1.本实用新型涉及一种锁紧装置,尤其涉及一种用于批量加工螺杆类零件的锁紧装置。
背景技术:
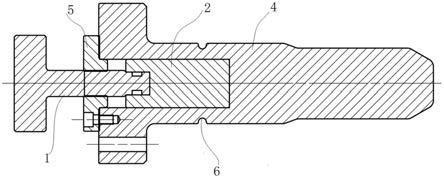
2.在机加工行业,经常会遇到螺杆类零件的后序加工,也就是对已经加工了一段外螺纹的零件的其它部分进行加工,比如,如图1所示,螺杆类零件1上已经加工好了一段或两段外螺纹形成一段或两段外螺纹段2,但还需要对外凸的凸环3进行加工。这种情况下,因为螺杆类零件1上剩余可夹持的部位已经很少了,而且不能直接对外螺纹段2进行夹持,这样会损坏螺纹,所以传统方式一般采用螺纹套来完成装夹,即将螺杆类零件1的一个外螺纹段2与设有内螺纹的螺纹套连接在一起,实现对螺杆类零件1的夹持固定。
3.上述传统方式虽然能够夹持固定螺杆类零件1,但存在以下缺陷:一方面,螺杆类零件1与螺纹套采用螺纹连接且没有其它防转结构或锁紧结构,一旦加工时螺杆类零件1旋转,则会严重影响加工质量;另一方面,单个螺杆类零件1的装夹加工比较浪费时间,加工效率也不高,大部分时间浪费在装夹工序上了,上机操作的时间多,机下的时间又没有充分利用,生产效率比较低,操作者也比较费力。
技术实现要素:
4.本实用新型的目的就在于为了解决上述问题而提供一种能够批量夹持并锁紧螺杆类零件的用于批量加工螺杆类零件的锁紧装置。
5.本实用新型通过以下技术方案来实现上述目的:
6.一种用于批量加工螺杆类零件的锁紧装置,包括工装基板、螺纹套和顶紧螺钉,横向的所述工装基板的上面设有多个螺纹套安装沉孔,所述螺纹套上设有竖向且用于与所述螺杆类零件的外螺纹段连接的螺纹孔,所述螺纹孔竖向贯穿所述螺纹套,多个所述螺纹套安装在一一对应的多个所述螺纹套安装沉孔内,所述螺纹套安装沉孔的底部设有向下延伸到所述工装基板的下表面的基板通孔,所述基板通孔的孔壁上设有螺纹,所述顶紧螺钉的螺杆由下而上插入所述基板通孔内并与所述基板通孔孔壁上的螺纹连接,所述顶紧螺钉的螺杆上端用于顶紧所述螺杆类零件。
7.作为优选,为了稳固地安装螺纹套,所述工装基板上位于每个所述螺纹套安装沉孔相对两侧外的位置设有安装螺孔,所述螺纹套上位于所述螺纹孔相对两侧外的位置设有安装通孔,安装螺钉由上而下穿过对应的所述安装通孔后与对应的所述安装螺孔连接。
8.作为优选,为了更加精确地安装螺纹套、实现对螺杆类零件更好的顶紧效果并避免顶紧螺钉的螺帽外露,所述基板通孔由上而下依次包括螺纹套定位孔、螺纹连接孔和螺钉帽定位孔,所述螺纹套定位孔和所述螺钉帽定位孔的孔径均大于所述螺纹连接孔的孔径,所述基板通孔孔壁上用于与所述顶紧螺钉连接的螺纹设于所述螺纹连接孔的孔壁上,所述螺纹套的下端中心位置设有定位管,所述顶紧螺钉的螺杆的上段无外螺纹且下段设有
外螺纹,所述定位管的竖向通孔孔径大于所述顶紧螺钉的螺杆的上段,所述定位管置于所述螺纹套定位孔内,所述顶紧螺钉的螺杆的下段与所述螺纹连接孔连接,所述顶紧螺钉的螺帽置于所述螺钉帽定位孔内。
9.本实用新型的有益效果在于:
10.本实用新型将多个螺纹套安装在一个工装基板上,从而可以将多个螺杆类零件安装在工装基板上,可以减少装夹次数,多个螺杆类零件排版一次完成,减轻操作者的生产强度,加工过程中,操作人员可以合理利用机外等待时间,装夹可以在机外完成,提高了生产效率;同时,通过在工装基板的下部安装顶紧螺钉,可以由下而上将螺杆类零件顶紧,达到防止加工过程中螺杆类零件发生转动的问题,提高了加工质量,提高了零件合格率。
附图说明
11.图1是螺杆类零件的立体图;
12.图2是本实用新型所述用于批量加工螺杆类零件的锁紧装置的工装基板的立体图;
13.图3是本实用新型所述用于批量加工螺杆类零件的锁紧装置的螺纹套的立体图;
14.图4是本实用新型所述用于批量加工螺杆类零件的锁紧装置的顶紧螺钉的立体图;
15.图5是本实用新型所述用于批量加工螺杆类零件的锁紧装置应用时的立体图;
16.图6是本实用新型所述用于批量加工螺杆类零件的锁紧装置应用时的局剖立体结构示意图。
具体实施方式
17.下面结合附图对本实用新型作进一步说明:
18.如图1
‑
图6所示,本实用新型所述用于批量加工螺杆类零件的锁紧装置包括工装基板4、螺纹套7和顶紧螺钉11,横向的工装基板4的上面设有多个螺纹套安装沉孔5,螺纹套7上设有竖向且用于与螺杆类零件1的外螺纹段2连接的螺纹孔9,螺纹孔9竖向贯穿螺纹套7,多个螺纹套7安装在一一对应的多个螺纹套安装沉孔5内,螺纹套安装沉孔5的底部设有向下延伸到工装基板4的下表面的基板通孔(图2和图5中不可视,图6中被遮挡),所述基板通孔的孔壁上设有螺纹,顶紧螺钉11的螺杆由下而上插入所述基板通孔内并与所述基板通孔孔壁上的螺纹连接,顶紧螺钉11的螺杆上端用于顶紧螺杆类零件1。作为优选,工装基板4上位于每个螺纹套安装沉孔5相对两侧外的位置设有安装螺孔6,螺纹套7上位于螺纹孔9相对两侧外的位置设有安装通孔9,安装螺钉(图中未示出)由上而下穿过对应的安装通孔9后与对应的安装螺孔6连接;所述基板通孔由上而下依次包括螺纹套定位孔、螺纹连接孔和螺钉帽定位孔(三个孔在图2和图5中不可视,图6中被遮挡),所述螺纹套定位孔和所述螺钉帽定位孔的孔径均大于所述螺纹连接孔的孔径,所述基板通孔孔壁上用于与顶紧螺钉11连接的螺纹设于所述螺纹连接孔的孔壁上,螺纹套7的下端中心位置设有定位管10,顶紧螺钉11的螺杆的上段12无外螺纹且下段13设有外螺纹,定位管10的竖向通孔孔径大于顶紧螺钉11的螺杆的上段12,定位管10置于所述螺纹套定位孔内,顶紧螺钉11的螺杆的下段13与所述螺纹连接孔连接,顶紧螺钉11的螺帽14置于所述螺钉帽定位孔内。
19.如图1
‑
图6所示,应用时,先将多个螺纹套7全部安装在工装基板4上的多个螺纹套安装沉孔5内,然后将多个待加工的螺杆类零件1分别安装在多个螺纹套7上,然后再将多个顶紧螺钉11由下而上安装在所述基板通孔内,并利用顶紧螺钉11的螺杆顶端顶紧螺杆类零件1的下端,即完成多个螺杆类零件1的夹持锁紧,然后就可以进行加工作业了。加工完成后,先将顶紧螺钉11松开,然后就可以将加工后的螺杆类零件1取下。实际应用中,为了进一步提高效率,可以准备两套工装,在对一套工装上的多个螺杆类零件1进行加工的同时,可以在另一套工装上按上述方式安装其它待加工的螺杆类零件1,两套工装相互切换,减少了频繁装夹的操作,同时也提高了生产效率。
20.上述实施例只是本实用新型的较佳实施例,并不是对本实用新型技术方案的限制,只要是不经过创造性劳动即可在上述实施例的基础上实现的技术方案,均应视为落入本实用新型专利的权利保护范围内。
技术特征:
1.一种用于批量加工螺杆类零件的锁紧装置,其特征在于:包括工装基板、螺纹套和顶紧螺钉,横向的所述工装基板的上面设有多个螺纹套安装沉孔,所述螺纹套上设有竖向且用于与所述螺杆类零件的外螺纹段连接的螺纹孔,所述螺纹孔竖向贯穿所述螺纹套,多个所述螺纹套安装在一一对应的多个所述螺纹套安装沉孔内,所述螺纹套安装沉孔的底部设有向下延伸到所述工装基板的下表面的基板通孔,所述基板通孔的孔壁上设有螺纹,所述顶紧螺钉的螺杆由下而上插入所述基板通孔内并与所述基板通孔孔壁上的螺纹连接,所述顶紧螺钉的螺杆上端用于顶紧所述螺杆类零件。2.根据权利要求1所述的用于批量加工螺杆类零件的锁紧装置,其特征在于:所述工装基板上位于每个所述螺纹套安装沉孔相对两侧外的位置设有安装螺孔,所述螺纹套上位于所述螺纹孔相对两侧外的位置设有安装通孔,安装螺钉由上而下穿过对应的所述安装通孔后与对应的所述安装螺孔连接。3.根据权利要求1或2所述的用于批量加工螺杆类零件的锁紧装置,其特征在于:所述基板通孔由上而下依次包括螺纹套定位孔、螺纹连接孔和螺钉帽定位孔,所述螺纹套定位孔和所述螺钉帽定位孔的孔径均大于所述螺纹连接孔的孔径,所述基板通孔孔壁上用于与所述顶紧螺钉连接的螺纹设于所述螺纹连接孔的孔壁上,所述螺纹套的下端中心位置设有定位管,所述顶紧螺钉的螺杆的上段无外螺纹且下段设有外螺纹,所述定位管的竖向通孔孔径大于所述顶紧螺钉的螺杆的上段,所述定位管置于所述螺纹套定位孔内,所述顶紧螺钉的螺杆的下段与所述螺纹连接孔连接,所述顶紧螺钉的螺帽置于所述螺钉帽定位孔内。
技术总结
本实用新型公开了一种用于批量加工螺杆类零件的锁紧装置,包括工装基板、螺纹套和顶紧螺钉,工装基板的上面设有多个螺纹套安装沉孔,螺纹套上设有螺纹孔,多个螺纹套安装在多个螺纹套安装沉孔内,螺纹套安装沉孔的底部设有向下延伸到工装基板的下表面的基板通孔,基板通孔的孔壁上设有螺纹,顶紧螺钉的螺杆由下而上插入基板通孔内并与基板通孔孔壁上的螺纹连接,顶紧螺钉的螺杆上端用于顶紧螺杆类零件。本实用新型将多个螺杆类零件安装在工装基板上,可以减少装夹次数,多个螺杆类零件排版一次完成,减轻操作者的生产强度,提高了生产效率;同时,通过在工装基板的下部安装顶紧螺钉,可以由下而上将螺杆类零件顶紧,提高了加工质量。工质量。工质量。
技术研发人员:李滔
受保护的技术使用者:成都威诺精密机械有限公司
技术研发日:2021.07.02
技术公布日:2021/12/17
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。