460目的过滤网,第三加热单元的出料端设置430目-450目的过滤网;第一、第二、第三加热单元的出料端对应设置模头,所述的模头为三层模头,第一、第二、第三加热单元出料端的熔体从三层模头中汇合挤出,模头温度为245℃~255℃;
10.2)、熔体从模头挤出后,用压缩空气贴附到15℃~18℃激冷辊上急冷形成铸片,再进入水浴冷却,用压缩空气对冷却后的铸片进行除水;
11.3)、铸片经过125℃~135℃预热,在115℃~118℃下纵向延伸,延伸倍率在2.0~3.0;纵拉后薄膜横向延伸,横拉前以150℃~160℃进行预热,在140℃~145℃下进行拉伸,(160
±
5)℃热定型,拉伸倍率为4.0~6.0,制成薄膜;
12.4)、薄膜经过风冷进入牵引装置展平;
13.5)、分切、包装制作成成品。
14.进一步优选的,步骤1)中模头温度为(248
±
1)℃。
15.再进一步优选的,步骤3)中铸片经过(127
±
1)℃预热,在115℃~118℃下纵向延伸,延伸倍率在2.0~3.0;纵拉后薄膜横向延伸,横拉前以(153
±
1)℃进行预热,在(142
±
1)℃下进行拉伸,热定型,拉伸倍率为4.0~6.0,制成薄膜。
16.基于上述工艺,本发明的一种基于纳米碳酸钙的膜的制备装置,包括挤出机本体,挤出机本体自下而上依次设置粘接层制备前端部、基层制备前端部和防护层制备前端部,所述的粘接层制备前端部包括依次设置的第一干燥单元、第一输送装置、第一加热单元,所述的基层制备前端部包括依次设置的第二干燥单元、第二输送装置、第二加热单元,所述的防护层制备前端部包括依次设置的第三干燥单元、第三输送装置、第三加热单元,第一、第二、第三加热单元的出料端对应设置模头,所述的模头为三层模头,所述的三层模头包括左、右、上三组连接块围合而成,汇合挤出部位于左、右、上三组连接块之间围合的空腔部位,三组连接块之间滑槽滑块式无缝连接,该滑槽为收口槽。
17.进一步的,第一、第二、第三加热单元的出料端的出料口为扩口,所述的扩口为内凹的弧形扩口。
18.本发明的技术效果:本发明得到的薄膜质量高、柔韧性好,拉伸强度大,且采用本技术设计的装置制备(薄膜),成型稳定、平顺,生产质量高,合格产率高。
附图说明
19.图1为本发明的制备装置的模头的主视结构图,图中a、b、c分别表示防护层、基层、粘接层;
20.图2为本发明的制备装置的第一、第二、第三加热单元的出料部的侧视结构图。
具体实施方式
21.本发明的一种基于纳米碳酸钙的膜,包括基层,基层的内、外侧分设有粘接层和防护层,所述的粘接层:基层:防护层的厚度比例为(2-2.5):7:(1-1.5);所述的基层包括以下重量组分:纳米碳酸钙20-30份、乙烯丁烯共聚物20-30份,二甲基乙酰胺5-10份,交联剂2-5份,改性剂2-5份;所述的粘接层包括丙烯丁烯共聚物20-30份,纳米碳酸钙5-10份,单硬酸甘油脂3-5份,脂肪醇聚醚酰胺3-5份,交联剂1-2份,改性剂1-2份;所述的防护层包括乙烯丙烯共聚物20-30份,均聚聚丙烯20-30份,纳米碳酸钙5-10份,交联剂1-3份,改性剂1-3份。
22.进一步优选的,所述的纳米碳酸钙的粒径为0.01-0.05μm。
23.再进一步优选的,所述的交联剂为苯基三乙氧基硅烷、辛基三甲氧基硅烷中的一种或两种,所述的改性剂包括纳米二氧化钛、羧甲基壳聚糖、钙锌稳定剂和纳米硅酸钠,该四者的比例依次为2:(1.5-2):(1.25-1.5);2。
24.基于上述配料,本发明还提供了一种基于纳米碳酸钙的膜的制备工艺,包括如下步骤:
25.1)、粘接层原料经过配比,在第一干燥单元中干燥,再由第一输送装置输送至挤出机的第一加热单元加热至熔融状态;基层原料经过配比,在第二干燥单元中干燥,再由第二输送装置输送至挤出机的第二加热单元中加热至熔融状态;防护层原料经过配比,在第三干燥单元中干燥,再由第三输送装置输送至挤出机的第三加热单元中加热至熔融状态熔融;第一加热单元的出料端设置430目-450目的过滤网,第二加热单元的出料端设置440目-460目的过滤网,第三加热单元的出料端设置430目-450目的过滤网;第一、第二、第三加热单元的出料端对应设置模头,所述的模头为三层模头,第一、第二、第三加热单元出料端的熔体从三层模头中汇合挤出,模头温度为245℃~255℃;
26.2)、熔体从模头挤出后,用压缩空气贴附到15℃~18℃激冷辊上急冷形成铸片,再进入水浴冷却,用压缩空气对冷却后的铸片进行除水;
27.3)、铸片经过125℃~135℃预热,在115℃~118℃下纵向延伸,延伸倍率在2.0~3.0;纵拉后薄膜横向延伸,横拉前以150℃~160℃进行预热,在140℃~145℃下进行拉伸,(160
±
5)℃热定型,拉伸倍率为4.0~6.0,制成薄膜;
28.4)、薄膜经过风冷进入牵引装置展平;
29.5)、分切、包装制作成成品。
30.熔体分别经过430目-450目的过滤网、440目-460目的过滤网、430目-450目的过滤网过滤。
31.进一步优选的,步骤1)中模头温度为(248
±
1)℃。
32.再进一步优选的,步骤3)中铸片经过(127
±
1)℃预热,在115℃~118℃下纵向延伸,延伸倍率在2.0~3.0;纵拉后薄膜横向延伸,横拉前以(153
±
1)℃进行预热,在(142
±
1)℃下进行拉伸,热定型,拉伸倍率为4.0~6.0,制成薄膜。
33.基于上述工艺,本发明的一种基于纳米碳酸钙的膜的制备装置,包括挤出机本体,挤出机本体自下而上依次设置粘接层制备前端部、基层制备前端部和防护层制备前端部,所述的粘接层制备前端部包括依次设置的第一干燥单元、第一输送装置、第一加热单元,所述的基层制备前端部包括依次设置的第二干燥单元、第二输送装置、第二加热单元,所述的防护层制备前端部包括依次设置的第三干燥单元、第三输送装置、第三加热单元,第一、第二、第三加热单元的出料端对应设置模头,所述的模头为三层模头,所述的三层模头包括左、右、上三组连接块围合而成,汇合挤出部位于左、右、上三组连接块之间围合的空腔部位,三组连接块之间滑槽滑块式无缝连接,该滑槽为收口槽。
34.参照附图,本发明的模头采用精工技术,即左、右、上三组连接块平行对接滑动连接为一体,再在两两之间设置锁定件(图中未示意)。且参照附图,这样汇合挤出部的应力分散到三组连接块上,保证挤出的成型效果。且由于三组连接块之间采用滑槽滑块式无缝连接,这样检修时,只要发现任意两组连接块之间出现缝隙,就可判定模头精度出现问题,即
判定挤料成型出现瑕疵,十分方便。
35.进一步的,第一、第二、第三加热单元的出料端的出料口为扩口,所述的扩口为内凹的弧形扩口。这样,出料效果更好。
36.下面两组实施例:
37.实施例一:粘接层:基层:防护层的厚度比例为2:7:1;所述的基层包括以下重量组分:纳米碳酸钙20份、乙烯丁烯共聚物20份,二甲基乙酰胺5份,交联剂2份,改性剂2份;所述的粘接层包括丙烯丁烯共聚物20份,纳米碳酸钙5份,单硬酸甘油脂3份,脂肪醇聚醚酰胺3份,交联剂1份,改性剂1份;所述的防护层包括乙烯丙烯共聚物20份,均聚聚丙烯20份,纳米碳酸钙5份,交联剂1份,改性剂1份。所述的纳米碳酸钙的粒径为0.05μm。所述的交联剂为苯基三乙氧基硅烷和辛基三甲氧基硅烷的3:7的混合,所述的改性剂包括纳米二氧化钛、羧甲基壳聚糖、钙锌稳定剂和纳米硅酸钠,该四者的比例依次为2:1.5:1.25;2。
38.实施例二:粘接层:基层:防护层的厚度比例为2.5:7:1.5;所述的基层包括以下重量组分:纳米碳酸钙30份、乙烯丁烯共聚物30份,二甲基乙酰胺10份,交联剂5份,改性剂5份;所述的粘接层包括丙烯丁烯共聚物30份,纳米碳酸钙10份,单硬酸甘油脂5份,脂肪醇聚醚酰胺5份,交联剂2份,改性剂2份;所述的防护层包括乙烯丙烯共聚物30份,均聚聚丙烯30份,纳米碳酸钙10份,交联剂3份,改性剂3份。所述的纳米碳酸钙的粒径为0.01μm。所述的交联剂为辛基三甲氧基硅烷,所述的改性剂包括纳米二氧化钛、羧甲基壳聚糖、钙锌稳定剂和纳米硅酸钠,该四者的比例依次为4:4:3;4。
39.上述两个实施例均采用:步骤1)模头温度为(248
±
1)℃;步骤2)、熔体从模头挤出后,用压缩空气贴附到15℃~18℃激冷辊上急冷形成铸片,再进入水浴冷却,用压缩空气对冷却后的铸片进行除水;步骤3)铸片经过(127
±
1)℃预热,在115℃~118℃下纵向延伸,延伸倍率在2.0~3.0;纵拉后薄膜横向延伸,横拉前以(153
±
1)℃进行预热,在(142
±
1)℃下进行拉伸,(160
±
5)℃热定型,拉伸倍率为4.0~6.0,制成薄膜。
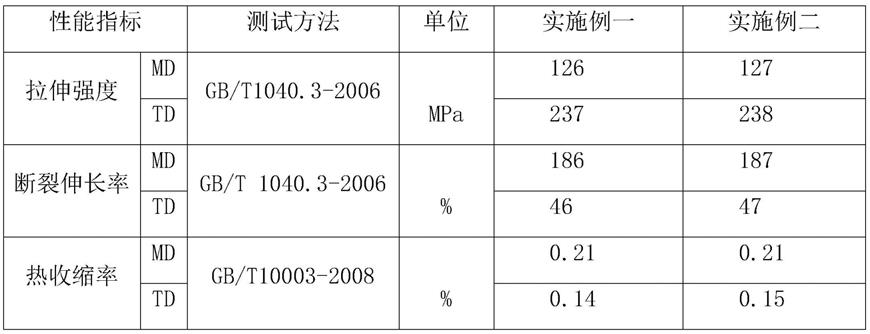
40.成品指标(按照标准35μm)如下:
[0041][0042][0043]
本发明提供了一种基于纳米碳酸钙的膜及其制备工艺及装置,得到的薄膜质量
高、柔韧性好,拉伸强度大,且采用本技术设计的装置制备(薄膜),成型稳定、平顺,生产质量高,合格产率高。
[0044]
以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。