1.本实用新型涉及通道闸领域,具体是一种通道闸机芯生产模具。
背景技术:
2.通道闸机芯装置是人行通道设备的核心部分,用于海关边检、码头港口、体育馆、车站机场、展览中心、影院、大型工厂单位、景点和高级会所俱乐部等多种需要通道控制的场所。在通道闸机芯生产时,需要用到生产模具,但是现有的通道闸机芯生产模具在加工通道闸机芯时,模腔的大小是固定的不变的,不能根据实际的加工需求合理的调配,使用效果欠佳,同时以此只能加工一个机芯,效率较低。因此,本领域技术人员提供了一种通道闸机芯生产模具,以解决上述背景技术中提出的问题。
技术实现要素:
3.本实用新型的目的在于提供一种通道闸机芯生产模具,以解决上述背景技术中提出的问题。
4.为实现上述目的,本实用新型提供如下技术方案:
5.一种通道闸机芯生产模具,包括上模和下模,下模上方设置有上模,下模中部设置有下部快拆成型装置,上模中部设置有上部快拆成型装置,上部快拆成型装置以及下部快拆成型装置两侧侧壁上均固定连接有固定块,固定块上设置有沉头螺钉,上部快拆成型装置与上模以及下部快拆成型装置与下模均通过沉头螺钉进行连接,可以方便对上部快拆成型装置和下部快拆成型装置进行安装和拆卸,进而便于对其进行更换操作。
6.作为本实用新型进一步的方案:所述下模上方四角处一体成型有定位块,上模下方四角处与定位块结合部位一体成型有与定位块外形结构相同的定位槽,下模与上模通过定位块和定位槽配合进行定位,定位块与定位槽配合,为上模和下模的合模过程提供定位。
7.作为本实用新型进一步的方案:所述上部快拆成型装置包括一体成型于上部快拆成型装置上方一侧的第一成型滑块、设置在第一成型滑块一侧的第二成型滑块、一体成型于上部快拆成型装置外壁中部的定位密封卡台,定位密封卡台可以起到定位的作用,为上部快拆成型装置和下部快拆成型装置的安装过程提供定位。
8.作为本实用新型进一步的方案:所述上部快拆成型装置与下部快拆成型装置的组成完全相同,上模以及下模上位于定位密封卡台部位开设有密封槽,密封槽内部胶接有密封圈,密封圈的端面为椭圆形结构,密封圈可以为上模与上部快拆成型装置以及下模与下部快拆成型装置的结合部位提供密封保护。
9.作为本实用新型进一步的方案:所述上部快拆成型装置与下部快拆成型装置有与通道闸机芯数量相同的规格型号,上模以及下模上位于第一成型滑块和第二成型滑块之间一体成型有中间隔离支撑台,可以根据实际加工需求,选择合适规格的上部快拆成型装置以及下部快拆成型装置分别通过沉头螺钉安装固定在上模和下模中,便于对不同型号的通道闸机芯进行一体注塑成型加工,可以实现对成型模腔的快速调整,使用效果极佳。
10.作为本实用新型进一步的方案:所述下模上方一侧开设有与模腔相连通的注塑进料槽,下模上方另一侧开设有与模腔连通的排气槽,排气槽有六个,排气槽上一体成型有排气腔体,可以通过注塑进料槽将注塑料注入到模腔内部进行注塑成型,排气槽用来排气。
11.与现有技术相比,本实用新型的有益效果是:
12.1、本实用新型可以根据需要生产的通道闸机芯的型号,选择合适规格的上部快拆成型装置以及下部快拆成型装置,分别通过沉头螺钉安装固定在上模和下模中,便于对不同型号的通道闸机芯进行一体注塑成型加工,可以实现对成型模腔的快速调整,使用效果极佳;
13.2、本实用新型中,通过在上模和下模中间设置有第一成型滑块和第二成型滑块构成的两个通道闸机芯成型模腔,可以大大提高注塑加工的效率。
附图说明
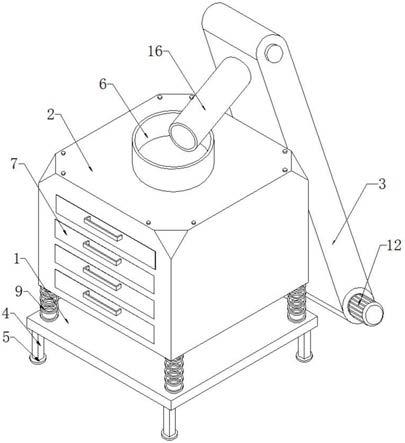
14.图1为本实用新型的结构示意图;
15.图2为本实用新型中上模的结构示意图;
16.图3为本实用新型中下模的结构示意图;
17.图4为本实用新型中上模与上部快拆成型装置的连接关系图;
18.图5为本实用新型图4中密封圈部位的局部放大图;
19.图中:1、下模;2、上模;3、上部快拆成型装置;301、第一成型滑块;302、芯轴;303、第二成型滑块;304、定位密封卡台;4、固定块;5、沉头螺钉;6、注塑进料槽;7、中间隔离支撑台;8、定位槽;9、定位块;10、排气槽;11、排气腔体;12、下部快拆成型装置;13、密封圈;14、密封槽。
具体实施方式
20.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
21.请参阅图1~5,本实用新型实施例中,一种通道闸机芯生产模具,包括上模2和下模1,下模1上方设置有上模2,下模1中部设置有下部快拆成型装置12,上模2中部设置有上部快拆成型装置3,上部快拆成型装置3以及下部快拆成型装置12两侧侧壁上均固定连接有固定块4,固定块4上设置有沉头螺钉5,上部快拆成型装置3与上模2以及下部快拆成型装置12与下模1均通过沉头螺钉5进行连接,可以方便对上部快拆成型装置3和下部快拆成型装置12进行安装和拆卸,进而便于对其进行更换操作。
22.其中,下模1上方四角处一体成型有定位块9,上模2下方四角处与定位块9结合部位一体成型有与定位块9外形结构相同的定位槽8,下模1与上模2通过定位块9和定位槽8配合进行定位,定位块9与定位槽8配合,为上模2和下模1的合模过程提供定位,上部快拆成型装置3包括一体成型于上部快拆成型装置3上方一侧的第一成型滑块301、设置在第一成型滑块301一侧的第二成型滑块303、一体成型于上部快拆成型装置3外壁中部的定位密封卡台304,定位密封卡台304可以起到定位的作用,为上部快拆成型装置3和下部快拆成型装置
12的安装过程提供定位。
23.上部快拆成型装置3与下部快拆成型装置12的组成完全相同,上模2以及下模1上位于定位密封卡台304部位开设有密封槽14,密封槽14内部胶接有密封圈13,密封圈13的端面为椭圆形结构,密封圈13可以为上模2与上部快拆成型装置3以及下模1与下部快拆成型装置12的结合部位提供密封保护,上部快拆成型装置3与下部快拆成型装置12有与通道闸机芯数量相同的规格型号,上模2以及下模1上位于第一成型滑块301和第二成型滑块303之间一体成型有中间隔离支撑台7,可以根据实际加工需求,选择合适规格的上部快拆成型装置3以及下部快拆成型装置12分别通过沉头螺钉5安装固定在上模2和下模1中,便于对不同型号的通道闸机芯进行一体注塑成型加工,可以实现对成型模腔的快速调整,使用效果极佳,下模1上方一侧开设有与模腔相连通的注塑进料槽6,下模1上方另一侧开设有与模腔连通的排气槽10,排气槽10有六个,排气槽10上一体成型有排气腔体11,可以通过注塑进料槽6将注塑料注入到模腔内部进行注塑成型,排气槽10用来排气。
24.本实用新型的工作原理是:在使用此通道闸机芯生产模具时,首先根据需要生产的通道闸机芯的型号,选择合适规格的上部快拆成型装置3以及下部快拆成型装置12,分别通过沉头螺钉5安装固定在上模2和下模1中,密封圈13可以为上模2与上部快拆成型装置3以及下模1与下部快拆成型装置12的结合部位提供密封保护,便于对不同型号的通道闸机芯进行一体注塑成型加工,可以实现对成型模腔的快速调整,使用效果极佳,然后将上模2和下模1分别固定在注塑机上,可以通过注塑进料槽6将注塑料注入到模腔中,气体通过排气槽10排出到外部,实现对通道闸机芯的注塑成型加工,通过在上模2和下模1中间设置有第一成型滑块301和第二成型滑块303构成的两个通道闸机芯成型模腔,可以大大提高注塑加工的效率。
25.以上所述,仅为本实用新型较佳的具体实施方式,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,根据本实用新型的技术方案及其实用新型构思加以等同替换或改变,都应涵盖在本实用新型的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。