1.本实用新型属于板带轧机检测设备领域,特别是涉及一种板带轧机窗口开档尺寸的测量装置。
背景技术:
2.四辊轧机是目前最普遍的金属板带生产装备,广泛应用于碳钢、不锈钢、铝材等金属变形加工中,产品热卷、中厚板等在工业、建筑、交通运输等领域应用广泛。四辊轧机在生产过程中为保证获得良好的产品板形,需频繁执行窜辊、弯辊、辊缝调节等动作,工作辊与移动座之间需产生相对滑动。滑动面承载压力大,环境潮湿,振动大,使移动座滑板、轴承座滑板等摩擦位置磨损快。同时,移动座背板与牌坊的接触面也存在持续的腐蚀和磨损,使轧机水平方向刚度劣化。在轧制力的水平分力作用下,这些磨损会叠加并影响工作辊的空间位置,使工作辊位置发生偏移,导致辊缝异常,影响产品尺寸精度甚至造成轧废事故。解决这个问题目前普遍采用定期测量,并加垫以补偿磨损造成的水平方向尺寸精度下降。测量通常用手动千斤顶加内径千分尺完成。先用千斤顶模拟轧制力水平分力顶紧工作辊位置,然后使用内径千分尺测量工作辊位置的开档尺寸,与理论装配尺寸比较后,根据经验在入口和出口两方均匀加垫,补偿磨损造成的尺寸链变化。如果有年修等较长停机时间,则先拆掉移动座、背板等配件,采用专业光学测量工具精确测量牌坊磨损情况,根据磨损量进行对牌坊工作面做堆焊修复。
3.采用手动千斤顶加内径千分尺的方式进行测量,其测得值只能反映开档的总宽度,无法区分入口和出口侧分别的磨损量,按经验或者直接平均分配加垫往往引起工作辊位置偏移,无法有效消除磨损对生产和质量造成的不利影响;测量时,需多人配合,步骤繁琐,测量时人工读数受人员经验影响容易产生误差;受人力限制,手动千斤顶产生的顶紧力不足,无法模拟真实轧钢时的受力状态,测量数据误差大;需测量6个点取平均值才能得到一对工作面的数据,共需测量4对工作面,需要多次测量,测量效率低;人员长时间在机架内工作,位置受限,存在安全隐患。而采用光学测量工具进行测量时则需要拆除牌坊上的附件,准备工作费时费力,需待年修等较长停机时机,专业光学测量工具设备购买费用昂贵,操作复杂,测量成本高。
技术实现要素:
4.鉴于以上所述现有技术的缺点,本实用新型的目的在于提供一种板带轧机窗口开档尺寸的测量装置,用于解决现有技术中板带轧机窗口开档尺寸测量不便等问题。
5.为实现上述目的及其他相关目的,本实用新型提供一种板带轧机窗口开档尺寸的测量装置,所述板带轧机的窗口为长条形,包括测量单元,所述测量单元包括驱动器、顶盘及激光测距器,所述顶盘为两个,两个所述顶盘分别设置在所述驱动器的两端,两个所述顶盘之间的连线方向与所述窗口的开档方向平行,所述驱动器驱动两个所述顶盘沿所述窗口的开档方向互相反向运动;所述激光测距器设置在两个所述顶盘之间的中间线上,沿所述
窗口的开档方向测量所述顶盘中间线与所述窗口中间线之间的距离。
6.可选地,所述测量单元为一个至多个,当所述测量单元为两个或以上时,所述测量单元沿窗口的延伸方向依次设置。
7.可选地,所述板带轧机的窗口为两个,所述测量单元为分两组,两组所述测量单元分别对应所述板带轧机的两个窗口设置,当同一组内的所述测量单元为两个或以上时,同一组内的所述测量单元沿所述窗口的延伸方向依次设置。
8.可选地,所述测量单元为4个,每组内的所述测量单元为两个。
9.可选地,还包括测量车,所述测量单元设置在所述测量车上,所述测量单元随所述测量车通过所述板带轧机的换辊轨道进入所述板带轧机的窗口。
10.可选地,所述测量车上设置有支撑柱,所述测量单元通过所述支撑柱设置在所述测量车上。
11.可选地,所述测量车上设置有走轮或滑板,所述测量车通过所述走轮或所述滑板在所述板带轧机的换辊轨道运动。
12.可选地,所述测量车上设置有横移导轨,所述横移导轨沿两个所述窗口之间的连线方向设置,所述测量单元通过所述横移导轨连接在所述测量车上,所述测量单元在所述横移导轨上运动。
13.可选地,所述测量单元还包括设置在两个所述顶盘之间的行程磁尺,所述行程磁尺测量两个所述顶盘在所述所述窗口开档方向之间的距离。
14.可选地,所述驱动器为双作用液压缸或驱动电机。
15.可选地,所述驱动器采用外接入能源。
16.如上所述,本实用新型的,具有以下有益效果:由于测量单元包括驱动器及顶盘,驱动器能够为顶盘提供动力,顶紧在轧机窗口的内侧上,无需人工顶紧,操作简便。同时,由于测量单元中间位置设置有激光测距仪,使用激光测距仪测量窗口中线与测量单元中间位置之间的距离简单方便,准确度高。
附图说明
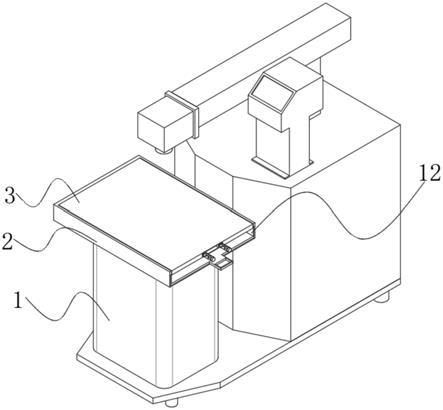
17.图1为本实用新型实施例中板带轧机窗口开档尺寸测量装置的前视结构示意图。
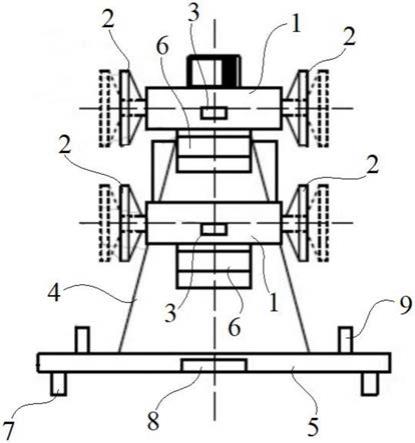
18.图2为本实用新型实施例中板带轧机窗口开档尺寸测量装置的俯视结构示意图。
19.图3为本实用新型实施例中板带轧机窗口开档尺寸测量装置的侧视结构示意图。
20.图4为为本实用新型实施例中窗口开档尺寸进行测量时各参数的示意图。
21.图5为为本实用新型实施例中窗口开档尺寸进行测量时情况1的示意图。
22.图6为为本实用新型实施例中窗口开档尺寸进行测量时情况2的示意图。
23.图7为为本实用新型实施例中窗口开档尺寸进行测量时情况3的示意图。
24.图8为为本实用新型实施例中窗口开档尺寸进行测量时情况4的示意图。
25.图9为为本实用新型实施例中窗口开档尺寸进行测量时情况5的示意图。
26.图10为为本实用新型实施例中窗口开档尺寸进行测量时情况6的示意图。
27.附图标记说明:
28.双作用液压缸1、顶盘2、激光测距器3、支撑柱4、测量车5、横移导轨6、走轮7、挂钩8、吊耳9。
具体实施方式
29.以下由特定的具体实施例说明本实用新型的实施方式,熟悉此技术的人士可由本说明书所揭露的内容轻易地了解本实用新型的其他优点及功效。
30.请参阅图1至图4。须知,本说明书所附图式所绘示的结构、比例、大小等,均仅用以配合说明书所揭示的内容,以供熟悉此技术的人士了解与阅读,并非用以限定本实用新型可实施的限定条件,故不具技术上的实质意义,任何结构的修饰、比例关系的改变或大小的调整,在不影响本实用新型所能产生的功效及所能达成的目的下,均应仍落在本实用新型所揭示的技术内容得能涵盖的范围内。同时,本说明书中所引用的如“上”、“下”、“左”、“右”、“中间”及“一”等的用语,亦仅为便于叙述的明了,而非用以限定本实用新型可实施的范围,其相对关系的改变或调整,在无实质变更技术内容下,当亦视为本实用新型可实施的范畴。
31.为了能够详细地描述本实用新型,首先,接下来对本实用新型的板带轧机窗口开档尺寸的测量装置作具体说明:
32.请参阅图1~图3,为一种板带轧机窗口开档尺寸的测量装置,包括测量单元,测量单元包括驱动器、顶盘2及激光测距器3。其中,顶盘2为两个,两个顶盘2分别设置在驱动器的两端。板带轧机的窗口为长条形,两个顶盘2沿窗口的开档方向设置。在驱动器的驱动下,两个顶盘2沿窗口的开档方向互相反向运动。
33.激光测距器3设置在两个顶盘2之间的中间线上,沿窗口的开档方向测量顶盘2中间线与窗口的中间线之间的距离。由于激光测距器3设置在两个顶盘2之间的中间线上,激光测距器3与窗口中心线的距离即为顶盘2中线线与窗口中心线的距离。驱动器可以为双作用液压缸1,双作用液压缸1两端作用力均匀,在对窗口开档加压的过程中可以保持激光测距器3的位置不发生移动,保持测量结果的准确性。
34.本实施例中,测量单元还包括设置在两个顶盘2之间的行程磁尺,行程磁尺测量两个顶盘2在窗口开档方向之间的距离。行程磁尺可以在顶盘2移动过程一起移动,实时测量窗口的开档尺寸。无需人工再次测量,精度高,一致性好。
35.本实施例中,测量装置还包括测量车5,测量单元设置在测量车5上,测量单元随测量车5通过板带轧机的换辊轨道进入板带轧机的窗口。测量车5上设置有支撑柱4,测量单元通过支撑柱4设置在测量车5上。测量车5上设置有走轮7或滑板,测量车5通过走轮7或滑板在板带轧机的换辊轨道运动。测量车5上设置有横移导轨6,横移导轨6沿两个窗口之间的连线方向设置,测量单元通过横移导轨6连接在测量车5上,测量单元在横移导轨6上运动。横移导轨6可以调节测量单元的在两个窗口之间连线方向上间距,以适应不同的板带轧机。
36.测量单元可以为一个,此时测量装置结构简单、重量轻,易于搬运。测量单元也可以为两个或两个以上,当测量单元为两个或以上时,测量单元沿窗口的延伸方向依次设置。此时测量装置可以同时对板带轧机窗口的开档尺寸沿窗口的延长方向进行测量,测量效率高。
37.一般情况下,板带轧机的窗口为两个。因此本实施例中,测量单元为分两组,两组测量单元分别对应板带轧机的两个窗口设置,可以同时对板带轧机的两个窗口进行测量,提高测量效率。当同一组内的测量单元为两个或以上时,同一组内的测量单元沿窗口的延伸方向依次设置,可以同时对两个窗口的开档尺寸沿窗口的延伸方向进行测量。
38.本实施例中,测量车5包括底板,走轮7设置在底板上。底板上设置有钩环,便于拖运测量车5移动。测量车5上设置有液压系统,液压系统包括油箱、电机、泵体及阀台。电机驱动泵体从油箱向双作用液压缸1供油,阀台控制双作用液压缸1的液压管路,从而控制双作用液压缸1的动作。油箱、电机、泵体及阀台构成一个小型的液压站,为双作用液压缸1提供动力,保证窗口的开档顶压到位。
39.请参阅图4,以四辊轧机为例,对其窗口开档尺寸进行测量时,步骤如下:
40.将四辊轧机的轧辊从窗口抽出,测量车5上设置有吊耳9,采用行车等起重设备将测量车5吊运至换辊平台上。然后采用换辊设备通过钩环将本实施例中的测量车5推入板带轧机的窗口中。将窗口的在开档方向的中线以垂线方式标出。
41.本实施例中,测量单元为4个,每组内的测量单元为两个。支撑柱4为两个,两个支撑柱4分别沿窗口的延伸方向设置在测量车5两端的横移导轨6上,两组测量单元分别设置在两个支撑柱4上,同组内的两个测量单元沿支撑柱4依次设置。横移轨道设置在支撑柱4上,测量单元在横移轨道上移动。每个测量单元可以同时对相应位置窗口的开档尺寸进行检测。
42.本实施例中,测量装置还包括控制单元及显示器,控制单元分别与激光测距仪及行程磁尺信号连接,激光测距仪及行程磁尺将检测结果传递给控制单元,控制单元按上述方法对b、c值进行计算,并将计算结果通过显示屏进行显示,方便操作人员直接读取。
43.测量车5进入轧机的窗口后,调整支撑柱4及支撑柱4上测量单元的位置,使测量单元的顶盘2对准窗口开档的内侧。启动测量单元的双作用液压缸1,双作用液压缸1驱动两个顶盘2按设计力量值将窗口开档顶紧。窗口开档的设计尺寸为理论开档a,通过行程磁尺测得此时窗口开档尺寸为实际开档a。与此同时,测量单元的激光测距仪测量测量单元中线与窗口中线之间的距离为中心线偏移量d。窗口靠近轧机入口一侧的磨损量为入口侧偏移量b,b=(a-a)/2 d。窗口靠近轧机出口一侧的磨损量为出口侧偏移量c,c=(a-a)/2-d。当d偏向轧机入口侧时,取值为正,偏向轧机出口一侧时取值为负。计算后当b为正值,则说明对应位置上存在磨损,为负值说明加垫过厚;当c为正值说明加垫过厚,为负值说明存在磨损。
44.请参阅图5~图10及下表,以理论开档a为890mm,实际开档a为850~940mm的轧机窗口为例,列举了实际检测过程中可能遇到的所有六种情况。图5~图10中,粗实线表示为轧机窗口口开档两侧的实际位置,虚线表示为轧机窗口开档两侧的设计位置,细实线表示为实际窗口中心线,点划线表示为设计窗口中心线。
45.[0046][0047]
情况1
[0048]
如图5所示,中心线偏移量为-75mm。通过计算,得到入口侧偏移量b为-50mm,出口侧偏移量c为100mm。分析可得,窗口开档靠近入口的一侧加垫过多,窗口开档靠近出口一侧磨损。窗口开档尺寸偏大,且整体偏向轧机出口的一侧。
[0049]
情况2
[0050]
如图6所示,中心线偏移量为10mm。通过计算,得到入口侧偏移量b为25mm,出口侧偏移量c为5mm。分析可得,窗口开档两侧都存在磨损,窗口开档靠近入口的一侧磨损大于靠近出口的一侧。窗口开档尺寸偏大,且整体偏向轧机入口的一侧。
[0051]
情况3
[0052]
如图7所示,中心线偏移量为22mm。通过计算,得到入口侧偏移量b为22mm,出口侧偏移量c为-22mm。分析可得,窗口开档靠近入口的一侧磨损,窗口开档靠近出口的一侧加垫过厚。窗口开档尺寸满足设计要求,但整体偏向轧机入口的一侧。
[0053]
情况4
[0054]
如图8所示,中心线偏移量为-46mm。通过计算,得到入口侧偏移量b为-46mm,出口侧偏移量c为46mm。分析可得,窗口开档靠近入口的一侧加垫过厚,窗口开档靠近出口的一侧磨损。窗口开档尺寸满足设计要求,但整体偏向轧机出口的一侧。
[0055]
情况5
[0056]
如图9所示,中心线偏移量为40mm。通过计算,得到入口侧偏移量b为30mm,出口侧偏移量c为-50mm。分析可得,窗口开档靠近入口的一侧磨损,窗口开档靠近出口的一侧加垫过厚。窗口开档尺寸偏小,且整体偏向轧机入口的一侧。
[0057]
情况6
[0058]
如图10所示,中心线偏移量为-36mm。通过计算,得到入口侧偏移量b为-56mm,出口侧偏移量c为16mm。分析可得,窗口开档靠近入口的一侧加垫过厚,窗口开档靠近出口的一侧磨损。窗口开档尺寸偏小,且整体偏向轧机出口的一侧。
[0059]
综上所述,由于测量单元包括驱动器及顶盘2,驱动器能够为顶盘2提供动力,顶紧在轧机窗口的内侧上,无需人工顶紧,操作简便。同时,由于测量单元中间位置设置有激光测距仪3,使用激光测距仪3测量窗口中线与测量单元中间位置之间的距离简单方便,准确度高。
[0060]
上述实施例仅例示性说明本实用新型的原理及其功效,而非用于限制本实用新型。任何熟悉此技术的人士皆可在不违背本实用新型的精神及范畴下,对上述实施例进行修饰或改变。因此,举凡所属技术领域中具有通常知识者在未脱离本实用新型所揭示的精神与技术思想下所完成的一切等效修饰或改变,仍应由本实用新型的权利要求所涵盖。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。