1.本实用新型涉及一种对单一聚乙烯复合膜自立袋的底封进行冷却定型的装置,属于软包装加工设备技术领域。
背景技术:
2.目前,软包装行业生产的发展非常迅速,应用范围不断扩大,特别是日化液洗袋、小包装袋果汁等产品包装增长迅速,该类产品大部分都采用自立袋形式,具有良好的货架效果且方便消费者使用。该类产品的材质结构通常为bopet/pe或bopa/pe结构,其表层为双向拉伸的bopet或bopa膜,具有耐热性好、尺寸稳定等优点。但缺点是废弃的包装材料由于不同类型材料的存在不易回收,且废弃物处理成本高,造成环境污染。近年来由于环保压力的增大,对塑料的可回收应用有了迫切的需求。单一聚乙烯复合材料由于其比较容易回收,且回收材料的利用价值较高,是目前国内外比较提倡的包装产品类型。这种材料的自立袋产品在加工时需要对其底部进行定型,提高自立袋的底部平整性,有利于后续加工及美观,因此十分有必要设计对单一聚乙烯复合材料制作自立袋进行底部定型的装置。
技术实现要素:
3.本实用新型所要解决的技术问题是提供一种单一聚乙烯复合膜自立袋底封定型装置,这种自立袋底封定型装置适用于总厚度介于80-200微米之间的单一聚乙烯复合膜自立袋产品,其袋底的定型性较好、外观平整、产品质量稳定。
4.解决上述技术问题的技术方案是:
5.一种单一聚乙烯复合膜自立袋底封定型装置,它包括冷却刀、平面隔水板、弧形隔水板、进水管、出水管,冷却刀为长方形盒体,冷却刀的盒体腔室内安装平面隔水板和弧形隔水板,平面隔水板和弧形隔水板分别为垂直放置的长方形板片,平面隔水板的板面与冷却刀长度方向的一个侧壁平行,形成一个长方体腔室,弧形隔水板位于平面隔水板的侧面,弧形隔水板的两端分别与平面隔水板的板面相连接,弧形隔水板与平面隔水板之间形成一个半圆柱形腔室,弧形隔水板和两端连接的平面隔水板与冷却刀长度方向的另一个侧壁之间形成一个u形腔室,冷却刀的盒体长度方向的两端侧壁上分别连接进水管和出水管,进水管与冷却刀的u形腔室相连通,出水管与冷却刀的半圆柱形腔室相连通,冷却刀的u形腔室与长方体腔室之间有过水孔相连通,长方体腔室与半圆柱形腔室之间有过水孔相连通,进水管和出水管分别与制冷机组冷却水管道相连接。
6.上述单一聚乙烯复合膜自立袋底封定型装置,所述冷却刀的长方形盒体的顶板为分离的平板,顶板的板面上有连接孔,冷却刀的盒体侧壁上端有螺孔,连接螺栓将顶板与冷却刀的盒体侧壁紧固连接,顶板下表面与盒体侧壁上端之间有密封垫。
7.上述单一聚乙烯复合膜自立袋底封定型装置,所述弧形隔水板的形状及尺寸与自立袋的夹底形状及尺寸相对应。
8.上述单一聚乙烯复合膜自立袋底封定型装置,所述冷却刀有三个,三个冷却刀沿
生产顺序纵向排列,冷却刀位于自立袋的正上方,冷却刀的长方形盒体与垂直导轨为滑动配合,冷却刀的长方形盒体与上下移动的曲轴相连接。
9.本实用新型的有益效果是:
10.本实用新型的冷却刀腔室内由平面隔水板和弧形隔水板分为三个不同的冷却区域,三个冷却区域的冷却温度由高到低排列,分别对自立袋的不同位置进行冷却,充分利用了冷却水的效果,达到最佳的冷却效率,能够很好地保证塑料软包装自立袋袋底形状和整体平整性,产品质量稳定。
11.本实用新型结构简单、操作简便,解决了单一聚乙烯复合膜自立袋底封区域由于材质耐热性不好且冷却效果不佳造成的产品平整性不佳的缺陷,提高了产品质量,受到用户的普遍欢迎。
附图说明
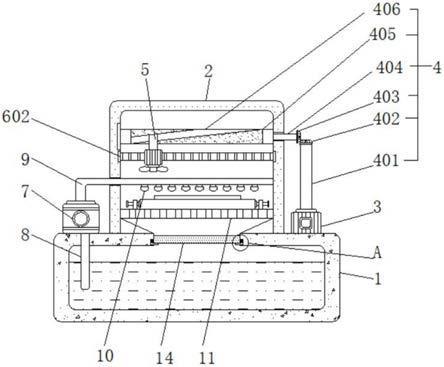
12.图1是本实用新型的结构示意图;
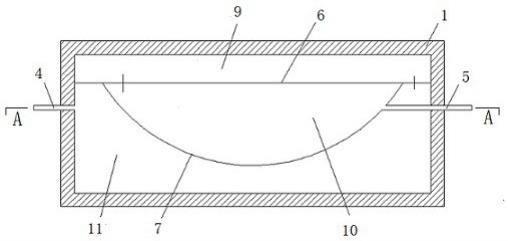
13.图2是图1的俯视图;
14.图3是图2的a-a剖视图。
15.图中标记如下:冷却刀1、顶板2、连接螺栓3、进水管4、出水管5、平面隔水板6、弧形隔水板7、过水孔8、长方体腔室9、半圆柱形腔室10、u形腔室11。
具体实施方式
16.本实用新型由3冷却刀1组成,三个冷却刀1沿生产线顺序纵向排列,冷却刀1位于自立袋的正上方,冷却刀1的长方形盒体嵌在垂直导轨中,冷却刀1的长方形盒体可以沿着垂直导轨上下滑动,冷却刀的长方形盒体由曲轴带动上下移动。
17.图中显示,冷却刀1为长方形盒体,冷却刀1的长方形盒体的顶板2为分离的平板,顶板2的板面上有连接孔,冷却刀1的盒体侧壁上端有螺孔,连接螺栓3将顶板2与冷却刀1的盒体侧壁紧固连接,顶板2下表面与盒体侧壁上端之间有密封垫。
18.图中显示,冷却刀1的盒体腔室内安装平面隔水板6和弧形隔水板7,平面隔水板6和弧形隔水板7分别为垂直放置的长方形板片。平面隔水板6和弧形隔水板7将冷却刀腔室分隔为三个不同的冷却区域,三个冷却区域的冷却温度由高到低排列,分别对自立袋的不同位置进行冷却,充分利用了冷却水的效果,达到最佳的冷却效率,能够很好地保证塑料软包装自立袋袋底形状和整体平整性,产品质量稳定。
19.图中显示,三个冷却区域分别是:平面隔水板6的板面与冷却刀1长度方向的一个侧壁平行,形成一个长方体腔室9;弧形隔水板7位于平面隔水板6的侧面,弧形隔水板7的两端分别与平面隔水板6的板面相连接,弧形隔水板7与平面隔水板6之间形成一个半圆柱形腔室10;弧形隔水板7和两端连接的平面隔水板6与冷却刀1长度方向的另一个侧壁之间形成一个u形腔室11。
20.图中显示,冷却刀1的盒体长度方向的两端侧壁上分别连接进水管4和出水管5,进水管4与冷却刀1的u形腔室11相连通,出水管5与冷却刀1的半圆柱形腔10室相连通,冷却刀1的u形腔室11与长方体腔室9之间有过水孔8相连通,长方体腔室9与半圆柱形腔室10之间有过水孔8相连通,进水管4和出水管5分别与制冷机组冷却水管道相连接。
21.在冷却过程中,冷却水从进水管4进入u形腔室11,然后通过过水孔8进入长方体腔室9,再从长方体腔室9通过过水孔8进入半圆柱形腔室10,最后从半圆形腔室10通过出水管5流出冷却刀1的盒体。
22.图中显示,弧形隔水板7的形状及尺寸与自立袋的夹底形状及尺寸相对应,这样具有更好的冷却定型效果。
23.本实用新型的使用方法如下:
24.首先,制冷机组冷却水与进水管4连接,冷却水进入冷却刀1的盒体内,先后流经u形腔室11、长方体腔室9、半圆柱形腔室10,最后经过出水管5返回制冷机组。
25.冷却水流经各个冷却区域时,通过热传导降低冷却刀1各区域的温度;
26.生产时需要冷却的自立袋位于冷却刀1的正下方,曲轴带动冷却刀1下压,冷却刀1的下底面与自立袋接触,通过接触热传导及压力作用下对自立袋进行冷却定型,冷却时间0.2~03秒。
27.根据自立袋特征,对应u形腔室11的自立袋温度最高,表面温度约150~170℃,因此冷却刀1内腔的u形腔室11温度最低;对应长方体腔室9和半圆柱形腔室10的自立袋温度相对较低,约80~100℃,因此长方体腔室9温度次之,半圆柱形腔室10温度最高,达到对产品最佳的冷却效果。
28.冷却刀1采用铜质、进水管4冷却水温度5℃,出水管5温度8℃~10℃,冷却水流量1.5~2.0立方米/小时,不同的产品需要设计不同的冷却刀形状。
29.本实用新型的一个实施例如下:
30.冷却刀1的长度为280mm,宽度为120mm,高度为100mm;
31.弧形隔水板4半径为150mm的弧形;
32.u形腔室11与长方体腔室9之间有两个过水孔8,长方体腔室9与半圆柱形腔室10之间有两个过水孔8;
33.过水孔8的直径为15mm。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。