1.本实用新型属于纸浆模塑成型模具技术领域,具体涉及一种便于蒸汽排放的纸浆模塑成型模具。
背景技术:
2.纸浆模塑制品是用可回收降解的植物纤维作为基础材料制成的绿色环保制品,可以用作食品盛放、种植育苗、医用器皿、衬垫包装等用途。
3.现有的纸浆模塑产品通过纸浆模塑成型机进行加工制作,包括制浆、抄坯、热压、切边、包装等工序。其中,抄坯后形成纸浆模塑的湿坯置于下凹模内,在热压工序时,加热的上凸模和下凹模进行合模,湿坯中的水分在温度和压力的双重作用下蒸发,短时间内会产生大量高温、高压的水蒸气。现有的纸浆模塑成型机在热压时产生的高温、高压蒸汽会从上凸模和下凹模之间的缝隙逸出,逸出的这部分蒸汽无法被收集,且蒸汽逸出时可能会造成人员烫伤,存在一定的危险性。
技术实现要素:
4.本实用新型实施例提供一种便于蒸汽排放的纸浆模塑成型模具,旨在解决现有的纸浆模塑成型机在热压时产生的高温、高压蒸汽会从上凸模和下凹模之间的缝隙逸出,逸出的这部分蒸汽无法被收集,且蒸汽逸出时可能会造成人员烫伤,存在一定的危险性的问题。
5.为实现上述目的,本实用新型采用的技术方案是:提供一种便于蒸汽排放的纸浆模塑成型模具,其特征在于,包括:上模板,所述上模板下表面的周向边缘均设有压条;若干上凸模,设于所述上模板的下表面,且位于所述压条的围合范围内;下模板,所述下模板上表面的周向边缘均开设有密封槽,所述密封槽与所述压条位置相对应;若干下凹模,设于所述下模板的上表面,且位于所述密封槽的围合范围内,所述下凹模与对应的所述上凸模合模后形成用于容纳模塑产品的型腔;以及密封件,设于所述密封槽内,当所述上凸模和所述下凹模合模时,所述压条进入所述密封槽内并抵压于所述密封件;其中,所述上模板和/或所述下模板开设有多个贯通的第一连通孔,所述第一连通孔对应设于所述压条和/或所述密封槽的围合范围内。
6.在一种可能的实现方式中,所述密封件包括:橡胶条,呈环形设于所述密封槽内,所述橡胶条底部开设有容纳槽;支撑板,设于所容纳槽内;以及弹性元件,设于所述容纳槽内,两端分别抵接于所述支撑板和所述密封槽底壁。
7.在一种可能的实现方式中,所述上凸模在合模方向开设有多个第一气孔,所述上凸模的上表面开设有第一集气槽,多个所述第一气孔均连通至所述第一集气槽,所述上模板与所述第一集气槽对应位置开设有与所述第一集气槽连通的第二连通孔。
8.在一种可能的实现方式中,所述下凹槽在合模方向开设有多个第二气孔,所述下凹模的下表面开设有第二集气槽,多个所述第二气孔均连通至所述第二集气槽,所述下模
板与所述第二集气槽对应位置开设有与所述第二集气槽连通的第三连通孔。
9.在一种可能的实现方式中,所述上模板的上表面和/或所述下模板的下表面设有蒸汽收集盒,与所述上模板连接的所述蒸汽收集盒的下表面和/或与所述下模板连接的所述蒸汽收集盒的上表面开设有多个第四连通孔,多个所述第四连通孔分别与对应的所述第一连通孔连通;所述蒸汽收集盒的一侧壁设有蒸汽排放管,所述第四连通孔和所述蒸汽排放管均与所述蒸汽收集盒的内腔连通。
10.在一种可能的实现方式中,所述上模板的上表面和所述下模板的下表面均开设有管槽,便于蒸汽排放的纸浆模塑成型模具还包括设于所述管槽内的加热管,所述加热管与所述管槽形状相适配,所述加热管内设有加热介质。
11.在一种可能的实现方式中,所述管槽包括直管段和弯管段,多个所述直管段平行间隔设置,并通过所述弯管段顺次连接。
12.在一种可能的实现方式中,所述上模板的上表面、所述下模板的下表面均连接有隔热板,所述隔热板与多个所述第一连通孔对应位置开设有多个避让孔。
13.在一种可能的实现方式中,所述避让孔内穿设有连接管,所述连接管的一端插设于所述第一连通孔内,所述连接管与所述第一连通孔的孔壁之间设有密封圈。
14.在一种可能的实现方式中,两个所述隔热板均包括两个不锈钢板层以及夹设于两个所述不锈钢板层之间的石棉板层,其中,一个所述隔热板中的其中之一不锈钢板层贴合于所述上模板的上表面,另一个所述隔热板中的其中之一不锈钢板层贴合于所述下模板的下表面。
15.本实用新型实施例所示的方案,与现有技术相比,本实用新型实施例中上凸模安装在上模板,下凹模安装在下模板,上凸模与下凹模在热压合模时,上模板的压条进入下模板的密封槽并抵压于密封件,使上模板和下模板之间实现密封,合模时产生的蒸汽由第一连通孔排出,能够防止蒸汽从上模板和下模板之间缝隙逸出,方便蒸汽排放和收集,同时也避免了操作人员被蒸汽烫伤情况的发生,提高了作业的安全性。
附图说明
16.图1为本实用新型一实施例便于蒸汽排放的纸浆模塑成型模具的立体图;
17.图2为本实用新型一实施例中密封件的装配爆炸图;
18.图3为本实用新型一实施例便于蒸汽排放的纸浆模塑成型模具的结构示意图;
19.图4为图3中a部的局部放大图;
20.图5为图3中b部的局部放大图;
21.图6为本实用新型一实施例中上模板的结构示意图;
22.图7为本实用新型一实施例便于蒸汽排放的纸浆模塑成型模具的装配爆炸图。
23.附图标记说明:
24.1、便于蒸汽排放的纸浆模塑成型模具
25.100、上模板
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
110、压条
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
120、第一连通孔
26.130、第二连通孔
ꢀꢀꢀꢀꢀꢀ
140、管槽
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
141、直管段
27.142、弯管段
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
200、上凸模
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
210、第一气孔
28.220、第一集气槽
ꢀꢀꢀꢀꢀꢀ
300、下模板
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
310、密封槽
29.320、第三连通孔
ꢀꢀꢀꢀꢀꢀ
400、下凹模
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
410、第二气孔
30.420、第二集气槽
ꢀꢀꢀꢀꢀꢀ
500、密封件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
510、橡胶条
31.511、容纳槽
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
520、支撑板
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
530、弹性元件
32.600、蒸汽收集盒
ꢀꢀꢀꢀꢀꢀ
610、第四连通孔
ꢀꢀꢀꢀꢀꢀꢀ
620、蒸汽排放管
33.700、加热管
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
800、隔热板
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
810、连接管
34.820、密封圈
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
830、不锈钢板层
ꢀꢀꢀꢀꢀꢀꢀ
840、石棉板层
具体实施方式
35.为了使本实用新型所要解决的技术问题、技术方案及有益效果更加清楚明白,以下结合附图及实施例,对本实用新型进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本实用新型,并不用于限定本实用新型。
36.需要说明的是,当元件被称为“固定于”、“固定”、“固设”另一个元件,它可以直接在另一个元件上或者也可以存在居中元件。当一个元件被认为是“连接于”、“连接”另一个元件,它可以是直接连接到另一个元件或者可能同时存在居中元件。当元件被称为“设置于”、“设于”另一个元件,它可以直接在另一个元件上或者也可以存在居中元件。“多个”指两个及以上数量。“至少一个”指一个及以上数量。“若干”指一个以上。
37.除非另有定义,本文所使用的所有的技术和科学术语与属于本实用新型的技术领域的技术人员通常理解的含义相同。
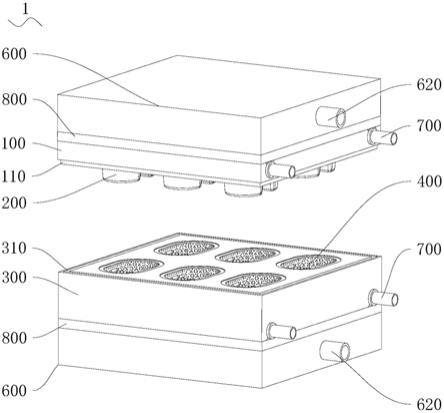
38.请参阅图1至图7,本实用新型实施例提供一种便于蒸汽排放的纸浆模塑成型模具1,包括:上模板100,上模板100下表面的周向边缘均设有压条110;若干上凸模200,设于上模板100的下表面,且位于压条110的围合范围内;下模板300,下模板300上表面的周向边缘均开设有密封槽310,密封槽310与压条110位置相对应;若干下凹模400,设于下模板300的上表面,且位于密封槽310的围合范围内,下凹模400与对应的上凸模200合模后形成用于容纳模塑产品的型腔;以及密封件500,设于密封槽310内,当上凸模200和下凹模400合模时,压条110进入密封槽310内并抵压于密封件500;其中,上模板100和/或下模板300开设有多个贯通的第一连通孔120,第一连通孔120对应设于压条110和/或密封槽310的围合范围内。
39.本实用新型实施例中上模板100和下模板300至少其中之一开设有贯通的第一连通孔120,方便合模时产生的蒸汽由第一连通孔120排出。为了加快蒸汽的排放速度,本实用新型实施例中上模板100和下模板300均开设有多个贯通的第一连通孔120,且多个第一连通孔120均匀开设,保证蒸汽排放速度稳定。
40.本实用新型实施例在合模时,压条110抵压于密封件500,能够实现上模板100和下模板300四周边缘的密封,防止蒸汽逸出。密封件500可以是单一材质的弹性材料制作,如橡胶、硅胶、海绵等,也可以由多个零件组合而成的复合结构,具有弹性变形和密封的特性。需要说明的是,由于工作环境温度较高,密封件500在选用时应当选用耐高温的材料制作。
41.本实用新型实施例中上凸模200安装在上模板100,下凹模400安装在下模板300,上凸模200和下凹模400的形状可以根据实际生产需要设计为杯、碗、盒体等形状。上凸模200与下凹模400在热压合模时,上模板100的压条110进入下模板300的密封槽310内并抵压于密封件500,使上模板100和下模板300之间实现密封,合模时产生的蒸汽由第一连通孔120排出,能够防止蒸汽从上模板100和下模板300之间缝隙逸出,方便蒸汽排放和收集,同
时也避免了操作人员被蒸汽烫伤情况的发生,提高了作业的安全性。
42.请参阅图2和图4,在一些可能的实施例中,密封件500包括:橡胶条510,呈环形设于密封槽310内,橡胶条510底部开设有容纳槽511;支撑板520,设于所容纳槽511内;以及弹性元件530,设于容纳槽511内,两端分别抵接于支撑板520和密封槽310底壁。
43.由于纸浆模塑成型机在工作时需要反复合模,本实施例中采用橡胶条510与压条110抵紧实现密封,橡胶耐久性好,使用寿命长。通过设置弹性元件530,能够在合模时提供抵紧力,使压条110和橡胶条510之间具有更好的密封性。由于橡胶条510的材质较软,本实施例通过设置支撑板520,能够防止橡胶条510与弹性元件530之间磨损,提高密封件500的使用寿命。
44.值得说明的是,本实施例中弹性元件530可以为螺旋弹簧、膜片弹簧、板簧等。
45.请参与图3和图6,在一些可能的实施例中,上凸模200在合模方向开设有多个第一气孔210,上凸模200的上表面开设有第一集气槽220,多个第一气孔210均连通至第一集气槽220,上模板100与第一集气槽220对应位置开设有与第一集气槽220连通的第二连通孔130。
46.本实施例中上凸模200开设有多个第一气孔210,通过设置第一气孔210和第一集气槽220,在合模时部分蒸汽能够经第一气孔210、第一集气槽220和第二连通孔130排出。
47.请参与图3,在一些可能的实施例中,下凹槽在合模方向开设有多个第二气孔410,下凹模400的下表面开设有第二集气槽420,多个第二气孔410均连通至第二集气槽420,下模板300与第二集气槽420对应位置开设有与第二集气槽420连通的第三连通孔320。
48.本实施例中下凹模400开设有多个第二气孔410,通过设置第二气孔410和第二集气槽420,在合模时部分蒸汽能够经第二气孔410、第二集气槽420和第三连通孔320排出。
49.请参阅图1、图3和图7,在一些可能的实施例中,上模板100的上表面和/或下模板300的下表面设有蒸汽收集盒600,与上模板100连接的蒸汽收集盒600的下表面和/或与下模板300连接的蒸汽收集盒600的上表面开设有多个第四连通孔610,多个第四连通孔610分别与对应的第一连通孔120连通;蒸汽收集盒600的一侧壁设有蒸汽排放管620,第四连通孔610和蒸汽排放管620均与蒸汽收集盒600的内腔连通。
50.为了方便蒸汽的排放和收集,本实施例中蒸汽收集盒600设有两个,两个蒸汽收集盒600分别连接于上模板100的上表面和下模板300的下表面,蒸汽收集盒600开设有第四连通孔610,第四连通孔610与第一连通孔120连通,蒸汽由第一连通孔120、第四连通孔610进入蒸汽收集盒600,再由蒸汽排放管620排出。值得说明的是,当上凸模200开设有第一气孔210,下凹模400开设有第二气孔410时,本实施例中蒸汽收集盒600还与对应的第二连通孔130或第三连通孔320相连通。
51.请参与图3和图6,在一些可能的实施例中,上模板100的上表面和下模板300的下表面均开设有管槽140,便于蒸汽排放的纸浆模塑成型模具1还包括设于管槽140内的加热管700,加热管700与管槽140形状相适配,加热管700内设有加热介质。
52.本实施例中两个加热管700分别用于对上模板100和下模板300进行加热,以便热压时模塑产品湿坯中的水分能够被蒸发。加热管700内循环流动有加热介质,加热介质可以为导热油、高温蒸汽等,加热管700外连接有热泵,用于提供高温的导热油或蒸汽。
53.值得说明的是,本实施例通过加热管700和加热介质对上模板100和下模板300进
行加热,仅作为一种实施方式,在实际使用时,还可以采用电加热等方式进行加热。
54.请参阅图6,在一些可能的实施例中,管槽140包括直管段141和弯管段142,多个直管段141平行间隔设置,并通过弯管段142顺次连接。
55.本实施例中两个管槽140分别开设于上模板100的上表面和下模板300的下表面,管槽140包括多个直管段141和弯管段142,多个直管段141通过弯管段142顺次连接,加热面积大,加热更均匀,不同位置的上凸模200和下凹模400的受热均匀,有利于产品热压定型时温度控制。
56.请参阅图1和图7,在一些可能的实施例中,上模板100的上表面、下模板300的下表面均连接有隔热板800,隔热板800与多个第一连通孔120对应位置开设有多个避让孔。
57.本实施例通过设置隔热板800,能够阻止热量向蒸汽收集盒600传递,减小热量损失。隔热板800可以是单一的保温隔热材质,也可以是多层复合材质制作而成。
58.值得说明的是,本实施例中隔热板800开设有多个避让孔,当上模板100开设有第二连通孔130、下模板300开设有第三连通孔320时,设于上模板100的隔热板800避让孔的位置和数量与上模板100第一连通孔120和第二连通孔130相对应,设于下模板300的隔热板800避让孔的位置和数量与下模板300第一连通孔120和第三连通孔320相对应。
59.请参阅图3和图5,在一些可能的实施中,避让孔内穿设有连接管810,连接管810的一端插设于第一连通孔120内,连接管810与第一连通孔120的孔壁之间设有密封圈820。
60.本实施例中隔热板800的数量为两个,两个隔热板800分别设于上模板100和蒸汽收集盒600,以及下模板300和蒸汽收集盒600之间,为了防止蒸汽泄漏,上模板100与隔热板800的结合面、下模板300与隔热板800的结合面,以及隔热板800与蒸汽收集盒600的结合面之间均应保证密封。
61.由于上述各个部件之间结合面较大,为了保证密封,需要各个部件结合面之间具有较高平面度,同时还需要在结合面涂布密封胶,采用上述方式不易加工,且成本高。本实施例通过设置连接管810,连接管810与避让孔的孔壁固定连接,蒸汽可经连接管810和第四连通孔610进入蒸汽收集盒600,既能够防止蒸汽泄漏,又能降低加工难度和制造成本。
62.值得说明的是,请参阅图3,连接管810设有多个,其中与上模板100连接的隔热板800的多个连接管810分别连接上模板100的第一连通孔120与蒸汽收集盒600、第二连通孔130与蒸汽收集盒600,与下模板300连接的隔热板800的多个连接管810分别连接下模板300的第一连通孔120与蒸汽收集盒600、第三连通孔320与蒸汽收集盒600。连接管810一端插设于蒸汽收集盒600的第四连通孔610,另一端插设于对应的第一连通孔120、第二连通孔130或第三连通孔320,连接管810与相对应孔的孔壁之间均设有密封圈820。
63.请参阅图1和图3,在一些可能的实施例中,两个隔热板800均包括两个不锈钢板层830以及夹设于两个不锈钢板层830之间的石棉板层840,其中,一个隔热板800中的其中之一不锈钢板层830贴合于上模板100的上表面,另一个隔热板800中的其中之一不锈钢板层830贴合于下模板300的下表面。
64.本实施例中石棉板层840夹设于两个不锈钢板层830之间,不锈钢板层830能够承受较大的压力,对内部的石棉板层840起保护作用,石棉板层840能够阻隔热量传递至蒸汽收集盒600。
65.当便于蒸汽排放的纸浆模塑成型模具1还设置有蒸汽收集盒时,设于上模板100的
隔热板800的两个不锈钢板分别贴合于上模板100的上表面和蒸汽收集盒600的下表面,设于下模板300的隔热板800的两个不锈钢板分别贴合于下模板300的下表面和蒸汽收集盒600的上表面设置。
66.当然,本实施例中采用石棉板层840作为隔热材料,仅作为一种实施方式,在实际使用时,隔热板800还可以采用其他具有隔热保温功能的材料,如玻璃棉、挤塑板等。
67.可以理解的是,上述实施例中的各部分可以进行自由地组合或删减以形成不同的组合实施例,在此不再赘述各个组合实施例的具体内容,在此说明之后,可以认为本实用新型说明书已经记载了各个组合实施例,能够支持不同的组合实施例。
68.以上所述仅为本实用新型的较佳实施例而已,并不用以限制本实用新型,凡在本实用新型的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本实用新型的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。