1.本实用新型涉及浇铸模具技术领域,具体为一种精确定量的电动车轮毂浇铸模具。
背景技术:
2.目前浇铸模具的浇铸量的多少由人工操作按钮进行电动控制,因此在人工浇铸的过程中需要作业人员有非常快的反应速度,一旦操作上稍有偏差将有可能浇铸出废品,也有可能出现浇铸量过大或过小,导致浇铸出来的轮毂的重量不达标,从而影响产品质量,且浇铸后需要金属自动冷凝,需要一端等待时间,增大生产时间,减少工作效率,因此,本领域技术人员提出了一种精确定量的电动车轮毂浇铸模具。
技术实现要素:
3.针对现有技术的不足,本实用新型提供了一种精确定量的电动车轮毂浇铸模具,解决了浇铸过程中浇铸量发出偏差以及等待金属液冷凝耗费时间的问题。
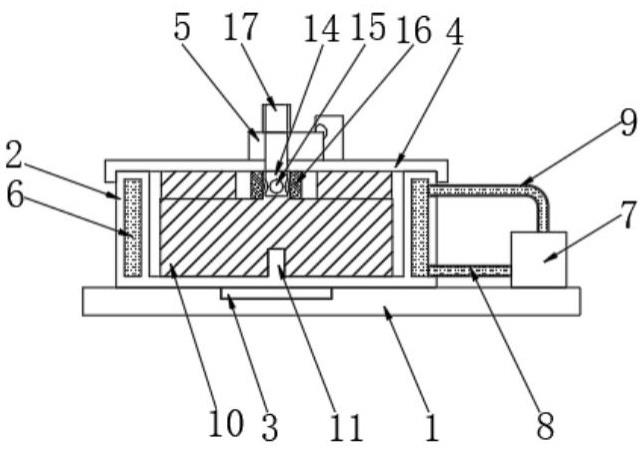
4.为实现以上目的,本实用新型通过以下技术方案予以实现:一种精确定量的电动车轮毂浇铸模具,包括底盘,所述底盘的上表面安装有外模具,所述底盘的上表面于外模具的正下方内嵌有称重传感器,所述外模具的上表面设置有封盖,所述封盖的上表面开设有开口,所述封盖的上表面于开口端口安装有电磁阀;
5.所述外模具的侧壁开设有有冷却腔,所述底盘的上表面于外模具一侧安装有水箱泵,所述水箱泵输出端安装有送水管,所述送水管一端与水箱泵连接,另一端与外模具连接,所述水箱泵输入端安装有回收管,所述回收管一端与水箱泵连接,另一端与外模具连接。
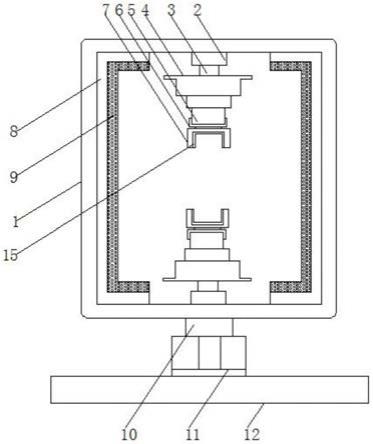
6.作为本实用新型进一步的技术方案,所述外模具的内底面中心安装有内模具,所述外模具的内底面中心安装有定位柱,所述内模具的下表面开设有与定位柱向相适配的定位槽。
7.作为本实用新型进一步的技术方案,所述内模具的上表面中心开设有圆盘槽,所述内模具的上表面于圆盘槽侧面呈矩形设置有四个车骨槽。
8.作为本实用新型进一步的技术方案,所述圆盘槽内底面安装有分料管,所述分料管侧面呈矩形设置有四个分料口,所述圆盘槽内底面于分料管侧面呈矩形设置有四个固定件模具。
9.作为本实用新型进一步的技术方案,所述内模具的上表面对应设置有两个外拓件,每个所述外拓件表面开设有通孔。
10.作为本实用新型进一步的技术方案,所述封盖的上表面开设有与外拓件相适配的定位孔,所述封盖的侧面对应安装有把手,所述电磁阀的上端安装有入料管。
11.有益效果
12.本实用新型提供了一种精确定量的电动车轮毂浇铸模具。与现有技术相比具备以
下有益效果:
13.1、一种精确定量的电动车轮毂浇铸模具,通过称重传感器对模具进行监测,当金属液进入模具后,模具重量会增加,直至称重传感器监测压力达到预定值,称重传感器控制电磁阀关闭,以此实现对金属液的定量添加,防止因为金属液浇铸量发生偏差导致成品不达标,增强了成品合格率,增加了工作效率。
14.2、一种精确定量的电动车轮毂浇铸模具,通过冷水机向冷却腔内注入冷水,来对外模具内壁进行降温,从而使金属液遇到低温内壁而加快冷凝,从而减少金属液冷凝时间,增加了工作效率。
附图说明
15.图1为一种精确定量的电动车轮毂浇铸模具的结构示意图;
16.图2为一种精确定量的电动车轮毂浇铸模具的剖视图;
17.图3为一种精确定量的电动车轮毂浇铸模具的拆解图;
18.图4为一种精确定量的电动车轮毂浇铸模具的俯视图;
19.图5为图3中a部分放大图。
20.图中:1、底盘;2、外模具;3、称重传感器;4、封盖;5、电磁阀;6、冷却腔;7、冷水机;8、送水管;9、回收管;10、内模具;11、定位柱;12、圆盘槽;13、车骨槽;14、分料管;15、分料口;16、固定件模具;17、入料管;18、外拓件;19、通孔;20、定位孔;21、把手。
具体实施方式
21.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
22.请参阅图1
‑
5,本实用新型提供一种精确定量的电动车轮毂浇铸模具技术方案:一种精确定量的电动车轮毂浇铸模具,包括底盘1,底盘1的上表面安装有外模具2,底盘1的上表面于外模具2的正下方内嵌有称重传感器3,外模具2的上表面设置有封盖4,封盖4的上表面开设有开口,封盖4的上表面于开口端口安装有电磁阀5;
23.外模具2的侧壁开设有有冷却腔6,底盘1的上表面于外模具2一侧安装有水箱泵7,水箱泵7输出端安装有送水管8,送水管8一端与水箱泵7连接,另一端与外模具2连接,水箱泵7输入端安装有回收管9,回收管9一端与水箱泵7连接,另一端与外模具2连接。
24.外模具2的内底面中心安装有内模具10,外模具2的内底面中心安装有定位柱11,内模具10的下表面开设有与定位柱11向相适配的定位槽,在使用时,定位柱11对内模具10起定位作用。
25.内模具10的上表面中心开设有圆盘槽12,内模具10的上表面于圆盘槽12侧面呈矩形设置有四个车骨槽13,圆盘槽12内底面安装有分料管14,分料管14侧面呈矩形设置有四个分料口15,圆盘槽12内底面于分料管14侧面呈矩形设置有四个固定件模具16,在使用时时,金属液从电磁阀5进入分料管14,再由分流口15流出,外模具2与内模具10决定浇铸形状。
26.内模具10的上表面对应设置有两个外拓件18,每个外拓件18表面开设有通孔19,封盖4的上表面开设有与外拓件18相适配的定位孔20,封盖4的侧面对应安装有把手21,电磁阀5的上端安装有入料管17,在使用时,通过提拉外拓件18将内模具连带成品取出。
27.本实用新型的工作原理:在使用时,打开电源,电磁阀5与称重传感器3运行,将输送管与入料管17连接,输送管输送金属液通过入料管以及电磁阀5进入分料管14,再由分料口15流出,流入外模具2与内模具10形成的空腔,称重传感器3对装置重量进行检测,直至压力达到预定值,代表金属液量已经达到预值,称重传感器3(型号采用xdwk6bjn)控制电磁阀5(型号采用2w030)关闭,输送管停止像模具内输送金属液,通过开关控制冷水机7运行,冷却水对外模具内壁降温,金属液与内壁发生热交换,加快金属液的冷凝,之后冷却水变热由回收管9进入冷水机7,冷水机7将热水制冷后重新由送水管8送入冷却腔6内,金属液变成成品后,打开封盖4,用工具穿过两个外拓件18的通孔19,上提工具,将内模具10和成品从外模具2中取出,然后将成品从内模具10表面取下,在将内模具10放回外模具2内,操作完成。
技术特征:
1.一种精确定量的电动车轮毂浇铸模具,包括底盘(1),其特征在于,所述底盘(1)的上表面安装有外模具(2),所述底盘(1)的上表面于外模具(2)的正下方内嵌有称重传感器(3),所述外模具(2)的上表面设置有封盖(4),所述封盖(4)的上表面开设有开口,所述封盖(4)的上表面于开口端口安装有电磁阀(5);所述外模具(2)的侧壁开设有冷却腔(6),所述底盘(1)的上表面于外模具(2)一侧安装有水箱泵(7),所述水箱泵(7)输出端安装有送水管(8),所述送水管(8)一端与水箱泵(7)连接,另一端与外模具(2)连接,所述水箱泵(7)输入端安装有回收管(9),所述回收管(9)一端与水箱泵(7)连接,另一端与外模具(2)连接。2.根据权利要求1所述的一种精确定量的电动车轮毂浇铸模具,其特征在于,所述外模具(2)的内底面中心安装有内模具(10),所述外模具(2)的内底面中心安装有定位柱(11),所述内模具(10)的下表面开设有与定位柱(11)相适配的定位槽。3.根据权利要求2所述的一种精确定量的电动车轮毂浇铸模具,其特征在于,所述内模具(10)的上表面中心开设有圆盘槽(12),所述内模具(10)的上表面于圆盘槽(12)侧面呈矩形设置有四个车骨槽(13)。4.根据权利要求3所述的一种精确定量的电动车轮毂浇铸模具,其特征在于,所述圆盘槽(12)内底面安装有分料管(14),所述分料管(14)侧面呈矩形设置有四个分料口(15),所述圆盘槽(12)内底面于分料管(14)侧面呈矩形设置有四个固定件模具(16)。5.根据权利要求2所述的一种精确定量的电动车轮毂浇铸模具,其特征在于,所述内模具(10)的上表面对应设置有两个外拓件(18),每个所述外拓件(18)表面开设有通孔(19)。6.根据权利要求1所述的一种精确定量的电动车轮毂浇铸模具,其特征在于,所述封盖(4)的上表面开设有与外拓件(18)相适配的定位孔(20),所述封盖(4)的侧面对应安装有把手(21),所述电磁阀(5)的上端安装有入料管(17)。
技术总结
本实用新型公开了一种精确定量的电动车轮毂浇铸模具,涉及浇铸模具技术领域,底盘上表面安装有外模具,底盘上表面于外模具的正下方内嵌有称重传感器,外模具上表面设置有封盖,封盖上表面开设有开口,封盖上表面于开口端口安装有电磁阀,通过称重传感器对模具进行监测,当金属液进入模具后,模具重量会增加,直至称重传感器监测压力达到预定值,称重传感器控制电磁阀关闭,以此实现对金属液的定量添加,防止因为金属液浇铸量发生偏差导致成品不达标,增强了成品合格率,通过冷水机向冷却腔内注入冷水,来对外模具内壁进行降温,从而使金属液遇到低温内壁而加快冷凝,从而减少金属液冷凝时间,增加了工作效率。增加了工作效率。增加了工作效率。
技术研发人员:姚立
受保护的技术使用者:东莞市台铃车业有限公司
技术研发日:2021.07.09
技术公布日:2021/12/17
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。