1.本实用新型属于模具技术领域,涉及一种大长宽比后尾灯灯壳注塑模具。
背景技术:
2.汽车后尾灯灯壳作为常用汽车零部件之一,随着科技的发展,越来越多的高档汽车尾灯开始采用贯穿式尾灯,此类尾灯灯壳长宽比较大,在采用模具注塑成型后,顶出时塑件容易发生偏转、卡壳的情况,导致塑件表面发生损坏,影响塑件的质量。
3.为了克服现有技术的不足,人们经过不断探索,提出了各种各样的解决方案,如中国专利公开了一种汽车后尾灯模具[申请号:202021231141.1],包括灯座模具和灯壳模具,灯座模具的端面固定安装有导向销,所述灯壳模具的端面开设有导向孔,所述导向销的表面滑动插接至所述导向孔的内壁后将所述灯座模具和所述灯壳模具连接成一体;所述灯座模具上设置有安装机构;所述灯壳模具上设置有灯光控制机构。该汽车后尾灯模具,通过设置导向销的表面滑动插接至所述导向孔的内壁后将所述灯座模具和所述灯壳模具连接成一体,达到了对整个后尾灯进行整套成型,整套灯具出来,其配合公差也是一起浮动,不会影响灯座模具和灯壳模具的配合公差,从而具有一体成型误差小的特点。但是该方案不适用于生产长宽较大的尾灯,且在顶出时塑件仍然容易发生偏转、卡壳的情况,导致塑件表面发生损坏,存在塑件的质量较为一般的缺陷。
技术实现要素:
[0004]
本实用新型的目的是针对上述问题,提供一种大长宽比后尾灯灯壳注塑模具。
[0005]
为达到上述目的,本实用新型采用了下列技术方案:
[0006]
一种大长宽比后尾灯灯壳注塑模具,包括注塑上模和注塑下模,所述的注塑上模内设有后尾灯灯壳成型凹槽,所述的注塑下模内设有后尾灯灯壳成型凸起,所述的后尾灯灯壳成型凹槽与后尾灯灯壳成型凸起的位置相对应且形状相配适,所述的注塑下模下方设有可沿靠近或远离注塑下模一端做往复直线运动的大长宽比顶出成型组件,所述的大长宽比顶出成型组件与后尾灯灯壳成型凸起的位置相对应。
[0007]
在上述的大长宽比后尾灯灯壳注塑模具中,所述的大长宽比顶出成型组件包括设置于注塑下模下方的顶出板,所述的顶出板上设有直顶部和斜顶部,所述的斜顶部顶部与后尾灯灯壳成型凸起相贴合。
[0008]
在上述的大长宽比后尾灯灯壳注塑模具中,所述的斜顶部包括设置于顶出板上的斜顶杆,所述的斜顶杆顶部设有斜顶辅助块,所述的斜顶辅助块与后尾灯灯壳成型凸起相贴合,所述的顶出板上设有斜顶杆连接件,所述的斜顶杆与斜顶杆连接件相滑动配合。
[0009]
在上述的大长宽比后尾灯灯壳注塑模具中,所述的斜顶杆连接件包括设置于顶出板上的斜顶杆连接底座,所述的斜顶杆底部设有滑块,所述的滑块与斜顶杆连接底座相滑动该配合。
[0010]
在上述的大长宽比后尾灯灯壳注塑模具中,所述的直顶部包括若干设置于顶出板
上的直顶杆,所述的直顶杆与斜顶杆交错设置。
[0011]
在上述的大长宽比后尾灯灯壳注塑模具中,所述的顶出板下方设有固定底板,所述的固定底板上设有若干防偏寸铁,所述的顶出板与防偏寸铁相滑动配合。
[0012]
在上述的大长宽比后尾灯灯壳注塑模具中,所述的注塑上模内设有第一防变形部,所述的第一防变形部与后尾灯灯壳成型凹槽的位置相对应,所述的注塑下模内设有第二防变形部,所述的第二防变形部与后尾灯灯壳成型凸起的位置相对应。
[0013]
在上述的大长宽比后尾灯灯壳注塑模具中,所述的第一防变形部包括若干设置于注塑上模内的第一长条型冷却水道,所述的第一长条型冷却水道与后尾灯灯壳成型凹槽平行设置。
[0014]
在上述的大长宽比后尾灯灯壳注塑模具中,所述的第二防变形部包括若干设置于注塑下模内的第二长条型冷却水道,所述的第二长条型冷却水道后尾灯灯壳成型凸起平行设置。
[0015]
在上述的大长宽比后尾灯灯壳注塑模具中,所述的注塑上模上方设有注塑主板,所述的注塑主板与注塑上模之间设有分流注塑板管。
[0016]
与现有的技术相比,本实用新型的优点在于:
[0017]
1、本实用新型通过设置大长宽比顶出成型组件,在注塑过程中,通过大长宽比顶出成型组件对塑件进行辅助成型,完成注塑后,再通过大长宽比顶出成型组件将成型后的塑件进行顶出,由于成型的塑件长宽比较大,在顶出过程中,采用大面积多点同步顶出方式,将塑件进行均匀顶出,避免塑件发生偏转、卡壳的情况,提高了塑件的质量。
[0018]
2、本实用新型在注塑完成后,将冷却水通入至第一长条型冷却水道,对成型后的塑件上表面进行冷却,同时将冷却水通入至第二长条型冷却水道,对成型后的塑件下表面进行冷却,冷却均匀,避免塑件发生变形,进一步提高了塑件的质量。
[0019]
本实用新型的其它优点、目标和特征将部分通过下面的说明体现,部分还将通过对本实用新型的研究和实践而为本领域的技术人员所理解。
附图说明
[0020]
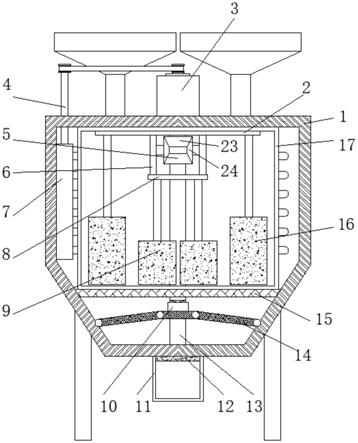
图1是本实用新型的爆炸示意图。
[0021]
图2是本实用新型另一个方向的爆炸示意图。
[0022]
图3是注塑下模的结构示意图。
[0023]
图4是大长宽比顶出成型组件的结构示意图。
[0024]
图中:注塑上模1、注塑下模2、后尾灯灯壳成型凹槽3、后尾灯灯壳成型凸起4、大长宽比顶出成型组件5、顶出板6、直顶部7、斜顶部8、斜顶杆9、斜顶辅助块10、斜顶杆连接件11、斜顶杆连接底座12、滑块13、直顶杆14、固定底板15、防偏寸铁16、第一防变形部17、第二防变形部18、第一长条型冷却水道19、第二长条型冷却水道20、注塑主板21、分流注塑板管22。
具体实施方式
[0025]
下面结合附图对本实用新型进行进一步说明。
[0026]
如图1-4所示,一种大长宽比后尾灯灯壳注塑模具,包括注塑上模1和注塑下模2,
所述的注塑上模1内设有后尾灯灯壳成型凹槽3,所述的注塑下模2内设有后尾灯灯壳成型凸起4,所述的后尾灯灯壳成型凹槽3与后尾灯灯壳成型凸起4的位置相对应且形状相配适,所述的注塑下模2下方设有可沿靠近或远离注塑下模2一端做往复直线运动的大长宽比顶出成型组件5,所述的大长宽比顶出成型组件5与后尾灯灯壳成型凸起4的位置相对应。
[0027]
在本实施例中,在注塑时,将注塑上模1和注塑下模2相互靠近,使得后尾灯灯壳成型凹槽3与后尾灯灯壳成型凸起4相紧贴配合形成完整的型腔,进行注塑,注塑过程中,通过大长宽比顶出成型组件5对塑件进行辅助成型,完成注塑后,再通过大长宽比顶出成型组件5将成型后的塑件进行顶出,由于成型的塑件长宽比较大,在顶出过程中,采用大面积多点同步顶出方式,将塑件进行均匀顶出,避免塑件发生偏转、卡壳的情况,提高了塑件的质量。
[0028]
结合图1、图4所示,所述的大长宽比顶出成型组件5包括设置于注塑下模2下方的顶出板6,所述的顶出板6上设有直顶部7和斜顶部8,所述的斜顶部8顶部与后尾灯灯壳成型凸起4相贴合。
[0029]
具体地说,顶出板6用以安装固定直顶部7和斜顶部8,通过直顶部7将塑件进行直顶,通过斜顶部8将塑件进行斜顶,采用直顶、斜顶相结合的形式,采用大面积多点同步顶出方式,将塑件进行均匀顶出,避免塑件发生偏转、卡壳的情况,提高了塑件的质量。
[0030]
结合图1、图4所示,所述的斜顶部8包括设置于顶出板6上的斜顶杆9,所述的斜顶杆9顶部设有斜顶辅助块10,所述的斜顶辅助块10与后尾灯灯壳成型凸起4相贴合,所述的顶出板6上设有斜顶杆连接件11,所述的斜顶杆9与斜顶杆连接件11相滑动配合。
[0031]
本实施例中,斜顶辅助块10用以辅助成型塑件底部弧形部位,完成注塑后,通过斜顶杆9和斜顶辅助块10将塑件进行顶出,斜顶杆连接件11用以连接斜顶杆9。
[0032]
所述的斜顶杆连接件11包括设置于顶出板6上的斜顶杆连接底座12,所述的斜顶杆9底部设有滑块13,所述的滑块13与斜顶杆连接底座12相滑动该配合。
[0033]
本实施例中,斜顶杆连接底座12用以连接滑块13和斜顶杆9,进行斜顶移动。
[0034]
结合图4所示,所述的直顶部7包括若干设置于顶出板6上的直顶杆14,所述的直顶杆14与斜顶杆9交错设置。
[0035]
本实施例中,在顶出过程中,通过直顶杆14将塑件进行直顶,顶出效果较好。
[0036]
所述的顶出板6下方设有固定底板15,所述的固定底板15上设有若干防偏寸铁16,所述的顶出板6与防偏寸铁16相滑动配合。
[0037]
本实施例中,固定底板15用以安置顶出板6,在顶出板6移动过程中,通过顶出板6与防偏寸铁16之间的滑动配合,对顶出板6起到限位作用,避免顶出板6在移动过程中发生角度偏移。
[0038]
结合图1、图3所示,所述的注塑上模1内设有第一防变形部17,所述的第一防变形部17与后尾灯灯壳成型凹槽3的位置相对应,所述的注塑下模2内设有第二防变形部18,所述的第二防变形部18与后尾灯灯壳成型凸起4的位置相对应。
[0039]
本实施例中,在注塑完成后,将冷却水通入至第一防变形部17和第二防变形部18,通过第一防变形部17和第二防变形部18对成型后的塑件进行冷却,冷却均匀,避免塑件发生变形,提高了塑件的质量。
[0040]
结合图1、图3所示,所述的第一防变形部17包括若干设置于注塑上模1内的第一长条型冷却水道19,所述的第一长条型冷却水道19与后尾灯灯壳成型凹槽3平行设置。
[0041]
本实施例中,在注塑完成后,将冷却水通入至第一长条型冷却水道19,对成型后的塑件上表面进行冷却,冷却均匀。
[0042]
结合图1、图3所示,所述的第二防变形部18包括若干设置于注塑下模2内的第二长条型冷却水道20,所述的第二长条型冷却水道20后尾灯灯壳成型凸起4平行设置。
[0043]
本实施例中,在注塑完成后,将冷却水通入至第二长条型冷却水道20,对成型后的塑件下表面进行冷却,冷却均匀。
[0044]
所述的注塑上模1上方设有注塑主板21,所述的注塑主板21与注塑上模1之间设有分流注塑板管22。
[0045]
本实施例中,在注塑时,将熔融物料从注塑主板21处注入,再通过分流注塑板管22将熔融物料进行分流,注塑均匀且快速。
[0046]
本实用新型的工作原理是:
[0047]
在注塑时,将注塑上模1和注塑下模2相互靠近,使得后尾灯灯壳成型凹槽3与后尾灯灯壳成型凸起4相紧贴配合形成完整的型腔,进行注塑,注塑过程中,通过斜顶辅助块10对塑件进行辅助成型,
[0048]
完成注塑后,移动顶出板6,通过顶出板6带动斜顶杆9、斜顶辅助块10和直顶杆14对塑件进行顶出,由于成型的塑件长宽比较大,在顶出过程中,采用大面积多点同步顶出方式,将塑件进行均匀顶出,避免塑件发生偏转、卡壳的情况,提高了塑件的质量,
[0049]
在注塑完成后,将冷却水通入至第一长条型冷却水道19,对成型后的塑件上表面进行冷却,同时将冷却水通入至第二长条型冷却水道20,对成型后的塑件下表面进行冷却,冷却均匀,避免塑件发生变形,进一步提高了塑件的质量。
[0050]
本文中所描述的具体实施例仅仅是对本实用新型精神作举例说明。本实用新型所属技术领域的技术人员可以对所描述的具体实施例做各种各样的修改或补充或采用类似的方式替代,但并不会偏离本实用新型的精神。
[0051]
尽管本文较多地使用注塑上模1、注塑下模2、后尾灯灯壳成型凹槽3、后尾灯灯壳成型凸起4、大长宽比顶出成型组件5、顶出板6、直顶部7、斜顶部8、斜顶杆9、斜顶辅助块10、斜顶杆连接件11、斜顶杆连接底座12、滑块13、直顶杆14、固定底板15、防偏寸铁16、第一防变形部17、第二防变形部18、第一长条型冷却水道19、第二长条型冷却水道20、注塑主板21、分流注塑板管22等术语,但并不排除使用其它术语的可能性。使用这些术语仅仅是为了更方便地描述和解释本实用新型的本质,把它们解释成任何一种附加的限制都是与本实用新型精神相违背的。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。