1.本实用新型涉及磨床技术领域,尤其涉及一种具有砂轮修整器的超精密数控磨床。
背景技术:
2.数控磨床是利用磨具对工件表面进行磨削加工的机床。大多数的磨床是使用高速旋转的砂轮进行磨削加工,少数的是使用油石、砂带等其他磨具和游离磨料进行加工,如珩磨机、超精加工机床、砂带磨床、研磨机和抛光机等。
3.现有的数控磨床在加工零件时,砂轮长时间进行磨削工作后,砂轮外表面的磨粒在与工件的外表面摩擦和挤压作用下,逐渐磨圆变平,每次修整砂轮都需要人工将修整砂轮的金刚笔安装在固定工件用的夹具上,需要多次进行调整金刚笔与砂轮之间的位置,然后启动砂轮转动进行修整砂轮,在对砂轮进行精修整时,需要跟换不同的打磨工具,操作麻烦,增加了修整的时间,同时无法保证修整的精度。
技术实现要素:
4.基于现有的数控磨床在修整砂轮需要人工将修整砂轮的金刚笔安装在固定工件用的夹具上,多次调整金刚笔与砂轮之间的位置,在对砂轮进行精修整时,需要跟换不同的打磨工具,操作步骤繁琐,无法保证修整的精度的技术问题,本实用新型提出了一种具有砂轮修整器的超精密数控磨床。
5.本实用新型提出的一种具有砂轮修整器的超精密数控磨床,包括工作台和砂轮,所述砂轮设置在所述工作台的上表面,所述工作台的外侧面设置有调节装置,所述调节装置包括三轴平台,所述三轴平台的外侧面通过支撑板固定安装在所述工作台的外侧面;
6.所述三轴平台的z轴外表面通过滑块固定安装有驱动槽体,所述驱动槽体的上表面设置有修整装置,所述修整装置包括转盘槽体,所述转盘槽体的下表面滑动连接在所述驱动槽体的上表面。
7.优选地,所述调节装置还包括驱动电机,所述驱动电机的外表面固定安装在所述驱动槽体的内底壁,所述驱动槽体的内底壁固定安装有凸轮分割器,所述驱动电机的输出轴与所述凸轮分割器的一端固定安装;
8.通过上述技术方案,其中凸轮分割器通过驱动电机的驱动,能够使得转盘槽体进行每次旋转90度换向,凸轮分割器主要由立体凸轮和分割盘两部分组成,能够使得准确的定位和自锁的目的,完全不需要其它锁紧元件。
9.优选地,所述凸轮分割器的上表面固定安装有连接轴,所述连接轴的上表面贯穿所述驱动槽体的上表面后与所述转盘槽体的下表面固定安装;
10.通过上述技术方案,通过连接轴的传递能够使得转盘槽体进行转向,保持每次转动角度为90度,连接轴能够支撑转盘槽体。
11.优选地,所述修整装置还包括修整刀架,所述修整刀架的外侧面固定安装在所述
转盘槽体的外侧面,所述修整刀架的两端均固定安装有第一金刚笔;
12.通过上述技术方案,两个第一金刚笔之间的形成的角度为钝角,便于对砂轮呈环状的工作面进行打磨,通过转盘槽体的转动,能够进行在需要打磨时进行切换。
13.优选地,所述转盘槽体的外侧面固定安装有精磨块,所述精磨块的横截面呈凹字形状;
14.通过上述技术方案,通过转盘槽体的转动,使得精磨块能够旋转至砂轮的外表面,砂轮的外表面与精磨块的内壁接触能够对砂轮的外表面进行打磨,通过三轴平台的移动,能够使得精磨块能够与砂轮的两侧外表面接触进行精磨,其中三轴平台是由滑槽、电机、螺纹杆和滑块构成,通过螺纹杆旋转调整驱动槽体的位置,能够更加精准的调节。
15.优选地,所述转盘槽体的内底壁固定安装有限位支撑架,所述支撑架的外侧面固定安装有微型液压缸,所述微型液压缸的活塞杆一端贯穿所述限位支撑架的外侧面后固定安装有推动块,所述限位支撑架的两端均滑动插接有梯形卡块,两个所述梯形卡块的一侧外表面分别与所述推动块的两侧外表面滑动插接;
16.通过上述技术方案,通过微型液压缸的推动能够调节两个梯形卡块进行相对或者相反的移动,便于调节第二金刚笔之间的间距,能够同时对砂轮的两个侧面进行同时打磨,减短了打磨的时间。
17.优选地,两个所述梯形卡块的外表面均固定安装有第二金刚笔,两个所述第二金刚笔的一端贯穿所述转盘槽体的外侧面并延伸至其外部,所述转盘槽体的外侧面固定安装有摄像头,所述摄像头位于两个所述第二金刚笔之间;
18.通过上述技术方案,摄像头能够捕捉砂轮的厚度长度的中心点,便于控制微型液压缸推动第二金刚笔的移动,使得两个第二金刚笔能够同时接触砂轮。
19.本实用新型中的有益效果为:
20.1、通过设置调节装置,能够对根据修整的需要调节相应的打磨工具对砂轮的外表面进行打磨,三轴平台能够精准的调节驱动槽体的位置,通过驱动电机带动凸轮分割器使得转盘槽体进行转向,凸轮分割器能够精准的进行九十度旋转转向,自动切换相应的修整工具,从而能够节省人工安装的时间,解决了现有的数控磨床在修整砂轮需要人工将修整砂轮的金刚笔安装在固定工件用的夹具上,多次调整金刚笔与砂轮之间的位置,在对砂轮进行精修整时,需要跟换不同的打磨工具,操作步骤繁琐,无法保证修整的精度的技术问题。
21.2、通过设置修整装置,能够自动进行不同修整的工序,通过转盘槽体的切换,在需要修整砂轮的呈圆环形状的外表面时,能够使得第一金刚笔与砂轮的外表面接触,在需要对砂轮的两个侧面进行修整时,使得第二金刚笔与砂轮的外侧面接触,通过摄像头监控,能够检测砂轮的位置,控制微型液压缸推动第二金刚笔的进行相对或者先相反的移动,能够同时接触砂轮的外侧面进行打磨修整,精磨块能够对打磨后的面进行精磨,从而能够自动快速对砂轮进行修整,不需要切换修整工具,解决了现有的数控磨床在修整砂轮需要人工将修整砂轮的金刚笔安装在固定工件用的夹具上,多次调整金刚笔与砂轮之间的位置,在对砂轮进行精修整时,需要跟换不同的打磨工具,操作步骤繁琐,无法保证修整的精度的技术问题。
附图说明
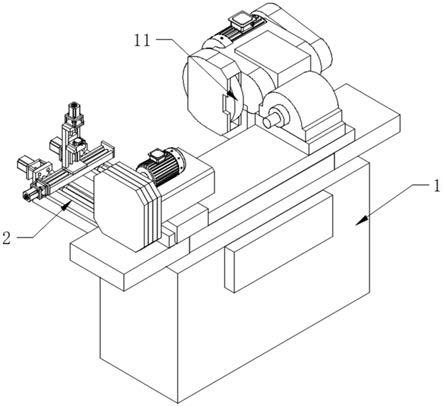
22.图1为本实用新型提出的一种具有砂轮修整器的超精密数控磨床的示意图;
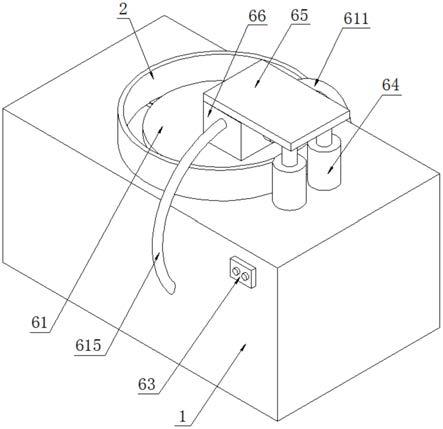
23.图2为本实用新型提出的一种具有砂轮修整器的超精密数控磨床的三轴平台结构的立体图;
24.图3为本实用新型提出的一种具有砂轮修整器的超精密数控磨床的驱动槽体结构的立体图;
25.图4为本实用新型提出的一种具有砂轮修整器的超精密数控磨床的转盘槽体结构的立体图;
26.图5为本实用新型提出的一种具有砂轮修整器的超精密数控磨床的修整刀架结构的立体图;
27.图6为本实用新型提出的一种具有砂轮修整器的超精密数控磨床的梯形卡块结构的立体图。
28.图中:1、工作台;11、砂轮;2、三轴平台;21、驱动槽体;22、驱动电机;23、凸轮分割器;24、连接轴;3、转盘槽体;31、修整刀架;32、第一金刚笔;33、精磨块;34、限位支撑架;35、微型液压缸;36、推动块;37、梯形卡块;38、第二金刚笔;39、摄像头。
具体实施方式
29.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。
30.参照图1-6,一种具有砂轮11修整器的超精密数控磨床,包括工作台1和砂轮11,砂轮11设置在工作台1的上表面,工作台1的外侧面设置有调节装置,调节装置包括三轴平台2,三轴平台2的外侧面通过支撑板固定安装在工作台1的外侧面;
31.进一步地,调节装置还包括驱动电机22,驱动电机22的外表面固定安装在驱动槽体21的内底壁,驱动槽体21的内底壁固定安装有凸轮分割器23,驱动电机22的输出轴与凸轮分割器23的一端固定安装;
32.其中凸轮分割器23通过驱动电机22的驱动,能够使得转盘槽体3进行每次旋转90度换向,凸轮分割器23主要由立体凸轮和分割盘两部分组成,能够使得准确的定位和自锁的目的,完全不需要其它锁紧元件。
33.进一步地,凸轮分割器23的上表面固定安装有连接轴24,连接轴24的上表面贯穿驱动槽体21的上表面后与转盘槽体3的下表面固定安装;
34.通过连接轴24的传递能够使得转盘槽体3进行转向,保持每次转动角度为90度,连接轴24能够支撑转盘槽体3。
35.通过设置调节装置,能够对根据修整的需要调节相应的打磨工具对砂轮11的外表面进行打磨,三轴平台2能够精准的调节驱动槽体21的位置,通过驱动电机22带动凸轮分割器23使得转盘槽体3进行转向,凸轮分割器23能够精准的进行九十度旋转转向,自动切换相应的修整工具,从而能够节省人工安装的时间,解决了现有的数控磨床在修整砂轮11需要人工将修整砂轮11的金刚笔安装在固定工件用的夹具上,多次调整金刚笔与砂轮11之间的位置,在对砂轮11进行精修整时,需要跟换不同的打磨工具,操作步骤繁琐,无法保证修整
的精度的技术问题。
36.三轴平台2的z轴外表面通过滑块固定安装有驱动槽体21,驱动槽体21的上表面设置有修整装置,修整装置包括转盘槽体3,转盘槽体3的下表面滑动连接在驱动槽体21的上表面;
37.进一步地,修整装置还包括修整刀架31,修整刀架31的外侧面固定安装在转盘槽体3的外侧面,修整刀架31的两端均固定安装有第一金刚笔32;
38.两个第一金刚笔32之间的形成的角度为钝角,便于对砂轮11呈环状的工作面进行打磨,通过转盘槽体3的转动,能够进行在需要打磨时进行切换。
39.进一步地,转盘槽体3的外侧面固定安装有精磨块33,精磨块33的横截面呈凹字形状;
40.通过转盘槽体3的转动,使得精磨块33能够旋转至砂轮11的外表面,砂轮11的外表面与精磨块33的内壁接触能够对砂轮11的外表面进行打磨,通过三轴平台2的移动,能够使得精磨块33能够与砂轮11的两侧外表面接触进行精磨,其中三轴平台2是由滑槽、电机、螺纹杆和滑块构成,通过螺纹杆旋转调整驱动槽体21的位置,能够更加精准的调节。
41.进一步地,转盘槽体3的内底壁固定安装有限位支撑架34,支撑架的外侧面固定安装有微型液压缸35,微型液压缸35的活塞杆一端贯穿限位支撑架34的外侧面后固定安装有推动块36,限位支撑架34的两端均滑动插接有梯形卡块37,两个梯形卡块37的一侧外表面分别与推动块36的两侧外表面滑动插接;
42.通过微型液压缸35的推动能够调节两个梯形卡块37进行相对或者相反的移动,便于调节第二金刚笔38之间的间距,能够同时对砂轮11的两个侧面进行同时打磨,减短了打磨的时间。
43.进一步地,两个梯形卡块37的外表面均固定安装有第二金刚笔38,两个第二金刚笔38的一端贯穿转盘槽体3的外侧面并延伸至其外部,转盘槽体3的外侧面固定安装有摄像头39,摄像头39位于两个第二金刚笔38之间;
44.摄像头39能够捕捉砂轮11的厚度长度的中心点,便于控制微型液压缸35推动第二金刚笔38的移动,使得两个第二金刚笔38能够同时接触砂轮11。
45.通过设置修整装置,能够自动进行不同修整的工序,通过转盘槽体3的切换,在需要修整砂轮11的呈圆环形状的外表面时,能够使得第一金刚笔32与砂轮11的外表面接触,在需要对砂轮11的两个侧面进行修整时,使得第二金刚笔38与砂轮11的外侧面接触,通过摄像头39监控,能够检测砂轮11的位置,控制微型液压缸35推动第二金刚笔38的进行相对或者先相反的移动,能够同时接触砂轮11的外侧面进行打磨修整,精磨块33能够对打磨后的面进行精磨,从而能够自动快速对砂轮11进行修整,不需要切换修整工具,解决了现有的数控磨床在修整砂轮11需要人工将修整砂轮11的金刚笔安装在固定工件用的夹具上,多次调整金刚笔与砂轮11之间的位置,在对砂轮11进行精修整时,需要跟换不同的打磨工具,操作步骤繁琐,无法保证修整的精度的技术问题。
46.工作原理:在对工作台1上的砂轮11进行修整时,控制砂轮11的移动至三轴平台2的上方后,控制三轴平台2的移动带动驱动槽体21进行移动,使得转盘槽体3上的修整刀架31接近砂轮11后,使得一端的第一金刚笔32能够与砂轮11的呈圆环形状的外表面接触,控制砂轮11转动的同时,控制三轴平台2上的z轴在x轴上左右移动,第一金刚笔32能够对呈圆
环形状的砂轮11外表面修整;
47.在需要对砂轮11的两侧外表面进行修整时,驱动电机22控制凸轮分割器23带动连接轴24转动,转盘槽体3进行转动,使得转盘槽体3另一侧的第二金刚笔38能够位于砂轮11的两侧后,通过摄像头39的捕捉砂轮11厚度长度的中心点,控制转盘槽体3内的微型液压缸35活塞杆上的推动块36移动,使得推动块36推动两个梯形卡块37在限位支撑架34上进行相对移动,使得两个第二金刚笔38能够与砂轮11的外表面接触,控制砂轮11转动后,控制三轴平台2上的x轴移动,逐渐远离砂轮11,对砂轮11的外表面进行修正,控制凸轮分割器23启动,带动连接轴24转动后,使得精磨块33内壁能够与砂轮11的外表面接触,转动砂轮11,对修整过的砂轮11外表面进行精磨。
48.以上所述,仅为本实用新型较佳的具体实施方式,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,根据本实用新型的技术方案及其实用新型构思加以等同替换或改变,都应涵盖在本实用新型的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。