1.本技术涉及机械加工技术领域,尤其是涉及一种工件打磨工装。
背景技术:
2.球形类工件在最后的打磨工序中,大多数都存在固定困难的问题,每一次的重新定位都意味着加工误差的累积。
技术实现要素:
3.本技术实施例提供一种工件打磨工装,可以对球形类工件进行更加准确的定位。
4.本技术实施例的上述目的是通过以下技术方案得以实现的:
5.本技术实施例提供了一种工件打磨工装,包括:
6.固定底座;
7.半球形凹槽,设在固定底座上;
8.环形槽,设在固定底座上并与半球形凹槽连通;
9.第一气道,设在半球形凹槽的内壁上;以及
10.第二气道,一端进入到固定底座后与半球形凹槽连通;
11.其中,半球形凹槽半径与环形槽的宽度之和小于环形槽的最大外径;第一气道的数量为多个并均与第二气道连通。
12.在本技术实施例的一种可能的实现方式中,第一气道的宽度为0.2
‑
0.5mm。
13.在本技术实施例的一种可能的实现方式中,第一气道的深度为0.2
‑
0.5mm。
14.在本技术实施例的一种可能的实现方式中,第一气道的边缘与半球形凹槽内壁的接合处设有圆滑过渡。
15.在本技术实施例的一种可能的实现方式中,第二气道与半球形凹槽内壁的接合处设有圆滑过渡。
16.在本技术实施例的一种可能的实现方式中,第一气道与环形槽连通。
附图说明
17.图1是本技术实施例提供的一种工件打磨工装的主视图。
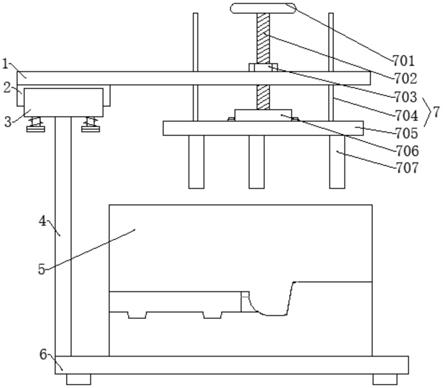
18.图2是基于图1给出的使用示意图。
19.图3是基于图1给出的俯视图。
20.图4是本技术实施例提供的一种显示第一气道与工件接触时的局部示意图。
21.图5是本技术实施例提供的一种显示第二气道与工件接触时的局部示意图。
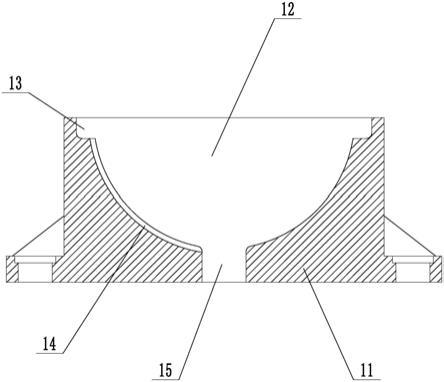
22.图中,11、固定底座,12、半球形凹槽,13、环形槽,14、第一气道,15、第二气道。
具体实施方式
23.以下结合附图,对本技术中的技术方案作进一步详细说明。
24.请参阅图1至图3,为本技术实施例公开的一种工件打磨工装,该工装由半球形凹槽12、半球形凹槽12、环形槽13、第一气道14和第二气道15等组成,具体的说,固定底座11的作用是作为加工设备与工件之间的过渡,固定底座11固定安装在加工设备上,工件安装在固定底座11上的半球形凹槽12内。
25.环形槽13设在固定底座11上并与半球形凹槽12连通,更具体的说,环形槽13和半球形凹槽12位于固定底座11的同一个面上。环形槽13的作用是放置密封圈,作用是避免外界的空气进去到工件与半球形凹槽12之间的缝隙中。
26.环形槽13与半球形凹槽12是相通的,从数据的角度看,半球形凹槽12半径与环形槽13的宽度之和小于环形槽13的最大外径,这样可以保证密封圈的主体部分位于环形槽13内,但是可以贴合在半球形凹槽12内的工件的表面上。
27.当工件与半球形凹槽12内壁之间的空气被抽出时,外部的空气会向密封圈施加压力,使密封圈发生变形,与工件贴合的更加紧密,一方面,能够保证工件能够吸附在半球形凹槽12内壁上,另一方面,密封圈也能够起到一定的固定作用,降低工件与固定底座11发生相对滑动的可能。
28.第一气道14的数量为多个,均设在半球形凹槽12的内壁上,第二气道15的数量为一个,一端伸入到固定底座11后与半球形凹槽12和第一气道14连通。通过第二气道15抽气时,第一气道14内的空气会被抽出,此时,第一气道14内的气压下降,外部的空气会向工件施加压力,将工件固定在半球形凹槽12内。
29.在一些可能的实现方式中,第一气道14围绕半球形凹槽12的轴线在半球形凹槽12的内壁上均匀设置,相邻的半球形凹槽12之间的距离是相等的,这样可以使工件的受力更加均匀,不会出现局部受力过大或者过小的现象。一方面有利于保证工件的固定是比较稳定的,另一方面,也能够避免工件受力不均导致的局部变形。
30.整体而言,本技术实施例提供的工件打磨工装,使用气压的方式将工件固定在固定底座11上的半球形凹槽12内,通过密封圈来隔离外部空气流入到工件与半球形凹槽12内壁之间的缝隙中,并通过多个第一气道14均匀分布的方式来保证工件的受力均匀。
31.这种方式以工件与半球形凹槽12内壁接触的部分表面作为施力点,可以使工件表面的受力更加均匀,在保证固定的同时有效避免了可能出现的局部变形,兼顾了加工质量与加工时的稳定程度。
32.作为申请提供的工件打磨工装的一种具体实施方式,第一气道14的宽度为0.2
‑
0.5mm,对第一气道14宽度限制的主要目的是保证接触面积。
33.应理解,工件与半球形凹槽12内壁接触的面积是一定的,第一气道14的宽度越大,工件与半球形凹槽12内壁的实际接触面积就越小,另外,第一气道14的宽度越大,就越有可能造成工件表面位于第一气道14部分处的压痕或者形变。
34.因为工件的该部分表面没有支撑,在外部空气对工件施加压力时,会发生弹性形变,当弹性形变超过允许的限度时,就会出现不可逆的损伤。因此,需要将第一气道14的宽度限制在合适的范围内。
35.进一步地,将第一气道14的深度限制在0.2
‑
0.5mm,对第一气道14深度限制的主要目的是将工件的部分没有与半球形凹槽12内壁接触的表面的形变限制在合适的范围内。
36.应理解,在宽度一定的前提下,第一气道14的深度越深,对与之对应的工件部分表
面的吸力也就越大,也就越可能导致工件该部分表面发生不可逆的形变,限制了第一气道14的深度后,能够降低该部分表面发生不可逆形变的可能。
37.请参阅图4,作为申请提供的工件打磨工装的一种具体实施方式,在第一气道14的边缘与半球形凹槽12内壁的接合处设有圆滑过渡,圆滑过渡的作用是避免在工件的表面上形成按压伤。
38.应理解,没有圆滑过渡时,第一气道14的边缘与工件表面之间是线接触,线接触容易导致应力集中,当压力过大时,就会在工件的表面造成压痕。
39.增加了圆滑过渡后,第一气道14的边缘与工件表面之间的接触由线接触变为了面接触,具体的说,在此处即使工件发生了形变,接触的方式也不会改变,能够始终保持在面接触的接触状态。
40.请参阅图4,作为申请提供的工件打磨工装的一种具体实施方式,第二气道15与半球形凹槽12内壁的接合处设有圆滑过渡,圆滑过渡的作用是避免在工件的表面上形成按压伤。
41.应理解,没有圆滑过渡时,第二气道15的边缘与工件表面之间是线接触,线接触容易导致应力集中,当压力过大时,就会在工件的表面造成压痕。
42.增加了圆滑过渡后,第二气道15的边缘与工件表面之间的接触由线接触变为了面接触,具体的说,在此处即使工件发生了形变,接触的方式也不会改变,能够始终保持在面接触的接触状态。
43.作为申请提供的工件打磨工装的一种具体实施方式,将第一气道14与环形槽13连通,连通后,在通过第二气道15抽取空气时,密封垫的形变程度更大,也工件的贴合也就更加紧密,能够进一步提高工件与半球形凹槽12连接的稳固性。
44.本具体实施方式的实施例均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。