技术特征:
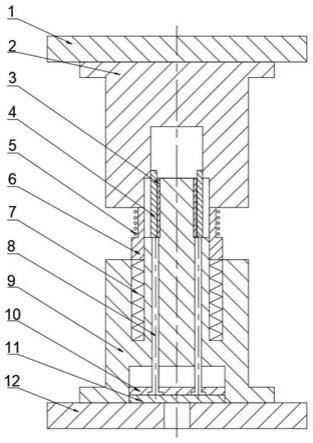
1.一种铜钢复合轴套零件触变挤压方法,其特征在于,包括以下步骤:(1)将铜管和钢管剪裁成段,采用车床去除外表面杂质并分别在内、外表面加工螺纹,然后采用超声波清洗;(2)将处理好的铜管和钢管通过螺纹配合后放入预热的模具中,通过感应加热,快速加热铜管至固液相线之间,模具快速合模并保压;(3)开模后取出轴套零件,对挤压后的复合轴套零件进行快速水淬;(4)对水淬后的复合轴套零件进行t6热处理,采用车床对复合轴套零件精加工。2.根据权利要求1所述铜钢复合轴套零件触变挤压方法,其特征在于:步骤(2)中模具通过感应线圈预热温度至400-450℃。3.根据权利要求1所述铜钢复合轴套零件触变挤压方法,其特征在于:步骤(2)中挤压为快速挤压,挤压速度为10-15mm/s;挤压变形后保压20秒。4.根据权利要求1所述铜钢复合轴套零件触变挤压方法,其特征在于:步骤(2)中所述模具包括上模固定板(1)、上模(2)、感应线圈(5)、陶瓷套筒(6)、套筒复位弹簧(7)、顶杆(8)、下模(9)、顶杆固定板(10)、顶板(11)、下模固定板(12);上模(2)与上模固定板(1)连接,液压机控制上模(2)上下移动;感应线圈(5)的初始位置与铜管(4)的位置相对应;感应线圈(5)和陶瓷套筒(6)相连,套筒复位弹簧(7)位于陶瓷套筒(6)下方,挤压开始时感应线圈(5)和陶瓷套筒(6)同时向下运动,开模时感应线圈(5)和陶瓷套筒(6)在套筒复位弹簧(7)的作用下回到初始位置;陶瓷套筒(6)与下模(9)为间隙配合;模具上模内壁和下模凸台设置拔模斜度1
°
;上模(2)和下模(9)合模后形成的型腔与轴套零件形状相对应。5.根据权利要求5所述铜钢复合轴套零件触变挤压方法,其特征在于:上模固定板(1)与上模(2)通过螺栓连接,上模固定板(1)通过t型板固定在液压机顶端位置;下模固定板(12)与下模(9)通过螺栓连接,下模固定板(12)通过t型板固定在液压机工作台面位置,挤压过程中保持固定。6.根据权利要求5所述铜钢复合轴套零件触变挤压方法,其特征在于:上模(2)、下模(9)的模具材料选用h13模具钢。
技术总结
本发明公开一种铜钢复合轴套零件触变挤压方法,属于半固态成形领域。本发明所述方法为:将铜管和钢管剪裁然后采用车床分别去除内、外表面杂质并加工螺纹,然后采用超声波清洗;将处理好的铜管和钢管通过螺纹配合后放入预热的模具中,通过感应加热将铜管加热至固液相线之间,模具快速合模并保压。开模后顶出轴套零件并进行快速水淬,最后进行T6热处理并通过机床加工成尺寸精确的铜钢复合轴套零件。本发明所述方法采用半固态成形技术,生产效率高、能耗低、产品质量高、材料利用率高、可实现机械化和自动化生产。机械化和自动化生产。机械化和自动化生产。
技术研发人员:肖寒 周瑀杭 陈昊 黄智荣 杨智强 张庆彪
受保护的技术使用者:昆明理工大学
技术研发日:2021.10.28
技术公布日:2022/2/18
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。