骤:z1、混合:按重量百分数计分别称取:活性碳酸钙:80%、氧化聚乙烯蜡:23%、pbat:8%、硬脂酸:2%,扩散油:2%,并加入至混料机进行充分搅拌,搅拌时间为35min,所述搅拌速度为:1500转/min,混合后得到可降解混料。
84.z2、造粒:将混合完成的可降解混料输送至双螺杆挤出机内,双螺杆挤出机的温度为155℃;此时通过双螺杆挤出机挤出拉条后自然冷却,而后经切粒步骤,得到可降解母粒,所述可降解母粒的平均粒径为:4
±
1mm。
85.所述低熔点可降解消防用灭火液包装袋的制备工艺,还包括包装袋生产步骤:s1、预混合:按重量百分数计分别称取:eva:45% 、pbat:20%、可降解母粒:35%;并加入至混料机进行充分搅拌,搅拌时间为35min,所述搅拌速度为:1500转/min,混合后得到混合原料。
86.s2、吹膜:将s1中混合完成的混合原料倒入至吹膜机中,吹膜机升温融化挤出吹胀至合适宽度,风冷却定型后牵引卷取获得低熔点包装膜。
87.吹膜机的温度设定:加热一区温度为150℃、加热二区温度为160℃、加热三区温度为165℃、加热四区温度为160℃、机头温度设定为150℃;吹膜机的吹膜膨胀比控制在3:1;风冷温度控制在13℃。
88.s3、分切:卷取好的低熔点包装膜照客户要求在分切机上分切成符合要求的低熔点可降解消防用灭火液包装袋。
89.为了更好的说明该该低熔点可降解消防用灭火液包装袋的整体性能,按照国标gb/t19466.3
‑
2004塑料差示扫描量热法对实施例1
‑
3制作的该低熔点可降解消防用灭火液包装袋的熔点进行检测。
90.采用dsc设备并按照国标gb/t19466.3
‑
2004塑料差示扫描量热法(dsc)进行峰值熔点的检测,其中检测时所使用的dsc设备的型号:dsc
‑
500a;生产厂家:上海皆准仪器设备有限公司。
91.对实施例1
‑
3所制作的低熔点可降解消防用灭火液包装袋的熔点进行检测;检测步骤为:开始温度为室温,而后至180℃,其中:升温速率为10℃/min,恒温时间为0min。
92.检测完成后,实施例1所制作的该低熔点可降解消防用灭火液包装袋的检测熔点为84℃。
93.实施例2所制作的该低熔点可降解消防用灭火液包装袋的检测熔点为87℃。
94.实施例3所制作的该低熔点可降解消防用灭火液包装袋的检测熔点为90℃。
95.由此可见,上述实施例1
‑
3所制作的该低熔点可降解消防用灭火液包装袋的熔点稳定,满足火灾时袋子可以迅速融化,释放出灭火液,迅速形成隔离带。
96.并且通过可降解母粒的添加,通过分散在eva(乙烯
‑
醋酸乙烯共聚物)体系中,加速了eva(乙烯
‑
醋酸乙烯共聚物)材料的水解,提高了包装袋的物理强度及刚性。
97.eva(乙烯
‑
醋酸乙烯共聚物)的添加使用,降低了薄膜的熔点使包装袋中的灭火液体可以快速流出形成防火隔离带。
98.eva(乙烯
‑
醋酸乙烯共聚物)的添加改善了全生物降解材料pbat(聚己二酸/对苯二甲酸丁二酯共聚物)的低温热封性,包装热封牢固,防止灭火液的渗流。
99.可以与不同自动包装机的相匹配,包装效率高。
100.对于本领域的普通技术人员而言,根据本发明的教导,在不脱离本发明的原理与精神的情况下,对实施方式所进行的改变、修改、替换和变型仍落入本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。