1.本实用新型涉及蓄电池装配技术领域,具体涉及一种蓄电池极群装配压力检测工装。
背景技术:
2.装配压力作为蓄电池关键的设计参数,在实际生产工艺当中,由于电池槽具有一定的脱模斜度,顶部尺寸大于底部尺寸,造成上部的极群极板装配压力小于下部,出现上部极群、基板脱膏影响电池寿命的缺陷。
3.公告号为cn206210968u的专利说明书中公开了一种电池用压力弹片,解决了现有技术中电池槽上口尺寸大于底部尺寸,造成上部的极群极板装配压力小于下部,出现上部极群、基板脱膏影响电池寿命的缺陷,包括一与电池槽脱模斜面相配合并能使极群极板安装侧面垂直电池槽底面的基体。基体与电池槽脱模斜面相配合,配合后使得极群极板安装侧面与电池槽底面相垂直,这样电池槽的上口尺寸与底部尺寸一致,使得上部的极群极板装配压力与底部的极群极板装配压力一直,避免装配压力差异使得上部极群极板脱膏,确保电池寿命。
4.然而由于电池壳体脱模斜度不尽相同,槽体高度也类型也比较多,导致目前现有方式检测装配压力,不能完全模拟实际槽宽与极群整体实际的装配压力值。
技术实现要素:
5.本实用新型的目的在于提供一种蓄电池极群装配压力检测工装,结合电池槽体实际脱模斜度,使得测试装配压力更贴于实际,以便指导生产应用。
6.一种蓄电池极群装配压力检测工装,包括一端相互铰接的定模和动模,所述定模和动模的另一端之间设置有用于调节定模和动模间夹角的调节件,所述定模上设置有用于与万能试验机连接的固定臂。
7.本方案通过调节件来改变定模和动模之间的夹角,使该夹角与待检测蓄电池的电池槽体的脱模斜度保持一致,使得测试装配压力更贴于实际。
8.作为优选,所述调节件为旋拧于定模上的位移螺丝,所述位移螺丝的旋入端与动模抵接。
9.进一步优选,所述位移螺丝旋转一圈,定模和动模间夹角对应改变 0.1
°
。
10.作为优选,所述调节件为设置于定模和动模之间的垫片。
11.进一步优选,所述垫片包括不同厚度的多块,分别对应于不同的脱模角度;
12.检测时,根据待检测蓄电池极群入槽所用电池槽体的脱模角度选择对应的垫片。
13.作为优选,定模和动模均为板状结构,安装在万能试验机上后,定模位于上侧,动模位于下侧,且定模处于水平状态。
14.本实用新型的有益效果:
15.本实用新型设计简单,操作方便,通过调节件来改变定模和动模之间的夹角,使该
夹角与待检测蓄电池的电池槽体的脱模斜度保持一致,使得测试装配压力更贴于实际,便于指导生产应用。
附图说明
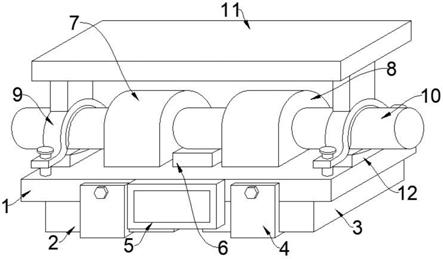
16.图1为本实用新型实施例1未设置脱模斜度的结构示意图;
17.图2为本实用新型实施例1设置脱模斜度的结构示意图;
18.图3为本实用新型实施例2未设置脱模斜度的结构示意图;
19.图4为本实用新型实施例2设置脱模斜度的结构示意图。
具体实施方式
20.实施例1
21.如图1和2所示,一种蓄电池极群装配压力检测工装,包括一端相互铰接的定模1和动模2,定模1和动模2均为板状结构,定模1和动模2 具体采用合页3连接。定模1上设置有用于与万能试验机连接的固定臂4,固定臂4上设置有安装孔41。定模1和动模2安装在万能试验机上后,定模1位于上侧,动模2位于下侧,且定模1处于水平状态。
22.定模1和动模2的另一端之间设置有用于调节定模1和动模2间夹角的调节件5;本实施例中,调节件5具体为旋拧于定模1上的位移螺丝,位移螺丝的旋入端与动模2抵接,且位移螺丝每旋转一圈,定模1和动模间2夹角对应改变0.1
°
。该显示方式可以是刻度或者数显,根据待检测蓄电池的电池槽体的脱模斜度,来对应调节位移螺丝,使得定模1和动模间2夹角与电池槽体的脱模斜度保持一致,从而使测试装配压力更贴于实际。
23.在检测时,根据待检测蓄电池的电池槽体的脱模斜度调节好定模1和动模2间的夹角,手动地将动模2与极群表面接触,通过万能试验机检测装配压力。
24.实施例2
25.如图3和4所示,本实施例与实施例1的区别仅在于调节件5为设置于定模1和动模2之间的垫片,垫片包括不同厚度的多块,分别对应于不同的脱模角度;检测时,根据待检测蓄电池极群入槽所用电池槽体的脱模角度选择对应的垫片,通过螺钉将垫片固定到定模1或动模2上;不同厚度的垫片对应的脱模角度可以是0.05
°
、0.1
°
、0.15
°
、0.2
°
、0.25
°
、 0.3
°
、0.35
°
、0.4
°
、0.45
°
或0.5
°
。
技术特征:
1.一种蓄电池极群装配压力检测工装,其特征在于,包括一端相互铰接的定模和动模,所述定模和动模的另一端之间设置有用于调节定模和动模间夹角的调节件,所述定模上设置有用于与万能试验机连接的固定臂。2.根据权利要求1所述的蓄电池极群装配压力检测工装,其特征在于,所述调节件为旋拧于定模上的位移螺丝,所述位移螺丝的旋入端与动模抵接。3.根据权利要求2所述的蓄电池极群装配压力检测工装,其特征在于,所述位移螺丝旋转一圈,定模和动模间夹角对应改变0.1
°
。4.根据权利要求1所述的蓄电池极群装配压力检测工装,其特征在于,所述调节件为设置于定模和动模之间的垫片。5.根据权利要求4所述的蓄电池极群装配压力检测工装,其特征在于,所述垫片包括不同厚度的多块,分别对应于不同的脱模角度;检测时,根据待检测蓄电池极群入槽所用电池槽体的脱模角度选择对应的垫片。6.根据权利要求1所述的蓄电池极群装配压力检测工装,其特征在于,定模和动模均为板状结构,安装在万能试验机上后,定模位于上侧,动模位于下侧,且定模处于水平状态。
技术总结
本实用新型公开了一种蓄电池极群装配压力检测工装,包括一端相互铰接的定模和动模,所述定模和动模的另一端之间设置有用于调节定模和动模间夹角的调节件,所述定模上设置有用于与万能试验机连接的固定臂。本实用新型结合电池槽体实际脱模斜度,使得测试装配压力更贴于实际,以便指导生产应用。以便指导生产应用。以便指导生产应用。
技术研发人员:刘玉 李桂发 吴华海 邓成智 李雪辉 孔鹤鹏 郭志刚
受保护的技术使用者:天能电池集团股份有限公司
技术研发日:2021.07.26
技术公布日:2022/1/26
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。