1.本发明涉及一种用于热轧机组的运行方法,所述热轧机组具有至少一个第一轧制机架和最后的轧制机架,
‑ꢀ
其中,在所述热轧机组中彼此先后地轧制第一金属带和第二金属带,
‑ꢀ
其中,所述金属带的区段分别首先穿过所述热轧机组的第一轧制机架并且而后才穿过所述热轧机组的最后的轧制机架,
‑ꢀ
其中,在所述第一金属带的轧制与所述第二金属带的轧制之间改装所述最后的轧制机架。
2.此外,本发明涉及一种热轧机组,该热轧机组具有至少一个第一轧制机架和最后的轧制机架,从而在所述热轧机组中所轧制的金属带的区段分别首先穿过所述第一轧制机架并且而后才穿过所述最后的轧制机架,其中,所述第一轧制机架被配置为具有工作辊和支承辊的四辊式机架。
背景技术:
3.上面所提到的主题是普遍已知的。特别地,用于轧制金属带(尤其由钢制成)的精轧机组通常以这种方式和方法来运行,并且用于轧制金属带(尤其由钢制成)的精轧机组通常如此构造。对所述最后的轧制机架(并且通常也对所述精轧机组的其它轧制机架)进行改装,以便更换磨损的工作辊并且必要时也更换磨损的支承辊。在此,不改变所述轧制机架的配置。仅仅进行辊对的1:1的更换。
4.热轧机组的轧制机架通常配备有所谓的四辊式机架。四辊式机架是除了工作辊之外还具有支承辊的轧制机架,所述工作辊支撑在所述支承辊处。在英语的语言地区中,这样的轧制机架经常也被称为4
‑ꢀ
high。
5.在热轧时,尤其也对于具有高强度的材料来说,倾向于越来越小的最终厚度。例如,在现代的铸辊装备中,对于软性品质来说已经能够制造明显小于1 mm、部分地甚至仅为0.6 mm的带材厚度。对于较坚硬的材料来说,不能够实现这样的最终厚度。因为为此在实践中需要具有非常小的直径的工作辊。然而,由于现今使用的工作辊的直径,最终厚度受到了限制。尤其随着工作辊直径的减小,能传递的转矩也减小。此外,必须能够在足够的范围内将冷却介质施加到工作辊上,以便能够以连续运行方式来运行所述热轧机组。
6.通常,所述问题通过以下方式来解决,即:使用具有尽可能小的直径的工作辊。所述工作辊的直径越小,则能够用以驱动所述工作辊的转矩也就越小,而不会有辊颈的破裂风险。对于较硬的材料来说,所述转矩较高。由此产生的问题是,一方面,所述工作辊的直径应该尽可能小,以便能够实现尽可能小的最终厚度,但是另一方面不得太小,因为否则不能够传递所必需的转矩。
7.所述问题在冷轧中通过具有多个轧辊的轧制机架、例如所谓的12辊式轧制机架或者20辊式轧制机架来解决。这样的轧制机架不能够在热轧时使用,因为它们占据过多的位置并且不允许充分冷却轧辊、尤其工作辊。
8.由us 2006/0 010 952 a1已知,在冷轧机组中将各个轧制机架能改装地设计,从而它们能够根据需要被配置为四辊式机架或者被配置为六辊式机架。六辊式机架是除了工作辊和支承辊之外也还具有中间辊的轧制机架,其中,所述工作辊支撑在中间辊处并且所述中间辊支撑在支承辊处。在英语的语言地区中,这样的轧制机架经常也被称为6
‑ꢀ
high。
9.由us 2006/0 196 243 a1同样已知,将轧制机架能改装地设计,从而其能够根据需要被配置为四辊式机架或者被配置为六辊式机架。us 2006/0 196 243 a1的轧制机架看起来同样是冷轧机架。
10.由jp 63 013 603 a已知,将轧制机架能改装地设计,从而其能够根据需要被配置为四辊式机架或者被配置为六辊式机架。
技术实现要素:
11.本发明的任务在于,提供可行方案,以在热轧机组中也能够制造具有较高强度、具有较小的最终厚度的材料。
12.该任务通过一种具有权利要求1的特征的用于热轧机组的运行方法来解决。所述运行方法的有利的设计方案是从属权利要求2至7的主题。
13.根据本发明,开头所提到的类型的运行方法通过以下方式来设计,即:在最后的轧制机架的改装的范围内,将所述最后的轧制机架在第一金属带的轧制与第二金属带的轧制之间从四辊式机架改装为六辊式机架或者相反地改装,从而使得所述最后的轧制机架在轧制第一金属带期间被配置为具有工作辊和支承辊的四辊式机架并且在轧制第二金属带期间被配置为具有工作辊、中间辊和支承辊的六辊式机架。
14.通过这样的改装,能够轧制由较软的材料制成的金属带或者将金属带轧制到较大的最终厚度,而所述最后的轧制机架如在现有技术那样也被配置为四辊式机架。然而,当然而应该将由较硬的材料制成的金属带轧制到小的最终厚度时,根据本发明能够进行将所述最后的轧制机架改装成六辊式机架。
15.能够如此建立轧制计划(也就是说彼此先后地有待轧制的金属带的次序),以使得在以下时间点进行对最后的轧制机架的改装,在所述时间点由于当前处于最后的轧制机架中的工作辊的磨损而本来就必须拆卸所述工作辊。这种处理方式导致了得到优化的生产率。但是原则上,所述改装也能够不依赖于所述工作辊的磨损状态并且因此不依赖于所述工作辊(在四辊式机架的情况下)或者所述工作辊以及必要时支承辊也(在六辊式机架的情况下)由磨损所引起的更换来实现。
16.优选地,所述作为六辊式机架来配置的最后的轧制机架的工作辊和中间辊的直径之和至少大致——通常精确到20%、更好地精确到10%——相应于所述作为四辊式机架来配置的最后的轧制机架的工作辊的直径。由此,所述最后的轧制机架的调节范围不仅在作为四辊式机架的配置中而且也在作为六辊式机架的配置中能够最佳地得到利用。
17.优选地,在将所述最后的轧制机架从四辊式机架改装为六辊式机架或者相反地改装时,将所述作为六辊式机架来配置的最后的轧制机架的工作辊和中间辊作为单元来装入或者拆卸。由此,能够特别快速地进行所述改装。
18.所述第一轧制机架优选不仅在轧制第一金属带期间而且也在轧制第二金属带期间都被配置为四辊式机架。由此,所述第一轧制机架的结构保持简单。
19.优选地,所述金属带在热轧机组中轧制之前在布置在所述第一轧制机架之前的连铸装备中被浇铸并且被从浇铸热中出来输送给所述第一轧制机架。由此,所述热轧机组的运行能够在能量方面得到优化。
20.优选地,所述热轧机组以连续运行方式运行。由此,能够使所述热轧机组的生产率最大化。
21.在最小设计方案中,所述热轧机组仅仅具有第一轧制机架和最后的轧制机架、也就是总共两个轧制机架。但是,通常所述热轧机组在第一轧制机架与最后的轧制机架之间具有一定数量的另外的轧制机架、例如两个另外的轧制机架、三个另外的轧制机架或四个另外的轧制机架,从而包括所述第一轧制机架和最后的轧制机架在内总共存在四个、五个或六个轧制机架。在轧制第一金属带期间,所述另外的轧制机架被配置为四辊式机架。在轧制第二金属带期间,所述另外的轧制机架能够要么被配置为四辊式机架要么被配置为六辊式机架。然而,在所述轧制机架的序列中看——也就是从第一轧制机架到第二轧制机架、进一步到第三轧制机架等直至最后的轧制机架——优选仅仅进行唯一一次从在四辊式机架中的轧制到在六辊式机架中的轧制的转换。当也就是说所述另外的轧制机架中的特定的一个轧制机架被配置为四辊式机架时,则所有另外的被布置在这个轧制机架与第一轧制机架之间的轧制机架也被配置为四辊式机架。当相反地所述另外的轧制机架中的特定的一个轧制机架被配置为六辊式机架时,则所有另外的被布置在这个轧制机架与最后的轧制机架之间的轧制机架都被配置为四辊式机架。
22.此外,所述任务通过一种具有权利要求8的特征的热轧机组来解决。所述热轧机组的有利的设计方案是从属权利要求9至12的主题。
23.根据本发明,开头所提到的类型的热轧机组被如此设计,使得所述最后的轧制机架至少暂时地被配置为具有工作辊、中间辊和支承辊的六辊式机架。
24.优选地,所述作为六辊式机架来配置的最后的轧制机架的工作辊和中间辊布置在能作为单元来装入和拆卸的轧辊箱中。由此,不仅能够特别快速地进行所述工作辊和所述中间辊由于磨损所引起的转换,而且也能够特别快速地进行从四辊式机架到六辊式机架的改装或者相反的改装。
25.优选地,在所述第一轧制机架之前布置了连铸装备,在所述连铸装备中所述金属带在热轧机组中轧制之前被浇铸,从而所述金属带能够从浇铸热中出来被输送给所述第一轧制机架。由此,所述热轧机组的运行能够在能量方面得到优化。
26.优选地,所述热轧机组能够以连续运行方式来运行。由此,能够使所述热轧机组的生产率最大化。
27.通常,所述热轧机组在所述第一轧制机架与最后的轧制机架之间具有一定数量的另外的轧制机架。所述另外的轧制机架能够被配置为四辊式机架或者被配置为六辊式机架。然而,在所述轧制机架的序列中看——也就是从第一轧制机架到第二轧制机架等——优选地仅仅进行唯一一次从四辊式机架到六辊式机架的转换。
附图说明
28.本发明的上面所描述的特性、特征和优点以及如何实现这些特性、特征和优点的方式和方法结合以下对实施例的描述而变得更加清楚易懂,所述实施例结合附图进行详细
地解释。在此,在示意图中:图1示出了在轧制第一金属带期间的热轧机组;图2示出了在轧制第二金属带期间的图1的热轧机组;图3示出了工作辊从热轧机组的最后的轧制机架中的拆卸;图4示出了工作辊和中间辊到热轧机组的最后的轧制机架中的装入;图5示出了热轧机组的处于两种不同的配置中的最后的轧制机架;并且图6示出了图1的热轧机组的一种修改方案。
具体实施方式
29.按照图1,热轧机组具有多个轧制机架1a至1d。所述热轧机组尤其能够被构造为精轧机组。
30.按照图1,存在四个轧制机架1a至1d。但是,所述轧制机架1a至1d的数量也能够更大、例如五个、六个或七个。作为替代方案,所述数量也能够更小、例如两个或三个。但是至少存在两个轧制机架1a至1d。如果存在多于两个的轧制机架1a至1d,则在所述第一轧制机架1a与最后的轧制机架1d之间布置有一定数量的另外的轧制机架1b、1c。
31.在所述热轧机组中在特定的时间点对第一金属带2进行热轧。所述第一金属带2尤其能够是钢带。所述第一金属带2在没有停止和没有方向反转的情况下沿着输送方向x穿过所述热轧机组。因此,所述第一金属带2的各个区段首先穿过第一轧制机架1a,然后穿过第二轧制机架1b,然后穿过第三轧制机架1c并且最后穿过最后的轧制机架1d。在第一轧制机架1a中轧制之前,所述第一金属带2例如能够在炉(未被示出)中被加热到必需的轧制温度。所述轧制温度对于钢带来说大多处于900℃与1200℃之间。在所述最后的轧制机架1a中轧制之后,所述第一金属带2例如能够被卷成卷材(未被示出)。
32.在图1所示出的状态下、也就是在轧制所述第一金属带2期间,所述热轧机组的所有轧制机架1a至1d被配置为四辊式机架。因此,所述轧制机架1a至1d分别具有工作辊3和支承辊4,但是没有另外的辊。这尤其也适用于所述热轧机组的第一轧制机架和最后的轧制机架1a、1d。
33.图2示出了在轧制第二金属带5期间具有相同的轧制机架1a至1d的相同的热轧机组。根据图2中的图示,所述第一轧制机架1a在这个时间点、即在轧制第二金属带5期间继续被配置为四辊式机架。然而,至少最后的轧制机架1d被配置为六辊式机架。因此,该最后的轧制机架除了支承辊4之外还具有工作辊6和中间辊7。所述中间辊7布置在所述支承辊4与所述工作辊6之间。
34.所述另外的轧制机架1b、1c能够根据图2中的图示在轧制第二金属带5期间要么被配置为四辊式机架要么被配置为六辊式机架。然而,在不依赖于所述另外的轧制机架1b、1c中的哪些轧制机架被配置为四辊式机架并且所述另外的轧制机架1b、1c中的哪些轧制机架被配置为六辊式机架的情况下,在所述轧制机架1a至1d的序列中看仅仅进行唯一一次从四辊式机架到六辊式机架的转换。因此,在所述轧机组的与图1和2中的图示相对应的具有总共四个轧制机架1a至1d的具体设计方案中于是可行是,两个另外的轧制机架1b、1c被配置为四辊式机架。同样可行的是,两个另外的轧制机架1b、1c被配置为六辊式机架。然而,如果所述两个另外的轧制机架1b、1c中的一个轧制机架被配置为四辊式机架并且所述两个另外
的轧制机架1b、1c中的另一个轧制机架被配置为六辊式机架,那么所述另外的轧制机架1b——也就是与第一轧制机架1a邻接的轧制机架——被配置为四辊式机架并且所述另外的轧制机架1c——也就是与最后的轧制机架1d邻接的轧制机架——被配置为六辊式机架。
35.在四辊式机架的情况下通常所述工作辊3被驱动。在六辊式机架的情况下通常同样地所述工作辊6被驱动。但是,作为补充方案或替代方案——通常作为替代方案——在六辊式机架的情况下所述中间辊7也能够被驱动。在相应的配置的情况中,这些陈述也适用于所述热轧机组的最后的轧制机架1d。
36.接下来假设,在所述热轧机组中首先轧制所述第一金属带2并且随后才轧制所述第二金属带5。但是原则上相反的处理方式也是可行的。
37.为了在同一个热轧机组中不仅能够轧制所述第一金属带2而且也能够轧制所述第二金属带5,在所述第一金属带2的轧制与所述第二金属带5的轧制之间至少将所述最后的轧制机架1d(并且必要时也将所述另外的轧制机架1b、1c中的至少一个轧制机架)从四辊式机架改装为六辊式机架。因此,根据图3中的图示,从最后的轧制机架1d作为四辊式机架的配置出发,拆卸所述四辊式机架的工作辊3。如一般地常见的且在图3中通过箭头a所表明的那样,沿着工作辊3的轴向方向通过在操作侧的机座的窗口来进行拆卸。被拆卸的工作辊3在图3中用虚线一起示出。
38.在拆卸所述工作辊3之后,根据图4中的图示装入所述六辊式机架的工作辊6和中间辊7。如从方案中一般地常见的并且在图4中通过箭头b所表明的那样,沿着工作辊6的和中间辊7的轴向方向通过在操作侧的机座的窗口来进行所述装入。
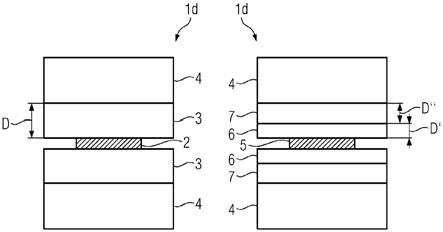
39.结果,所述最后的轧制机架1d因此根据需要要么配置为四辊式机架——参见图5左侧——要么配置为六辊式机架——参见图5右侧。
40.所述支承辊4在改装最后的轧制机架1d时未被一起转换。所述支承辊4因此不仅在最后的轧制机架1d的作为四辊式机架的配置中而且也在最后的轧制机架1d的作为六辊式机架的配置中是相同的支承辊4。
41.优选的是,根据图4中的图示,所述六辊式机架的工作辊6和中间辊7布置在轧辊箱8中。由此可行的是,将轧辊箱8本身装入、也就是作为单元来装入。因此,所述六辊式机架的工作辊6和中间辊7也能够作为单元、也就是说尤其同时被装入。
42.为了使所述最后的轧制机架1d的调节区域也就是辊缝——所述辊缝能够在所述工作辊3之间或者说在所述工作辊6之间形成——不仅在作为四辊式机架的配置中而且也在作为六辊式机架的配置中保持尽可能大,所述工作辊3、工作辊6和中间辊7的直径d、d`和d``优选应该如此彼此协调,使得所述六辊式机架的工作辊6和中间辊7的直径d`、d``之和至少大致相应于所述四辊式机架的工作辊3的直径。然而,最大20%、更好地最大10%的较小偏差能够被容忍。
43.此外,在所述最后的轧制机架1d的作为六辊式机架的配置中,所述工作辊6和中间辊7的直径d`、d``应该在考虑下述情况下来确定,即:是所述工作辊6还是所述中间辊7被驱动。在最先提到的情况中,所述工作辊6的直径d`能够与所述中间辊7的直径d``同样大,必要时甚至能够大于所述中间辊7的直径d``。在最后提到的情况中,所述工作辊6的直径d`优选明显小于所述中间辊7的直径d``。例如所述工作辊6的直径d`能够处在所述中间辊7的直径d``的50%与70%之间。
44.上面对所述最后的轧制机架1d从作为四辊式机架的配置到作为六辊式机架的配置的改装进行了解释。然而,相反的处理方式、也就是从六辊式机架到四辊式机架的改装同样是可行的。仅仅必须采取相反的处理方式。此外,关于图3至5的解释也适用于每个另外的轧制机架1b、1c,所述另外的轧制机架应该从作为四辊式机架的配置被改装为作为六辊式机架的配置。
45.根据图6中的图示,所述热轧机组能够具有连铸装备9。所述连铸装备9布置在第一轧制机架1a之前。在所述连铸装备中,所述金属带2、5在热轧机组中轧制之前被浇铸。因此能够将所述金属带2、5从浇铸热中出来输送给所述第一轧制机架1a。因此,所述热轧机组在这种情况下被扩展成铸轧复合装备。由于存在所述连铸装备9,尤其能够以连续运行方式来运行所述热轧机组。然而,作为替代方案,分批运行也是可行的。此外,可行的是,所述热轧机组——作为连铸装备9的替代方案或补充方案——具有炉(在图中未被示出)。所述炉,如果其存在的话,布置在所述第一轧制机架1a之前。根据需要,此外能够前置在所述第一轧制机架1a之前的轧制机架10、尤其粗轧机组的粗轧机架。所述前置的轧制机架10,如果其存在的话,则布置在所述连铸装备9和/或炉之后。
46.图6示出了所述轧制机架1a至1d全部被配置为四辊式机架的状态。但是,当所述最后的轧制机架1d和必要时所述另外的轧制机架1b、1c中的至少一个轧制机架也被配置为六辊式机架时,则所述连铸装备9和必要时前置的轧制机架10也存在。
47.所述轧制机架1a至1d的其它的设计方案能够根据需要来进行。尤其——不仅在作为四辊式机架的配置中而且也在作为六辊式机架的配置中——所述工作辊3、6能轴向移动。在作为六辊式机架的配置中,作为所述工作辊6的替代方案或补充方案,所述中间辊7也能够移动。所述工作辊3、6的弯曲和必要时所述中间辊7的弯曲也能够如在现有技术中那样。此外,沿着所述金属带2、5的输送方向x看,在所述轧制机架1a至1d作为四辊式机架的配置中,所述工作辊3能够相对于支承辊4略微错开地布置。在最后的轧制机架1d作为六辊式机架的配置中,沿金属带2、5的输送方向x看,工作辊6能够相对于中间辊7略微错开地布置。同样地,沿着金属带2、5的输送方向x看,在所述最后的轧制机架1d作为六辊式机架的配置中,所述中间辊7能够相对于支承辊4略微错开地布置。所述工作辊6相对于中间辊7的错开和所述中间辊7相对于支承辊4的错开优选地相同指向。只要需要,可能的推力能够通过支承辊来捕集。所述支承辊,如果其存在,布置在工作辊6的入口侧和/或出口侧。然而,根据可行方案,应当放弃这样的支承辊。
48.不仅在作为四辊式机架的配置中而且也在作为六辊式机架的配置中,在所述最后的轧制机架1d中通常对所述工作辊3、6进行冷却。为了进行冷却而存在相应的冷却架。为了在作为六辊式机架的配置中对所述工作辊6进行冷却,所述冷却架必要时能够在入口侧和/或在出口侧布置在所述轧辊箱8处。作为替代方案,所述冷却架能够是所述最后的轧制机架1d本身的组成部分,使得其在改装所述最后的轧制机架1d的配置时不会一起被装入且被拆卸。
49.本发明具有许多优点。因此,由于所述工作辊6相对于工作辊3的直径d的更小直径d`,例如不仅能够将由较软的材料制成的金属带2、5而且也能够将由较硬的材料制成的金属带2、5轧制到小的最终厚度上。能够取消随后的冷轧或者以更薄的入口产品来开始,由此而后所述冷轧的出口产品能够具有更小的厚度。尽管如此,可制造的产品范围不受影响、通
常甚至得到扩展。尤其对于更大的最终厚度来说,在轧制时所必需的弯曲刚度能够通过将所述最后的轧制机架1d配置为四辊式机架来实现。所述最后的轧制机架1d中的道次减薄量能够在作为六辊式机架的配置中得到最大化,其中,尽管如此对此必需的轧制力和轧制力矩能够被降低。由此,同时也能够实现所述第二金属带5的得到改进的材料特性。尤其能够使所述第二金属带5的微观结构均匀化并且能够防止所谓的剪切带。最后能够在所述热轧机组中进行铁素体的轧制。由此,能够积极地影响所谓的r值,该r值表征平面的各向异性并且对于所轧制的金属带2、5的可深冲性来说是重要的。在现有技术中,为此需要带有随后的退火的冷轧。通过本发明,能够省去冷轧和退火。
50.尽管通过优选的实施例详细图解并且描述了本发明,但是本发明不被所公开的实例限制并且其它的变型方案能够由本领域的技术人员从中推导出来,而不离开本发明的保护范围。
51.附图标记列表:1a至1d 轧制机架2、5 金属带3、6 工作辊4 支承辊7 中间辊8 轧辊箱9 连铸装备10 布置在前面的轧制机架a、b 箭头d、d`、d`` 直径x 输送方向。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。