技术特征:
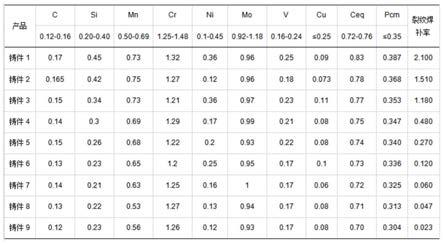
1.一种难熔合金的低温3d打印成形方法,其特征在于,包括以下步骤:步骤1,金属粉末的均匀混合将两种或两种以上金属粉末按一定的比例混合后得到混合金属粉末;步骤2,喂料的制备将步骤1获得的混合金属粉末与特定配方的粘接剂按一定比例均匀混合后制备喂料;步骤3,坯体的3d打印成形将步骤2获得的喂料装入桌面熔融挤出打印机进行3d打印,获得坯体;步骤4,坯体的两步脱脂将步骤3获得的坯体进行两步脱脂,即首先进行溶液脱脂,然后进行热脱脂;步骤5,烧结将步骤4获得的脱脂后的坯体,在一定的气氛下进行烧结,获得最终样品。2.根据权利要求1所述的一种难熔合金的低温3d打印成形方法,其特征在于,步骤1中,所述混合金属粉末由金属钨、钼、铌、钽、钛、铁、钴、铜、镍中的两种或两种以上任意配比组成,混合方法通过混料机或球磨机的混合获得。3.根据权利要求1所述的一种难熔合金的低温3d打印成形方法,其特征在于,步骤2中,粘接剂按照质量百分比由以下原料组成:10wt.%~95wt.%的半精炼石蜡、1wt.%~50wt.%的高密度聚乙烯、1wt.%~50wt.%的硬脂酸、1wt.%~50wt.%的聚乙烯醋酸乙烯酯,以上组分质量百分比之和为100%;混合粉末与粘接剂的质量比为1:99~99.9:0.1。4.根据权利要求1所述的一种难熔合金的低温3d打印成形方法,其特征在于,步骤3中,具体打印成形参数为:基板材质:玻璃、工程塑料或金属板凳;基板温度5℃~300℃,喷嘴直径0.001mm~10mm,喷嘴温度5℃~400℃。5.根据权利要求1所述的一种难熔合金的低温3d打印成形方法,其特征在于,步骤4中,步骤3获得的坯体的第一步脱脂工艺为在环己烷溶液中加热至30℃~150℃,并保持1h~60h;坯体的第二步热脱脂工艺为在氮气或氩气惰性气气氛保护下,执行以下热脱脂工艺方案:以4℃/min的升温速率将样品从室温加热到120℃,并在120℃下保存30min;随后,温度以1~20℃/min的升温速率从120℃上升到260~360℃,并在该温度下保持30min~2h;再以1~20℃/min的升温速率从260~360℃加热至400~440℃,保温30min~2h,再以1~20℃/min的升温速率加热至450~500℃,保温30min~2h后,以1~20℃/min的速率升温至510~590℃,在该温度下保温30min~2h;最后,温度以1~20℃/min的速度上升到600~800℃,保温30min~2h后,以随炉冷却的方式冷至室温。6.根据权利要求1所述的一种难熔合金的低温3d打印成形方法,其特征在于,步骤5中,步骤4获得的脱脂后的坯体的烧结为氮气或氩气惰性气氛保护,或氢气还原气氛下,烧结温度为850℃~1800℃,烧结时间为0.1h~50h。
技术总结
本发明公开一种难熔合金的低温3D打印成形方法,其特征在于,包括以下步骤:步骤1,将两种或两种以上金属粉末按一定的比例混合后得到混合金属粉末;步骤2,将步骤1获得的混合金属粉末与特定配方的粘接剂按一定比例均匀混合后制备喂料;步骤3,将步骤2获得的喂料装入桌面熔融挤出打印机进行3D打印,获得坯体;步骤4,将步骤3获得的坯体进行两步脱脂,即首先进行溶液脱脂,然后进行热脱脂;步骤5,将步骤4获得的脱脂后的坯体,在一定的气氛下进行烧结,获得最终样品。该方法实现难熔金属制品的无模具3D打印自由成形,使3D打印成形后零件力学性能的显著提升。学性能的显著提升。学性能的显著提升。
技术研发人员:卓龙超 张琪琪 尹恩怀 赵昭 刘秀利 苑博 袁学礼 李超 安占军 孙嘉成 姬凯乐 刘长根
受保护的技术使用者:西安理工大学
技术研发日:2021.08.10
技术公布日:2021/12/17
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。