1.本实用新型涉及一种中频感应加热炉,具体涉及一种轴承套圈锻造用的中频感应加热炉。
背景技术:
2.锻造加热工序多数是采用的中频感应加热炉对料锻轴承套圈进行锻造前的高温加热,该加热炉内部所用的托举料段的导轨为两根空心钢管,属于易耗件,与坯料接触的导轨表面需堆焊耐高温、耐磨损的钨钼合金,并打磨光滑,正常情况下一副导轨可以使用半年左右时间,但是由于使用过程中的意外因素会提前坏掉,而且采用通水的方式冷却感应热,给轨道降温,一方面被加热的料锻与导轨接触的部位温度会比其它部位低,因此料锻温度达到均匀一致需要时间较长,另一方面,需用消耗水箱制冷能量,因此,在锻造加热工序成本中,成本占比较大。
技术实现要素:
3.本实用新型是为克服现有技术不足,提供一种轴承套圈锻造用的中频感应加热炉。
4.轴承套圈锻造用的中频感应加热炉,包含中频感应加热炉本体,还包含轨道和挡片,所述轨道为耐热不锈钢实心弧形轨道,所述弧形轨道布置在中频感应加热炉本体的炉膛通道内,弧形轨道的内弧面用于布置轴承套圈,弧形轨道的一端垂直固接有挡片,挡片为耐热不锈钢挡片,挡片能卡在中频感应加热炉本体外侧面。
5.本实用新型相比现有技术的有益效果是:
6.本实用新型利用耐热钢制作的轨道是实体材料,不需要水冷,本身具有蓄热功效,料锻件受热较快,料锻件内部均温速度快,加热更均匀,料锻热透性、温度均匀性更好,缩短了加热时间(平均每分钟比原来多加热1.5-2件产品),故既节约了电能,还提高了生产效率,具有安装方便的优点。
7.下面结合附图和实施例对本发明的技术方案作进一步地说明:
附图说明
8.图1为一个方向看的现有用于锻造轴承套圈的中频感应加热炉的导轨布置示意图;
9.图2为另一个方向看的现有用于锻造轴承套圈的中频感应加热炉的导轨布置示意图;
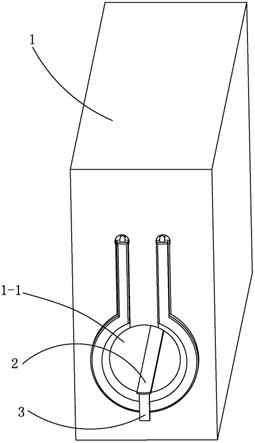
10.图3为从一个方向看的本实用新型的轴承套圈锻造用的中频感应加热炉的示意图;
11.图4为从另一个方向看的本实用新型的轴承套圈锻造用的中频感应加热炉的示意图;
12.图5为本实用新型的轨道示意图。
具体实施方式
13.如图3-图5所示,本实施方式的轴承套圈锻造用的中频感应加热炉,包含中频感应加热炉本体,还包含轨道和挡片,所述轨道为耐热不锈钢实心弧形轨道,所述弧形轨道布置在中频感应加热炉本体的炉膛通道内,弧形轨道的内弧面用于布置轴承套圈,弧形轨道的一端垂直固接有挡片,挡片为耐热不锈钢挡片。
14.本实施方式的弧形轨道和挡片形成t形结构,轴承套圈布置在弧形轨道内弧面上,挡片能卡在中频感应加热炉本体外侧面,在锻造时,挡片起阻止弧形轨道在炉膛后窜动,又不至于弧形轨道在炉膛通道内滑动。轴承套圈分别与炉膛通道和弧形轨道相配合,炉膛通道为圆形通道。
15.热处理加热炉是采用辐射耐热管加热,该辐射耐热管使用中会因为发生弯曲变形或者电流短路被击穿而发生报废,通常的做法是这种废辐射耐热管只能当废钢材卖掉。为了降低锻造加热的消耗成本,将热处理炉的报废辐射耐热管进行了切割,根据每个锻造产线所用加热炉的型号,确定需要切割的尺寸,作为弧形轨道,成功的实现了废物利用,降低了采购成本,全年可降低轨道采购费用2万元。较佳地,所述弧形轨道的长度l为950mm,弦长k为52-62mm。所述挡片的宽度为50-60mm,并与弧形轨道的弦长相匹配,挡片的宽度小于或等于弧形轨道的弦长。
16.进一步地,所述弧形轨道为2520不锈钢轨道。所述挡片为2520不锈钢挡片。热处理加热用的辐射管耐热钢2520材质,用它制作的轨道制作简单,安装方便,经济效益可观。利用耐热钢2520材质制作的弧形轨道是实体材料,不需要水冷,其本身具有蓄热功效,料锻在其上面受热较快,料锻内部均温速度就快,节省加热时间,单位时间内加热炉产出的工件(料锻)多,生产效率高。中频感应加热炉的炉膛通道内温度可达1080
±
2℃。
17.本发明已以较佳实施案例揭示如上,然而并非用以限定本发明,任何熟悉本专业的技术人员,在不脱离本发明技术方案范围内,当可以利用上述揭示的结构及技术内容做出些许的更动或修饰为等同变化的等效实施案例,均仍属本发明技术方案范围。
技术特征:
1.轴承套圈锻造用的中频感应加热炉,包含中频感应加热炉本体(1),其特征在于:还包含轨道(2)和挡片(3),所述轨道(2)为耐热不锈钢实心弧形轨道,所述弧形轨道布置在中频感应加热炉本体的炉膛通道(1-1)内,弧形轨道的内弧面用于布置轴承套圈,弧形轨道的一端垂直固接有挡片(3),挡片(3)为耐热不锈钢挡片,挡片(3)能卡在中频感应加热炉本体外侧面。2.根据权利要求1所述轴承套圈锻造用的中频感应加热炉,其特征在于:所述轨道(2)为2520不锈钢轨道。3.根据权利要求1所述轴承套圈锻造用的中频感应加热炉,其特征在于:所述轨道(2)的长度(l)为950mm,弦长(k)为52-62mm。4.根据权利要求1所述轴承套圈锻造用的中频感应加热炉,其特征在于:所述挡片(3)为2520不锈钢挡片。5.根据权利要求1所述轴承套圈锻造用的中频感应加热炉,其特征在于:所述挡片(3)的宽度为50-60mm。
技术总结
轴承套圈锻造用的中频感应加热炉,包含中频感应加热炉本体,还包含轨道和挡片,所述轨道为耐热不锈钢实心弧形轨道,所述弧形轨道布置在中频感应加热炉本体的炉膛通道内,弧形轨道的内弧面用于布置轴承套圈,弧形轨道的一端垂直固接有挡片,挡片为耐热不锈钢挡片,挡片能卡在中频感应加热炉本体外侧面。本实用新型安装方便,对料锻的加热更均匀,节约加热能耗。节约加热能耗。节约加热能耗。
技术研发人员:闫瑞金 伏强 郭文杰
受保护的技术使用者:哈尔滨轴承集团有限公司
技术研发日:2021.09.22
技术公布日:2022/1/21
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
