1.本实用新型涉及注塑工艺技术领域,具体是一种注塑产品预置长铜套的防变形机构。
背景技术:
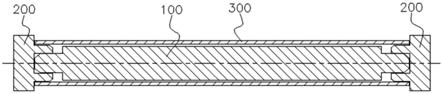
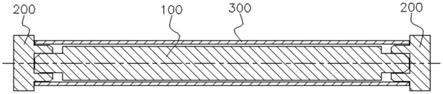
2.很多注塑产品中需要镶嵌铜套,铜套镶嵌主要采用两种方式,一种是在产品注塑成型之后将铜套压合到铜套镶嵌孔内;另一种是先将铜套内置于注塑模具内,在注塑成型后铜套直接镶嵌与注塑产品内。对于一般长度在20mm左右的短铜套而言,上述两种方式都可以采用,且得到的注塑产品性能都可以满足使用需求。但有些注塑产品中铜套长度很长,例如,在如附图1中所示的储能箱的电源托盘架中,有两根沿电源单元移动方向设置的长铜套300,两根长铜套长度都在200mm左右。对于上述长铜套,第一种方式不能适用,主要是长铜套镶嵌孔尺寸精度难以保证,长铜套压入困难。而在采用第二种方式时,由于注塑压力、冷热变形等因素的影响,长铜套很容易发生严重变形,进而导致电源单元无法顺利装入储能箱内。
技术实现要素:
3.为了克服上述现有技术的不足,本实用新型的目的是提供了一种注塑产品预置长铜套的防变形机构。
4.为达到上述目的,本实用新型解决其技术问题所采用的技术方案是:一种注塑产品预置长铜套的防变形机构,包括内置圆棒和两个定位滑块,所述内置圆棒设置于长铜套的内孔中,以所述长铜套的内径为d1,则所述内置圆棒的外径d2=d1‑
(0.08~0.15)mm;两个所述定位滑块分别设置在对应于长铜套两端位置的注塑模具上,所述定位滑块上设有与长铜套端部相匹配的定位结构。
5.采用本实用新型技术方案,在注塑成型之前,先将内置圆棒预置于长铜套内,在整个注塑成型过程中,内置圆棒保持在长铜套内,在产品注塑成型后,再将内置圆棒从长铜套内抽出。内置圆棒具有较高的结构强度,能够有效防止长铜套在注塑成型过程中发生的内孔变形以及弯曲变形;内置圆棒与长铜套之间保持合理的间隙,既确保对长铜套的防变形效果,又能方便内置圆棒的顺利取出。
6.进一步地,所述内置圆棒的两端设有定位轴部,所述定位滑块的端面设有定位凸环,所述定位凸环的外圆柱面与所述长铜套端部内孔相匹配,所述定位凸环的内孔与所述内置圆棒的定位轴部外圆柱面相匹配。
7.采用上述优选的方案,定位滑块对长铜套和内置圆棒同步同心定位,提高防变形效果。
8.进一步地,所述定位滑块上的定位凸环外径d3=d1‑
(0.013~0.032)mm。
9.采用上述优选的方案,提高对长铜套的定位精度。
10.进一步地,所述定位凸环的外圆柱面端部设有第一倒角。
11.采用上述优选的方案,起到导向作用,方便定位凸环顺利进入长铜套端部内孔。
12.进一步地,以所述内置圆棒的定位轴部外径d4,则定位凸环的内孔孔径d5=d4 (0.013~0.032)mm。
13.采用上述优选的方案,提高对内置圆棒的定位精度。
14.进一步地,所述定位轴部的端部设有第二倒角。
15.采用上述优选的方案,起到导向作用,方便内置圆棒顺利进入定位凸环内孔。
16.进一步地,所述内置圆棒为空心圆棒,在横截面上,所述内置圆棒包括外环体部、内环体部和连接在所述内环体部和外环体部之间的辐条部。
17.采用上述优选的方案,减轻内置圆棒的重量,方便周转使用。
18.进一步地,所述定位轴部为金属轴,金属轴一端内嵌于所述内置圆棒的内环体部内孔。
19.采用上述优选的方案,制造方便。
附图说明
20.为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
21.图1是储能箱的电源托盘架的结构示意图;
22.图2是本实用新型一种实施方式的结构示意图;
23.图3是长铜套的结构示意图;
24.图4是内置圆棒的结构示意图;
25.图5是定位滑块的结构示意图;
26.图6是内置圆棒另一种实施方式的截面图。
27.图中数字和字母所表示的相应部件的名称:
28.100
‑
内置圆棒;1001
‑
外环体部;1002
‑
内环体部;1003
‑
辐条部;101
‑
定位轴部;102
‑
第二倒角;200
‑
定位滑块;201
‑
定位凸环;202
‑
第一倒角;300
‑
长铜套。
具体实施方式
29.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
30.如图2
‑
5所示,在本实用新型的一种实施方式中,一种注塑产品预置长铜套的防变形机构,包括内置圆棒100和两个定位滑块200,内置圆棒100设置于长铜套300的内孔中,以长铜套300的内径为d1,则内置圆棒100的外径d2=d1‑
(0.08~0.15)mm;两个定位滑块200分别设置在对应于长铜套两端位置的注塑模具上,定位滑块200上设有与长铜套300端部相匹配的定位结构。
31.采用上述技术方案的有益效果是:在注塑成型之前,先将内置圆棒预置于长铜套
内,在整个注塑成型过程中,内置圆棒保持在长铜套内,在产品注塑成型后,再将内置圆棒从长铜套内抽出。内置圆棒具有较高的结构强度,能够有效防止长铜套在注塑成型过程中发生的内孔变形以及弯曲变形;内置圆棒与长铜套之间保持合理的间隙,既确保对长铜套的防变形效果,又能方便内置圆棒的顺利取出。
32.如图2
‑
5所示,在本实用新型的另一些实施方式中,内置圆棒100的两端设有定位轴部101,定位滑块200的端面设有定位凸环201,定位凸环201的外圆柱面与长铜套300端部内孔相匹配,定位凸环201的内孔与内置圆棒100的定位轴部外圆柱面相匹配。采用上述技术方案的有益效果是:定位滑块对长铜套和内置圆棒同步同心定位,提高防变形效果。
33.如图4、5所示,在本实用新型的另一些实施方式中,定位滑块上的定位凸环201外径d3=d1‑
(0.013~0.032)mm。采用上述技术方案的有益效果是:提高对长铜套的定位精度。
34.如图5所示,在本实用新型的另一些实施方式中,定位凸环的外圆柱面端部设有第一倒角202。采用上述技术方案的有益效果是:起到导向作用,方便定位凸环顺利进入长铜套端部内孔。
35.如图4、5所示,在本实用新型的另一些实施方式中,以内置圆棒的定位轴部101外径d4,则定位凸环201的内孔孔径d5=d4 (0.013~0.032)mm。采用上述技术方案的有益效果是:提高对内置圆棒的定位精度。
36.如图4所示,在本实用新型的另一些实施方式中,定位轴部101的端部设有第二倒角102。采用上述技术方案的有益效果是:起到导向作用,方便内置圆棒顺利进入定位凸环内孔。
37.如图6所示,在本实用新型的另一些实施方式中,内置圆棒为空心圆棒,在横截面上,内置圆棒100包括外环体部1001、内环体部1002和连接在所述内环体部和外环体部之间的辐条部1003。采用上述技术方案的有益效果是:减轻内置圆棒的重量,方便周转使用。
38.在本实用新型的另一些实施方式中,所述定位轴部为金属轴,金属轴一端内嵌于所述内置圆棒的内环体部内孔,制造方便。
39.上述实施例只为说明本实用新型的技术构思及特点,其目的在于让本领域普通技术人员能够了解本实用新型的内容并加以实施,并不能以此限制本实用新型的保护范围,凡根据本实用新型精神实质所作的等效变化或修饰,都应涵盖在本实用新型的保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。