1.本实用新型涉及熔模铸造模具领域,具体涉及一种方便内嵌件定位的熔模铸造模具。
背景技术:
2.熔模铸造又称"失蜡铸造",熔模铸造通常是指在易熔材料制成模样,在模样表面包覆若干层耐火材料制成型壳,再将模样熔化排出型壳,从而获得无分型面的铸型,经高温焙烧后即可填砂浇注的铸造方案,熔模铸件的形状一般都比较复杂,由于其能够在生产中将一些原来由几个零件组合而成的部件,通过改变零件的结构,设计成为整体零件而直接由熔模铸造铸出,继而节省了加工工时和金属材料的消耗,使零件结构更为合理,熔模铸造模具是完成铸造的核心部件,熔模铸造模具在使用过程中需要通过设置内嵌件的方式来使铸件的结构更为合理和准确,但是目前内嵌件在熔模铸造模具上设置时,定位困难且不易组合到位,造成最终铸件的铸造效果并不理想。
技术实现要素:
3.本实用新型的目的就在于为了解决上述问题而提供一种方便内嵌件定位的熔模铸造模具,通过拧动螺柱转动的方式带动压杆下降将内嵌件结构准确的压入模具本体的顶部来完成定位组合,对内嵌件结构的定位压紧简单易操作,确保了内嵌件结构设置的过程中能够方便快速的定位并组合到位,详见下文阐述。
4.为实现上述目的,本实用新型提供了以下技术方案:
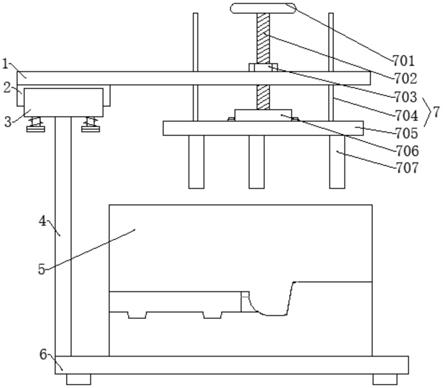
5.本实用新型提供的一种方便内嵌件定位的熔模铸造模具,包括底座和模具本体,所述底座水平设置,所述底座的顶面中部固定有所述模具本体,所述底座的顶面一侧竖直固定有侧座,所述侧座的顶面水平固定有固定座,所述固定座的顶部沿横向开设有配合槽,所述固定座的底部两侧均竖直开设有安装孔,且所述安装孔均与所述配合槽连通,所述安装孔均同轴设置有锁定组件;
6.所述模具本体的上部水平悬设有顶板,所述顶板的一侧底面固定有配合座,且所述配合座与所述配合槽横向滑动配合,所述配合座的底面两侧均竖直开设有限位孔,所述限位孔与所述锁定组件一一对应且竖向滑动配合;
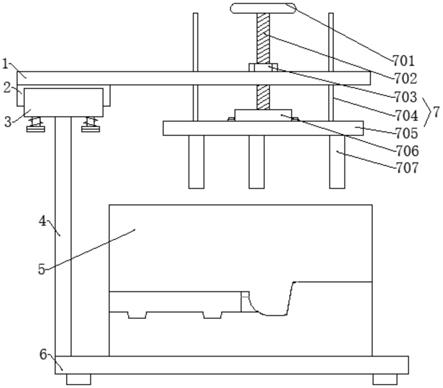
7.所述顶板的另一侧设置有能够竖向升降并锁止的定位下压组件,所述模具本体的顶部竖向插装有多个内嵌件结构,且所述内嵌件结构与所述定位下压组件的下部竖向对照。
8.作为优选,所述定位下压组件包括螺柱和锁紧螺母,所述螺柱竖向设置且与所述顶板啮合,所述螺柱靠近所述模具本体的底端设置有轴承座,所述轴承座的顶部通过内置的回转轴承的与所述螺柱转动连接,所述轴承座的底部水平固定有压板,所述压板的底面竖直固定有多个压杆,且所述压杆与所述内嵌件结构一一竖向对照,所述螺柱伸出所述顶板顶面的部分啮合有所述锁紧螺母。
9.作为优选,所述螺柱的顶端固定有手轮。
10.作为优选,所述压杆均为实心杆且底端为平头。
11.作为优选,所述顶板在所述螺柱两侧的位置均竖直开设有导向孔,所述导向孔均滑动配合有导杆,且所述导杆的顶端不固定,所述导杆的底端均固定在所述压板顶面。
12.作为优选,所述配合槽为燕尾型槽或工字槽的一种。
13.作为优选,所述锁定组件包括限位杆和手柄,所述限位杆与对应的所述安装孔竖向滑动配合,所述限位杆的顶端分别与对应的所述限位孔竖向滑动配合,所述限位杆伸出所述固定座底面的底端均固定有所述手柄,所述限位杆位于所述手柄和所述固定座底面之间的部分均间隙配合有弹簧,且所述弹簧两端分别与所述手柄和所述固定座固定连接。
14.采用上述一种方便内嵌件定位的熔模铸造模具,初始时,所述限位杆与所述限位孔竖向滑动配合,同时所述配合座与所述配合槽横向滑动配合,则此时通过所述限位杆与所述限位孔的配合能够锁止所述配合座无法脱出所述配合槽,从而此时所述顶板被可拆卸的固定在所述固定座顶部,同时所述定位下压组件的所述压杆与所述内嵌件组件分别竖向对照的状态也被锁止,使用时,同时手持所述手柄下拉所述限位杆均脱出所述限位孔,此过程中所述弹簧被拉伸,后保持所述限位杆的下拉即可滑移所述配合座横向脱出所述配合槽,所述顶板及所述定位下压组件随即被取下,后将所述内嵌件组件分别竖向插在所述模具本体顶部对应的孔位,之后再次使所述顶板的所述配合座与所述配合槽横向对照并滑槽,再次同时下拉所述限位杆均收入对应的所述安装孔,避免所述限位杆干涉到所述配合座的滑入,当所述配合座横向滑移至所述限位杆再次与所述限位孔分别对照时松开所述手柄,所述弹簧随即释放拉伸状态而带动所述限位杆插入对应的所述限位孔,以此来再次完成所述顶板及所述下压定位组件的快速固定,上拧所述锁紧螺母靠近所述手轮,后通过拧动所述手轮带动所述螺柱正转的方式使所述压板下降,此过程中通过所述导杆沿所述导向孔滑移的方式能够对所述压板下降进行约束导向,同时所述压板下降的过程中带动所述压杆下降并下压对应的所述内嵌件结构,当所述螺柱被拧动至施力也不能继续拧动时则表示所述压杆将对应的所述内嵌件结构准确的定位压紧入所述模具本体的顶部,继而来实现所述内嵌件组件与所述模具本体的定位组合,对所述内嵌件结构的定位压紧简单易操作,确保了所述内嵌件结构设置的过程中能够方便快速的定位并组合到位,有利于提升铸件的铸造质量,同时由于通过所述配合座与所述配合槽水平滑动配合和所述限位杆与所述限位孔竖向滑动配合的方式将所述定位下压组件可拆卸的固定在所述模具本体的上方,而仅需外拉所述限位杆均脱出所述限位孔后即可使所述配合座滑出所述配合槽将所述定位下压组件取下,拆装方式简单易操作,便于及时的取下所述定位下压组件来防止干扰到后续正常的浇铸工序。
15.有益效果在于:1、本实用新型通过拧动螺柱转动的方式带动压杆下降将内嵌件结构准确的压入模具本体的顶部来完成定位组合,对内嵌件结构的定位压紧简单易操作,确保了内嵌件结构设置的过程中能够方便快速的定位并组合到位,有利于提升铸件的铸造质量;
16.2、通过配合座与配合槽水平滑动配合和限位杆与限位孔竖向滑动配合的方式将定位下压组件可拆卸的固定在模具本体的上方,仅需外拉限位杆均脱出限位孔后即可使配合座滑出配合槽而将定位下压组件取下,拆装方式简单易操作,便于及时的取下定位下压
组件来防止干扰到后续正常的浇铸工序。
附图说明
17.为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
18.图1是本实用新型的正视外部图;
19.图2是本实用新型图1的正视剖视图;
20.图3是本实用新型图1的左视外部图;
21.图4是本实用新型图1的右视外部图;
22.图5是本实用新型图1的俯视剖视图。
23.附图标记说明如下:
24.1、顶板;101、导向孔;2、配合座;201、限位孔;3、固定座;301、配合槽;302、安装孔;4、侧座;5、模具本体;501、内嵌件结构;6、底座;7、定位下压组件;701、手轮;702、螺柱;703、锁紧螺母;704、导杆;705、压板;706、轴承座;707、压杆;708、回转轴承;8、锁定组件;801、限位杆;802、弹簧;803、手柄。
具体实施方式
25.为使本实用新型的目的、技术方案和优点更加清楚,下面将对本实用新型的技术方案进行详细的描述。显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动的前提下所得到的所有其它实施方式,都属于本实用新型所保护的范围。
26.参见图1
‑
图5所示,本实用新型提供了一种方便内嵌件定位的熔模铸造模具,包括底座6和模具本体5,底座6水平设置,底座6的顶面中部固定有模具本体5,底座6的顶面一侧竖直固定有侧座4,侧座4的顶面水平固定有固定座3,固定座3的顶部沿横向开设有配合槽301,固定座3的底部两侧均竖直开设有安装孔302,且安装孔302均与配合槽301连通,安装孔302均同轴设置有锁定组件8。模具本体5的上部水平悬设有顶板1,顶板1的一侧底面固定有配合座2,且配合座2与配合槽301横向滑动配合,配合座2的底面两侧均竖直开设有限位孔201,限位孔201与锁定组件8一一对应且竖向滑动配合。顶板1的另一侧设置有能够竖向升降并锁止的定位下压组件7,模具本体5的顶部竖向插装有多个内嵌件结构501,且内嵌件结构501与定位下压组件7的下部竖向对照。
27.作为本案优选的方案,定位下压组件7包括螺柱702和锁紧螺母703,螺柱702竖向设置且与顶板1啮合,螺柱702靠近模具本体5的底端设置有轴承座706,轴承座706的顶部通过内置的回转轴承708的与螺柱702转动连接,轴承座706的底部水平固定有压板705,压板705的底面竖直固定有多个压杆707,且压杆707与内嵌件结构501一一竖向对照,螺柱702伸出顶板1顶面的部分啮合有锁紧螺母703,如此设置,便于通过拧动螺柱702正转的方式带动压杆707将内嵌件结构501定位压入模具本体5顶部,同时便于通过螺柱702反转的方式带动压杆707在将内嵌件结构501定位压入模具本体5顶部后上升离开,螺柱702的顶端固定有手
轮701,如此设置,便于通过手持手轮701施力的方式转动螺柱702。
28.压杆707均为实心杆且底端为平头,优选压杆707的底端均持平,如此设置,便于通过压杆707下压的方式将内嵌件结构501准确的压入模具本体5的顶部来完成定位组合,顶板1在螺柱702两侧的位置均竖直开设有导向孔101,导向孔101均滑动配合有导杆704,且导杆704的顶端不固定,导杆704的底端均固定在压板705顶面,如此设置,便于通过导杆704沿导向孔101竖向滑移的方式来防止压板705升降的过程中随螺柱702水平转动错位。
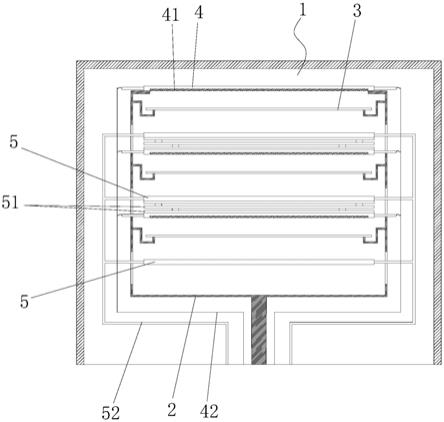
29.配合槽301为燕尾型槽或工字槽的一种,如此设置,便于配合座2仅能沿配合槽301横向滑移且无法从其它方向脱出,锁定组件8包括限位杆801和手柄803,限位杆801与对应的安装孔302竖向滑动配合,限位杆801的顶端分别与对应的限位孔201竖向滑动配合,限位杆801伸出固定座3底面的底端均固定有手柄803,限位杆801位于手柄803和固定座3底面之间的部分均间隙配合有弹簧802,且弹簧802两端分别与手柄803和固定座3固定连接,如此设置,便于通过限位杆801与限位孔201配合的方式来锁止配合座2无法脱出配合槽301,同时便于通过限位杆801脱出限位孔201的方式来解除对配合座2无法脱出配合槽301的限制。
30.采用上述结构,初始时,限位杆801与限位孔201竖向滑动配合,同时配合座2与配合槽301横向滑动配合,则此时通过限位杆801与限位孔201的配合能够锁止配合座2无法脱出配合槽301,从而此时顶板1被可拆卸的固定在固定座3顶部,同时定位下压组件7的压杆707与内嵌件组件分别竖向对照的状态也被锁止,使用时,同时手持手柄803下拉限位杆801均脱出限位孔201,此过程中弹簧802被拉伸,后保持限位杆801的下拉即可滑移配合座2横向脱出配合槽301,顶板1及定位下压组件7随即被取下,后将内嵌件组件分别竖向插在模具本体5顶部对应的孔位,之后再次使顶板1的配合座2与配合槽301横向对照并滑槽,再次同时下拉限位杆801均收入对应的安装孔302,避免限位杆801干涉到配合座2的滑入,当配合座2横向滑移至限位杆801再次与限位孔201分别对照时松开手柄803,弹簧802随即释放拉伸状态而带动限位杆801插入对应的限位孔201,以此来再次完成顶板1及下压定位组件的快速固定,上拧锁紧螺母703靠近手轮701,后通过拧动手轮701带动螺柱702正转的方式使压板705下降,此过程中通过导杆704沿导向孔101滑移的方式能够对压板705下降进行约束导向,同时压板705下降的过程中带动压杆707下降并下压对应的内嵌件结构501,当螺柱702被拧动至施力也不能继续拧动时则表示压杆707将对应的内嵌件结构501准确的定位压紧入模具本体5的顶部,继而来实现内嵌件组件与模具本体5的定位组合,对内嵌件结构501的定位压紧简单易操作,确保了内嵌件结构501设置的过程中能够方便快速的定位并组合到位,有利于提升铸件的铸造质量,同时由于通过配合座2与配合槽301水平滑动配合和限位杆801与限位孔201竖向滑动配合的方式将定位下压组件7可拆卸的固定在模具本体5的上方,而仅需外拉限位杆801均脱出限位孔201后即可使配合座2滑出配合槽301将定位下压组件7取下,拆装方式简单易操作,便于及时的取下定位下压组件7来防止干扰到后续正常的浇铸工序。
31.以上所述,仅为本实用新型的具体实施方式,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,可轻易想到变化或替换,都应涵盖在本实用新型的保护范围之内。因此,本实用新型的保护范围应以所述权利要求的保护范围为准。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。